焊接工艺流程卡
- 格式:doc
- 大小:53.00 KB
- 文档页数:1
焊接工艺卡
NFHG-HJ-AE-0001单位名称:使用工程名称:
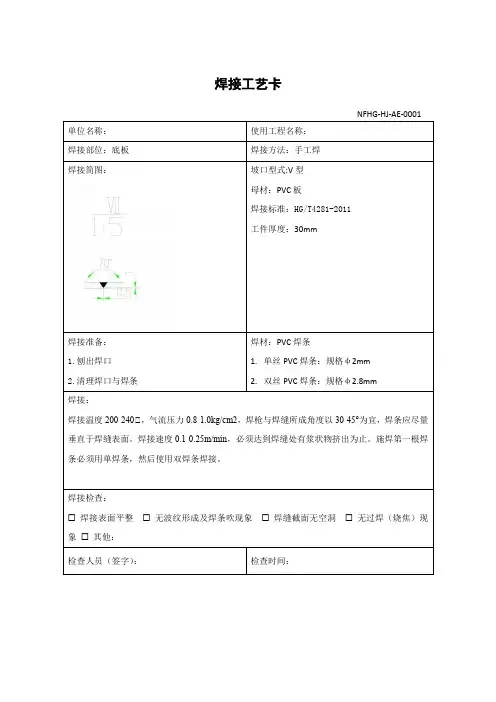
焊接部位:底板焊接方法:手工焊
焊接简图:坡口型式:V型
母材:PVC板
焊接标准:HG/T4281-2011
工件厚度:30mm
焊接准备:
1.刨出焊口
2.清理焊口与焊条焊材:PVC焊条
1.单丝PVC焊条:规格φ2mm
2.双丝PVC焊条:规格φ2.8mm
焊接:
焊接温度200-240℃,气流压力0.8-1.0kg/cm2,焊枪与焊缝所成角度以30-45°为宜,焊条应尽量垂直于焊缝表面。
焊接速度0.1-0.25m/min,必须达到焊缝处有浆状物挤出为止。
施焊第一根焊条必须用单焊条,然后使用双焊条焊接。
焊接检查:
☐焊接表面平整☐无波纹形成及焊条吹现象☐焊缝截面无空洞☐无过焊(烧焦)现象☐其他:
检查人员(签字):检查时间:
焊接工艺卡焊接简图:。


23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456注:焊接参数必须有调机员负责;每周不低于一次点检。
焊接参数是否正常锁定焊机水箱水位是否充分机器人是否按程序运转交流第一周18L/min第二周第三周 机器人内部参数是否锁定焊机水泵运转是否正常电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)焊接方法焊接参数日常点检表 年 月气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)焊缝金属-1焊后热处理喷丸退火焊缝金属-2焊 接 位 置V 型焊缝焊 接 顺 序焊接工艺卡编号JJESH /QP- S04-WI- A- 001壳体焊接机器人设备编号 SHEQ-KM-052接头名称对接接头母材-1预热温度(℃)保养内容焊枪固定焊件旋转焊接。
接头编号适用环焊缝360°旋转焊接焊后检验持证项目第四周180°-200°母材-2预热时间 2小时 氩气流量是否正常1焊接前将焊接区域及周围20mm范围内的油污,锈蚀、水及其它有害杂质清理干净。
氩气焊道焊材规格焊接证书23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456焊机水泵运转是否正常氩气流量是否正常注:焊接参数必须有调机员负责;每周不低于一次点检。
焊 接 位 置角型焊缝交流18L/min第一周焊后检验持证项目焊接证书预热温度(℃)180°-200°机器人内部参数是否锁定 焊机水箱水位是否充分 机器人是否按程序运转 焊接参数日常点检表 年 月保养内容第二周第三周第四周焊接参数是否正常锁定 焊接电流(A)电弧电压(V)焊接速度(cm/min)气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)氩气焊缝金属-2焊道焊接方法焊材规格电流种类/极性母材-1母材-2焊缝金属-1预热时间 2小时 焊后热处理喷丸退火接头名称对接接头焊枪固定焊件旋转焊接。
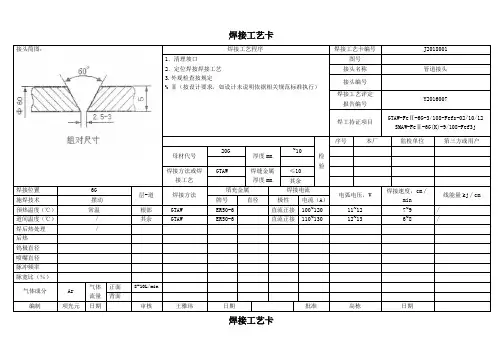
焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180011.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016007焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm~10焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤10其余焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温根部GTAW ER50-6 直流正接100~120 11~12 7~9 / 道间温度(℃)/ 其余GTAW ER50-6 直流正接110~130 12~13 6~8 / 焊后热处理/后热钨极直径喷嘴直径脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180021.