焊接工艺卡_#2炉水冷壁下集箱手孔焊接_SA105与SA105
- 格式:doc
- 大小:81.00 KB
- 文档页数:1
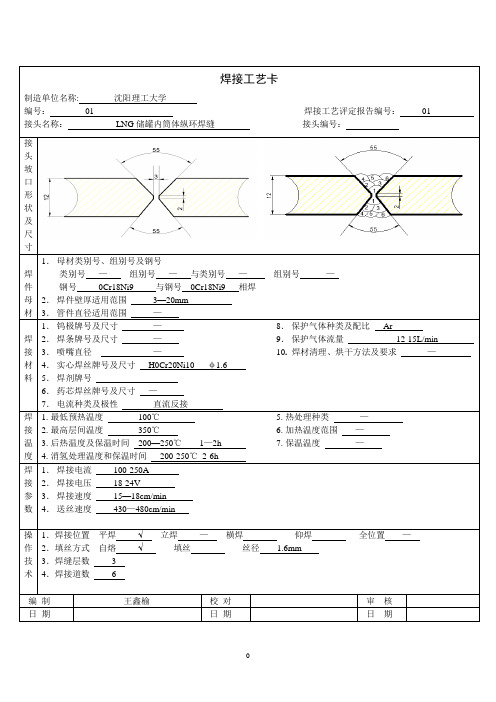
焊接工艺卡制造单位名称: 沈阳理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3—20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号-6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200—250℃1—2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15—18cm/min 4.送丝速度430—480cm/min操作技术1.焊接位置平焊√立焊—横焊- 仰焊- 全位置—2.填丝方式自熔√填丝- 丝径 1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 02 焊接工艺评定报告编号: 02 接头名称: LNG 储罐内封头与内筒体环焊缝 接头编号: 接 头 坡 口 形 状 及 尺 寸焊 件 母 材 1. 母材类别号、组别号及钢号 类别号 — 组别号 - 与类别号 - 组别号 — 钢号 0Cr18Ni9 与钢号 0Cr18Ni9 相焊 2. 焊件壁厚适用范围 3—20mm 3. 管件直径适用范围 — 焊 接 材 料1. 钨极牌号及尺寸 —2. 焊条牌号及尺寸 —3. 喷嘴直径 —4. 实心焊丝牌号及尺寸 H0Cr20Ni10 φ1.65. 焊剂牌号 -6. 药芯焊丝牌号及尺寸 —7. 电流种类及极性 直流反接8. 保护气体种类及配比 Ar9. 保护气体流量 12-15L/min 10. 焊材清理、烘干方法及要求 —焊 接 温 度 1. 最低预热温度 100℃ 2. 最高层间温度 350℃3. 后热温度及保温时间 200-250℃ 1-2h4. 消氢处理温度和保温时间 200-250℃ 2—6h5. 热处理种类 —6. 加热温度范围 —7. 保温温度 -焊 接 参 数 1. 焊接电流 100—250A 2. 焊接电压 18—24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430—480cm/min操 作 技 术1. 焊接位置 平焊 √ 立焊 — 横焊 — 仰焊 — 全位置 —2. 填丝方式 自熔 √ 填丝 — 丝径 1.5mm 3。
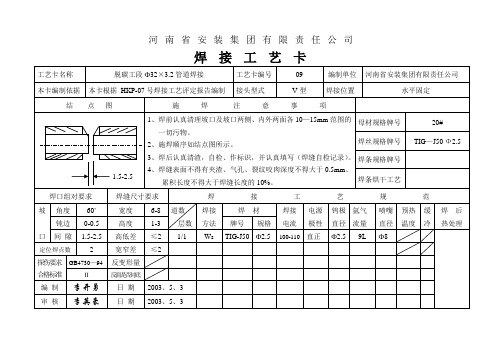

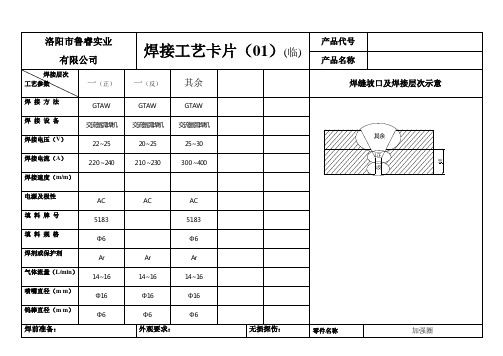
焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180011.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016007焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm~10焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤10其余焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温根部GTAW ER50-6 直流正接100~120 11~12 7~9 / 道间温度(℃)/ 其余GTAW ER50-6 直流正接110~130 12~13 6~8 / 焊后热处理/后热钨极直径喷嘴直径脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180021.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016008焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm12~24焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤18焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER50-6 直流正接110~130 11~12 6~8 / 道间温度(℃)/ 2~3 SMAW ER5015 直流反接100~120 24~26 8~10 / 焊后热处理/ 4~5 SMAW ER5015 直流反接110~130 25~27 6~8 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180031.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016009焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm~8焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER55-B2-MnV 直流正接90~110 11~12 7~9 / 道间温度(℃)/ 2 GTAW ER55-B2-MnV 直流正接100~120 12~13 6~8 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180041.