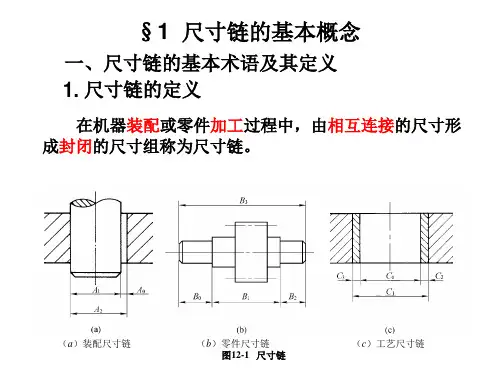
尺寸链的基本概念
- 格式:doc
- 大小:74.50 KB
- 文档页数:10
![第七章 [尺寸链]](https://uimg.taocdn.com/0ed6533f0912a216147929b6.webp)
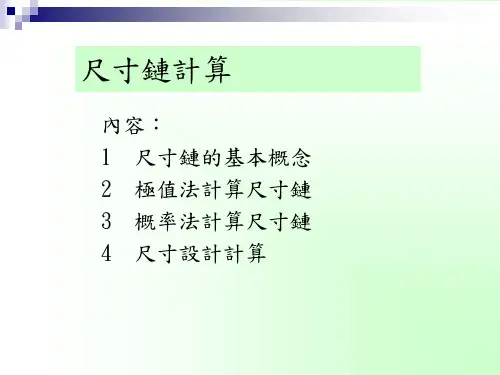
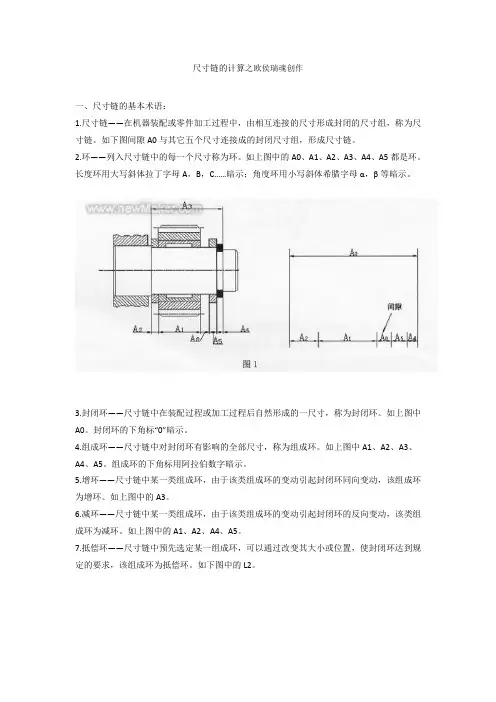
尺寸链的计算一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。
如上图中A0。
封闭环的下角标“0”表示。
4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字表示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。


尺⼨链的基本概念第8章尺⼨链8.1 概述⼀、有关尺⼨链的基本概念在⼀个零件或⼀台机器的结构中,总有⼀些相互联系的尺⼨,这些相互联系的尺⼨按⼀定顺序连接成⼀个封闭的尺⼨组,称为尺⼨链。
尺⼨链具有如下两个特性:(1)封闭性组成尺⼨链的各个尺⼨按⼀定顺序构成⼀个封闭系统。
(2)相关性其中⼀个尺⼨变动将影响其他尺⼨变动。
构成尺⼨链的各个尺⼨称为环。
尺⼨链的环分为封闭环和组成环。
(1)封闭环加⼯或装配过程中最后⾃然形成的那个尺⼨。
(2)组成环尺⼨链中除封闭环以外的其他环。
根据它们对封闭环影响的不同,⼜分为增环和减环。
与封闭环同向变动的组成环称为增环,即当该组成环尺⼨增⼤(或减⼩)⽽其它组成环不变时,封闭环也随之增⼤(或减⼩),与封闭环反向变动的组成环称为减环,即当该组成环尺⼨增⼤(或减⼩)⽽其他组成环不变时,封闭环的尺⼨却随之减⼩(或增⼤)。
尺⼨链的类型1.按在不同⽣产过程中的应⽤情况,可分为:(1)装配尺⼨链在机器设计或装配过程中,由⼀些相关零件形成有联系封闭的尺⼨组,称为装配尺⼨链。
(2)零件尺⼨链同⼀零件上由各个设计尺⼨构成相互有联系封闭的尺⼨组,称为零件尺⼨链。
设计尺⼨是指图样上标注的尺⼨。
(3)⼯艺尺⼨链零件在机械加⼯过程中,同⼀零件上由各个⼯艺尺⼨构成相互有联系封闭的尺⼨组,称为⼯艺尺⼨链。
⼯艺尺⼨是指⼯序尺⼨、定位尺⼨、基准尺⼨。
装配尺⼨链与零件尺⼨链统称为设计尺⼨链。
2.按组成尺⼨链各环在空间所处的形态,可分为:(1)直线尺⼨链尺⼨链的全部环都位于两条或⼏条平⾏的直线上,称为直线尺⼨链。
(2)平⾯尺⼨链尺⼨链的全部环都位于⼀个或⼏个平⾏的平⾯上,但其中某些组成环不平⾏于封闭环,这类尺⼨链,称为平⾯尺⼨链。
将平⾯尺⼨链中各有关组成环按平⾏于封闭环⽅向投影,就可将平⾯尺⼨链简化为直线尺⼨链来计算。
(3)空间尺⼨链尺⼨链的全部环位于空间不平⾏的平⾯上,称为空间尺⼨链。