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016008焊工持证项目GTAW-FeⅡ-6G-3/108-Fefs-02/10/12SMAW-FeⅡ-6G(K)-9/108-Fef3j检验序号本厂监检单位第三方或用户母材代号20G厚度mm12~24焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤18焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER50-6 直流正接110~130 11~12 6~8 / 道间温度(℃)/ 2~3 SMAW ER5015 直流反接100~120 24~26 8~10 / 焊后热处理/ 4~5 SMAW ER5015 直流反接110~130 25~27 6~8 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180031.清理坡口2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)图号接头名称管道接头接头编号焊接工艺评定报告编号Y2016009焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm~8焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压,V焊接速度,cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)常温 1 GTAW ER55-B2-MnV 直流正接90~110 11~12 7~9 / 道间温度(℃)/ 2 GTAW ER55-B2-MnV 直流正接100~120 12~13 6~8 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180041.清理坡口图号2.定位焊按焊接工艺3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头名称管道接头接头编号焊接工艺评定报告编号Y2016010焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm7~14焊接方法或焊接工艺GTAW 焊缝金属厚度mm≤6 SMAW ≤8焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250℃(200℃) 1 GTAW TIG-R31 直流正接110~130 11~12 6~8 / 道间温度(℃)≥200℃(250℃) 2 SMAW R317 直流反接100~120 25~26 8~10 / 焊后热处理/后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期焊接工艺卡接头简图:焊接工艺程序焊接工艺卡编号J20180051.清理坡口2.定位焊按焊接工艺图号接头名称管道接头3.外观检查按规定% Ⅱ(按设计要求,如设计未说明依据相关规范标准执行)接头编号焊接工艺评定报告编号Y2016011焊工持证项目GTAW-FeⅢ-6G-3/159-Fefs-02/11/12 SMAW-FeⅢ-6G(K)-9/159-Fef3j检验序号本厂监检单位第三方或用户母材代号12Cr1MoVG厚度mm16~44焊接方法或焊接工艺GTAW焊缝金属厚度mm≤6 SMAW ≤38焊接位置6G层-道焊接方法填充金属焊接电流电弧电压V焊接速度cm∕min线能量kj∕cm施焊技术摆动牌号直径极性电流(A)预热温度(℃)250(200) 1 GTAW TIG-R31 直流正接120~140 11~12 6~8 / 道间温度(℃)≥200(250) 2 SMAW R317 直流反接110~120 25~26 6~8 / 焊后热处理720~750℃ 3 SMAW R317 直流反接140~160 28~30 8~12 / 后热钨极直径铈钨Ф喷嘴直径12脉冲频率脉宽比(%)气体成分Ar 气体流量正面8-10L/min背面编制项光元日期审核王雅玮日期批准高栋日期。