清理坡口图号2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头名称管道接头接头编号焊接工艺评定报告编号Y2016010焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm7~14焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250℃(200℃) 1 GTAW TIG-R31 直流正接110~130 11~12 6~8 / 道间温度(℃)≥200℃(250℃) 2 SMAW R317 直流反接100~120 25~26 8~10 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180051.清理坡口2.定位焊按焊接工艺图号接头名称管道接头3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头编号焊接工艺评定报告编号Y2016011焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12 SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm16~44焊接方法或焊接工艺GTAW焊缝金属厚度mm≤6 SMAW ≤38焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250(200) 1 GTAW TIG-R31 直流正接120~140 11~12 6~8 / 道间温度(℃)≥200(250) 2 SMAW R317 直流反接110~120 25~26 6~8 / 焊后热处理720~750℃ 3 SMAW R317 直流反接140~160 28~30 8~12 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期。

华中科技大学焊接工艺卡产品型号部件图号2、11 工艺编号材控1106班产品名称操作室结构部件名称2号、11号钢板 1产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、焊前对焊条按规定进行烘干,清除坡口20mm以内处的油污、铁锈等杂质。
编制审核批准第 1 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、9 工艺编号材控1106班产品名称操作室结构部件名称9号槽钢、3号钢板 2产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 2 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、4、13 工艺编号材控1106班产品名称操作室结构部件名称3、4、13号钢板 3产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 5 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 220 32 72手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 220 32 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 3 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号2号、3号工艺编号材控1106班产品名称操作室结构部件名称2号、3号钢板 4产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 4 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝(平焊)1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1 手工电弧焊a直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 72 手工电弧焊b直流焊机挡块、压夹器、直尺1 ZX5-400 180 30 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 4 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号3、4号工艺编号材控1106班产品名称操作室结构部件名称3号、4号钢板 5产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额E4303 3.2 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝(立焊)1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1手工电弧焊c直流焊机挡块、压夹器、直尺1 