对于空间尺⼨链,⼀般按三维坐标分解,化成平⾯尺⼨链或直线尺⼨链,然后根据需要,在某特定平⾯上求解。
尺寸链的计算之欧侯瑞魂创作一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……暗示;角度环用小写斜体希腊字母α,β等暗示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。
如上图中A0。
封闭环的下角标“0”暗示。
4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字暗示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.抵偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为抵偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等分歧观点,对尺寸链加以分类,得出尺寸链的分歧形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1 ②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为分歧零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
1.尺寸链:(1)尺寸链概念:在零件加工或机器装配过程中,由互相联系的尺寸按一定顺序首尾相接排列而成的封闭尺寸组。
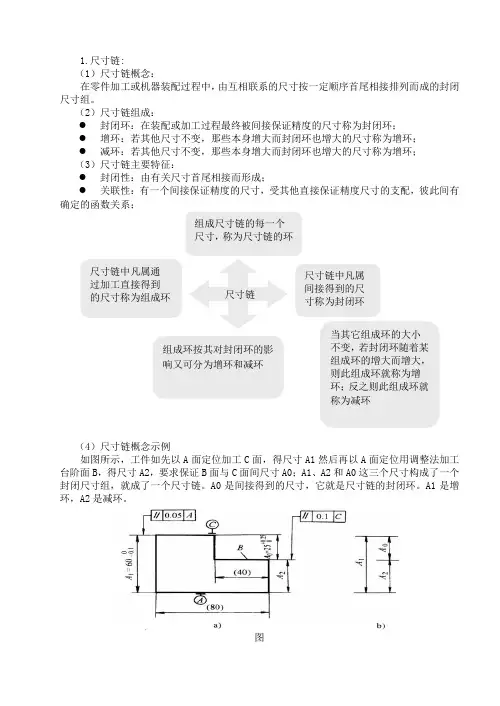
(2)尺寸链组成:● 封闭环:在装配或加工过程最终被间接保证精度的尺寸称为封闭环; ● 增环:若其他尺寸不变,那些本身增大而封闭环也增大的尺寸称为增环; ● 减环:若其他尺寸不变,那些本身增大而封闭环也增大的尺寸称为增环; (3)尺寸链主要特征:● 封闭性:由有关尺寸首尾相接而形成;● 关联性:有一个间接保证精度的尺寸,受其他直接保证精度尺寸的支配,彼此间有确定的函数关系;(4)尺寸链概念示例如图所示,工件如先以A 面定位加工C 面,得尺寸A1然后再以A 面定位用调整法加工台阶面B ,得尺寸A2,要求保证B 面与C 面间尺寸A0;A1、A2和A0这三个尺寸构成了一个封闭尺寸组,就成了一个尺寸链。
A0是间接得到的尺寸,它就是尺寸链的封闭环。
A1是增环,A2是减环。
图组成环按其对封闭环的影 响又可分为增环和减环尺寸链尺寸链中凡属间接得到的尺寸称为封闭环尺寸链中凡属通 过加工直接得到 的尺寸称为组成环组成尺寸链的每一个尺寸,称为尺寸链的环当其它组成环的大小不变,若封闭环随着某组成环的增大而增大,则此组成环就称为增环;反之则此组成环就称为减环(5)尺寸链分类● 构成空间位置: 线性尺寸链、平面尺寸链、空间尺寸链; ● 组合形式:串联尺寸链、并联尺寸链、混联尺寸链;● 用途:零件尺寸链、工艺尺寸链(又叫工序尺寸链)、装配尺寸链; ● 几何特征:长度尺寸链和角度尺寸链; (6)尺寸链作用利用尺寸链,可以分析确定机器零件的尺寸精度,保证加工精度和装配精度。