ZX5-400 120 26 72手工电弧焊d直流焊机挡块、压夹器、直尺1 ZX-400 120 26 7工艺要求1、清除坡口20mm以内处的油污、铁锈等杂质;编制审核批准第 5 页共12 页评定华中科技大学焊接工艺卡产品型号部件图号6、7 工艺编号材控1106班产品名称操作室结构部件名称6号角钢、7号钢板 6产品简图及焊接编号焊接材料焊条(丝)编号直径/mm焊剂气体烘烤温度保温时间消耗定额H08Mn2SiA 1.6 无无无无焊接类型编号层数预热温度层间温度保温方式冷却方式焊后处理角焊缝 1 无无无自然冷却无序号工序名称及内容焊缝号设备工艺装备层数电源电流A电压V焊速m/h人工数工时1 二氧化碳气体保护焊a、c推丝式半机械化CO2焊机挡块、压夹器、直尺1NBC-500250 25 252 二氧化碳气体保护焊b、d挡块、压夹器、直尺1NBC-500250 25 25工艺要求1、焊前清除坡口20mm以内处的油污、铁锈等杂质;2、a、b、c、d均为角焊缝,不用开坡口,形状与工艺编号4一样;3、7号钢板有16块,按照离中性轴由近及远焊接。
焊接工艺卡正版(管道)焊接工艺卡是在管道焊接工艺中使用的一种工具,可以帮助焊接工人快速并准确地完成任务。
该工艺卡包括了焊接的各种要素和参数,需要工人遵守。
以下是一份正版的管道焊接工艺卡,供参考:一、焊接材料及设备:1. 焊接材料:焊条(管道壁厚≤10mm)、焊丝(管道壁厚>10mm),气体(氩、氦等)。
2. 焊接设备:手工电弧焊机、TIG焊机、MIG/MAG焊机、气保焊机等。
二、连接方式:1. 插口式对接焊接:连接两端口在同一直线上的两根管子,其连接面是完全平行的。
2. 承插焊接:连接两根同心圆型的管子,管子之间有一定的间隙。
3. 卡箍式对接焊接:管子之间装有卡箍,连接面呈“V”形。
4. 管螺纹连接:可拆卸连接,在喉部设有螺纹,通常用于小口径泵管、气管、水管等。
5. 对焊和单面焊接:对焊为两面都进行焊接,单面焊接为只在一个面进行焊接。
三、焊接方法:1. 手工电弧焊接:适用于场地不方便、设备成本较低,但需要熟练的焊接技能。
2. TIG焊接:在高温下进行合金化作用,氩气用于避免氧化,适用于高品质的焊接要求。
3. MIG/MAG焊接:快速高效、易于自动化,适用于大批量的生产环境。
4. 气保焊接:将保护气和焊丝同时喷出,使其在高温下融化,适用于对焊接速度敏感、工件较厚的情况。
四、焊接参数:1. 电流(电弧焊接):取决于材料、焊接位置和技术水平等因素,应在工艺卡上标注。
2. 电弧长度:电弧与工件的间隔距离,通常保持在5-10mm范围内。
3. 焊接速度:在保证焊接质量的前提下,应尽可能加快焊接速度。
4. 焊缝准备:准备工作应符合设计要求,以确保空隙、棱角和毛刺等缺陷的最小化。
5. 保护气气流和压力:保护气的类型、流量及压力量等参数由焊接工艺、设备及材料决定。
焊接工艺卡
企业名称:中能建安徽二建检修公司宣城项目部 工艺卡编号:
产品名称:#2炉水冷壁下集箱手孔焊接 所依据的工艺评定报告编号:APCC-PQR-036B/037B 焊接位置: 2G 、5G
焊接方法:GTA W 自动化程度:手工焊 母 材
坡口 简 图
类级别 A 类Ⅰ级 A 类Ⅰ级 材 质 SA-105 SA-105 规 格
Φ133×21.5
Φ133×21.5
适用母材厚度范围:√ 对接接头 角接接头 17~44mm 焊缝金属厚度范围: 17~46mm 适用管子直径范围:√ 对接接头 角接接头 ≥84 其 他: /
坡口检查 √
外观检查VT
着 色 PT
磁 粉 MT
装配点焊 手 工 焊SMAW √ 氩弧焊GTAW 二氧化碳气体焊Rb
其 他
焊材要求 √ 焊丝清洁
√
焊条烘焙 焊剂烘干
焊前预热
火焰预热 电阻预热 预热温度: - 层间温度: ≤300℃
施焊技术: 焊嘴尺寸 M10×L65×φ6 钨极型号/尺寸 Wce-20 Ф2.5
导电嘴与工件距离 / 清根方法 机械法清理 无摆动或摆动焊 略摆动 焊接方向 由下(左)至上(右) 其 他 Ar(纯度≥99.99%)
工 艺 参 数
焊 层 焊接 方法 焊条(丝)
电流范围
电压范围 (V )
焊接速度 焊剂 或
气体 保 护气 体
流 量
L/min 背面保护气体流 量
L/min
其 他 型/牌号 直径 (mm
) 极性
电流 (A )
1
GTAW TIG-J50 Ф2.5 直流正接 75~95 10~13 40~70 氩气 8~10 / / 2~7 SMAW J507 Ф3.2 直流反接 80~115 20~25 60~90 / / / / 8
SMAW
J507
Ф3.2 直流反接
80~115
20~25
60~90
/
/
/
/
焊后清理 清理 焊后保温 是 √ 否 方法
后热处理 是 √ 否 温度 ℃ 恒温时间 h
最终热处理
是
√
否 升降温速度 ℃/h 恒温温度 ℃ 恒温时间 h
注意事项:1.焊前应将坡口表面及附近母材内、外壁的油、漆、垢,锈等清理干净,直至发出金属光泽。
2.焊件组对的对口间隙应符合《火力发电厂焊接技术规程》(DL/T869-2012)表1规定。
3.打底结束检查无缺陷后方可进行下道工序。
4.严防超标错口及角变形。
编制/日期
审核/日期。