(7)增、减环的判别法:在封闭环符号上面按任意指向画一箭头,沿已定箭头方向在每个组成环符号上各画一箭头,使所画各箭头依次彼此头尾相连,组成环中箭头与封闭环箭头方向相同者为减环,相反者为增环。
(8)尺寸链的计算公式:设计尺寸链的组成环数为m ,其中n 个增环,m-n 个减环,A0为封闭环的基本尺寸,Ai 为组成环的基本尺寸,利用极值法则对于直线尺寸链有如下公式 ①封闭环的基本尺寸∑∑+==-=mn i ini i A A A 110 ;即封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。
尺寸链>尺寸链的基本概念1. 尺寸链的定义及特点定义:在零件的加工或机器的装配过程中,由相互连接的尺寸形成的封闭尺寸组称为尺寸链。
特点:①封闭性:尺寸链必须由一系列互相关联的尺寸排列封闭的形式。
②制约性:尺寸链中必定有一个且只有一个尺寸的精度受其它所有尺寸精度的影响。
2. 尺寸链的组成尺寸链的组成-环:列入尺寸链中的每一个尺寸。
同一尺寸链中的各环,常用带不同下标的同一字母表示,如A1,A2…封闭环:装配过程或加工过程最后自然形成的一环常用带角标“0”的字母表示,如A0,B0…组成环:增环-其它组成环变,此环增大(或减小),封闭环随之增大(或减小)的环。
减环-其它组成环变,此环增大(或减小),封闭环随之减小(或增大)的环。
判别增减环的方法:(1)定义法:(2)箭头法:按照各尺寸首尾相接的原则,顺着一个方向在各尺寸上划箭头,凡组成环的箭头与封闭环的箭头相同者,此组成环为减环,反之为增环。
(3)跳行法:与封闭环同行的或相隔1,3,5行的是减环,其余的为增环。
3. 尺寸的分类a.按几何特征分:长度尺寸链――全部环为长度尺寸的尺寸链。
角度尺寸链――全部环为角度尺寸的尺寸链。
b.按所处空间位置分:直线尺寸链――全部组成环平行于封闭环的尺寸链。
平面尺寸链――全部组成环位于一个或几个平行平面内,但某些组成环不平行于封闭环的尺寸链。
空间尺寸链――组成环位于几个不平行平面的尺寸链。
c.按应用场合分:工艺尺寸链――全部环为同一零件工艺尺寸所形成的尺寸链。
装配尺寸链――全部环为不同零件尺寸所形成的尺寸链。
尺寸链>尺寸链的建立与计算1. 尺寸链的建立(1)装配尺寸链的建立a. 确定封闭环:装配过程中最后自然形成的尺寸。
b. 查明组成环从封闭环开始,依次找出与其有关的尺寸,各尺寸首位相连,形成一个封闭的尺寸组。
且要求所构成的尺寸链环数最少。
c. 画尺寸链图:从封闭环开始,按照相关尺寸在零件中标注的位置逐个画出,最后回到封闭环。
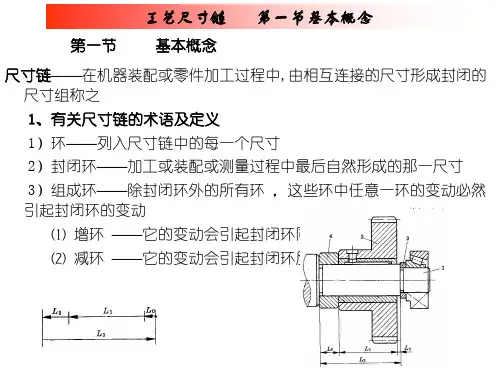
第一节尺寸链的基本概念
一、尺寸链的概念
图5-1: 尺寸链示例
二、尺寸链的基本术语及分类
(一)尺寸链的基本术语
1.环:尺寸链中每个尺寸
2.封闭环:在加工或装配过程中最后形成的一环,它的大小是由组成环间接保
证的A
O
3.组成环:对封闭环有影响的其它各环。
增环:引起封闭环同向变动
减环:引起封闭环反向变动
(二)尺寸链的分类
1.按尺寸链的功能要求分:
1)工艺尺寸链
2)装配尺寸链
2.尺寸链间相互联系分:
1)独立尺寸链
2)并联尺寸链图5-2:并联尺寸链
3.按环的几何特征分
1.长度尺寸链
2.角度尺寸链图5-3:角度尺寸链
3.组合形式
4.按环的空间位置分
1.直线尺寸链
2.平面尺寸链图5-4:平面尺寸链
3.空间尺寸链
三、尺寸链的计算公式
(一)极值法计算公式
1.基本尺寸计算
2.极限尺寸的计算
3.上、下偏差的计算
4.环公差的计算
5.各环平均公差计算
6.平均尺寸及对称偏差计算法
二、概率法计算公式
k 0、k
i
为各环的相对分布系数,影响k的因素为二个方面:一是合格率,在公差带范围
内即(3σ内)全部合格,
认为k'=1不作另外考虑,一般与实际中的情况符合,否则要考虑置信水平P
二是分布规律:当分布规律为正态分布时k n=1,否则要考虑分布特性K″获得,在3σ区间内(公差带内)全部合格
第二节工艺尺寸链的应用和解算方法一、工艺尺寸链的建立和增环、减环判别
(一)、尺寸链的建立
1.确定封闭环
装配尺寸链中,装配精度就是封闭环;
(设计)尺寸链中,未标尺寸(环)就是封闭环。
工艺尺寸链:间接获得的,不是直接保证的尺寸。
2.查组成环加工中直接获得且对封闭环有影响的尺寸
3.画出尺寸链
注意:使组成环环数达到最少
(二)、增坏,减环的判别
1、回路法:与封闭环反向的为增环,与封闭环同向的为减环。
2、直观法:与封闭环串联的是减环,与封闭环共基线并联的是增环。
串联的组成环性质相同,共基线并联的组成环性质相反。
3、分析法:假定其它组成环均为定值,
分析某一组成环,其增大使封闭环增大为增环,
反之为减环。
二、工艺基准与设计基准不重合时,工序尺寸及其公差的确定
例、图5-5:测量基准与设计基准不重合的尺寸换算
轴承碗问题,测量基准与设计基准不重合
1、设计要求保证10
-0.10及40
-0.2
0孔深任意
设计尺寸链,封闭环---总长X
X
0=10+40=50, ES(x
)=0, EI
=-0.2-0.1=-0.3 封闭环X
=50
-
0.3
2、测量问题----如何保证40
-0.2
?测量基准与设计基准不重合尺寸换算
40
-0.2尺寸的设计基准为B,无法直接测量改为A, 40
-0.2
是封闭环,
由10
-0.1
及尺寸X1间接保证
A.初检 T
0=ΣT
i
?否则调整公差
B.判别增减环C.选用公式
3、假废品问题,
若测量结果为50? 49.75?合格否?
需重测A
1
4、如何提高测量----加工的可能性-----设计工艺装备,保证设计尺寸。
例:图5-6:定位基准与设计基准不重合尺寸换算
以 A定位加工孔,保证孔与C面间尺寸Ф20±0.15
封闭环L
0,组成环L
1
,L
2
,L
3
,增环L
2
,L
3
,
减环L
1
三、中间工序尺寸计算
例:图5-7:齿轮内孔简图
四、表面处理及镀层厚度工艺尺寸链,
图5-8:偏心轴渗碳磨削工艺尺寸链
渗入类(渗碳、渗氮、碳氮共渗)问题的封闭环是:渗入层厚度图5-9:轴套镀铬工艺尺寸链
镀层类(镀铬、镀锌、镀铜)问题的封闭环是:工件电镀后的尺寸五、工序余量的校核
图5-10:精加工余量校核
六、工艺尺寸链的图解跟综法和尺寸式法
(一)、图解跟踪法
图解跟踪法一般分三步:绘图表,建立尺寸链,计算尺寸链。
图5-11:套筒零件加工的工艺过程示意图
1.图表绘制
A、画工序简图
B、画表格分栏目(工序名称,加工内容)
C、分工序,标符号(定位基准,工序基准,加工表面,工序尺寸,切
削余量,等以及封闭环尺寸)
D、填写已知数据(设计尺寸)图5-12:图解跟踪法、图解跟踪表格法
2.建立尺寸链图
A、确定全部封闭环,
封闭环一般有二种:
1)除靠火花“磨削余量外的其余工序
余量;
2)设计尺寸(除直接形成的设计尺寸
外)。
B、按每个封闭环,查找组成环,建立尺寸链,
方法:由封闭环两端同时向上找,
以设计尺寸为封闭环的尺寸链。
加图
(图5-13:尺寸链图)
以加工余量为封闭环的尺寸链,加图
3.计算工艺尺寸链的步骤方法
A、确定各工序尺寸的公差
先确定要求严,公差小的工序尺寸,
再确定公差大的,
α、确定与设计尺寸有关的工序尺寸公差的尺寸
(1)确定与设计尺寸为封闭环的组成环公差,
可按等公差值,等公差级,根据具体情况分配(经验法)
A
9,A
8
,A
7
,A
6
(=A
8
),A
5
,A
4
(2)
工序尺寸等于设计尺寸,工序尺寸公差等于设计尺寸公差,
A
6=A
8
β、确定与设计尺寸无直接关系的工序尺寸公差
按经济精度确定(仅影响加工余量变动量),
查表:教材,粗车0.3~0.6㎜,精车0.1~0.3㎜,
磨0.02~0.1㎜。
B、确定工序的余量值
确定余量值方法有二种:
1.先求余量基本值,再由尺寸链计算
余量公差,验算余量最大值,最小值
是否合适;不合适,
调整余量值,再计算;
2.先确定最小余量值,再由尺寸链求
出公差值,并求出平均余量,其中第
二种方法方便。
C、计算
图5-13:尺寸链图图5-14:余量、公差、工序平均尺寸关系由尺寸链图
D、改写成入体原则标注
(二)、尺寸式法
图5-15:尺寸式法
图5-16:尺寸式法表格
图5-17:工艺尺寸链计算机辅助计算程序框图。