焊接工艺过程卡片I. 文件目的本文档旨在描述焊接工艺过程卡片的内容和使用方法,以便焊接操作人员能够正确执行焊接工艺步骤,确保焊接质量和安全。
II. 范围本卡片适用于所有焊接工艺,包括手工焊接、自动化焊接和半自动焊接等。
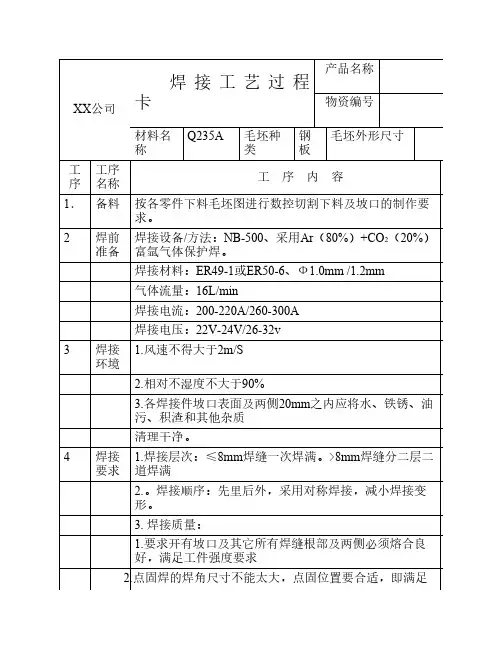
III. 卡片内容焊接工艺过程卡片的内容应包括以下几个方面:1. 工艺参数:明确焊接所需的电流、电压、焊接速度等参数。
2. 电极/焊丝选择:指明使用何种类型的电极或焊丝,并注明其规格和品牌。
3. 准备工作:列出焊接前的准备工作,如清洁焊接表面、安装夹具等。
4. 步骤说明:详细描述每个焊接步骤,包括焊接顺序、持续时间、焊接顺序等。
5. 质量要求:明确焊接过程中需要达到的质量标准,如焊缝的牢固程度、焊接表面的光洁度等。
6. 安全注意事项:提醒焊接操作人员注意安全事项,如佩戴防护眼镜、使用防火设备等。
IV. 使用方法使用焊接工艺过程卡片时,焊接操作人员应按照以下步骤进行操作:1. 阅读工艺参数:仔细阅读工艺参数部分,了解所需的电流、电压、焊接速度等信息。
2. 检查电极/焊丝:确认所使用的电极或焊丝符合要求,包括规格和品牌等。
3. 准备工作:按照准备工作的要求进行准备,如清洁焊接表面、安装夹具等。
4. 执行焊接步骤:按照步骤说明的顺序进行焊接,确保每个步骤的持续时间和焊接顺序正确。
5. 检查质量:在焊接完成后检查质量要求,确保达到质量标准。
6. 注意安全:在整个焊接过程中,注意安全事项并采取相应的防护措施。
V. 附注以上内容为一份典型的焊接工艺过程卡片的范例。
具体使用时,根据实际情况进行调整和补充,以满足具体焊接工艺的要求。
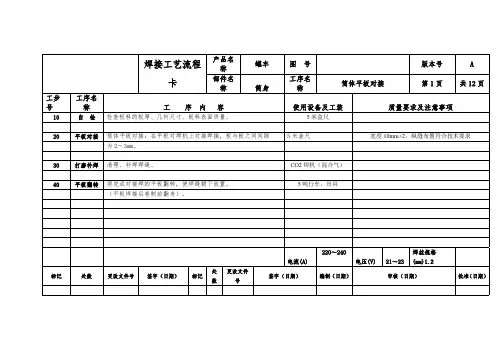
产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称筒体平板对接第1页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10自 检检查板料的板厚、几何尺寸、板料表面质量。
5米盒尺20平板对接筒体平板对接:在平板对焊机上对接焊接,板与板之间间隙5米盒尺宽度10mm+2,纵缝布置符合技术要求 为2~3mm 。
30打磨补焊清理、补焊焊缝。
CO2焊机(混合气) 40平板翻转将完成对接焊的平板翻转,使焊缝朝下放置。
5吨行车,吊具 (平板焊接后卷制前翻身)。
电流(A)220~240电压(V)21~23焊丝规格(mm)1.2标记处数更改文件号签字(日期)标记处数更改文件号签字(日期)编制(日期)审核(日期)批准(日期)产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称筒体成型第2 页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10划线根据罐体截面划出弧度点,具体尺寸见按图纸。
符合罐体截面弧度 20卷制按罐体弧度在卷板机上卷制出罐体弧度,卷制过程中不断用6m 卷板机符合罐体截面 盒尺测量弧度尺寸;长、短轴尺寸。
保证筒体弧度。
5米盒尺30焊接点焊、焊接筒体纵向焊缝。
CO2焊机 焊后整理补焊、清渣。
焊缝高度1.5~2mm±0.5,宽度10mm+2 40转序将成型筒体吊离卷板机,转入下工序。
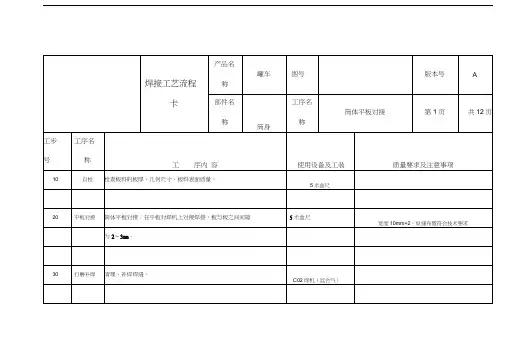
5T 行车电流(A)220~240电压(V)21~23焊丝规格(mm)1.2标记处数更改文件号签字(日期)标记处数更改文件号签字(日期)编制(日期)审核(日期)批准(日期)产品名称罐车图 号 版本号A 焊接工艺流程卡部件名称筒身工序名称封头、内封头、挡油板制做第3 页共12页工步号工序名称工 序 内 容使用设备及工装质量要求及注意事项10拼接按图纸要求尺寸、方向拼焊封头平板板料。
CO2焊机 20下料封头坯料由等离子切割机下料。
(等离子编程切割) 等离子割机 焊后清理焊缝、补焊。
焊接工艺过程及工序卡片模板1. 简介本文档旨在提供焊接工艺过程及工序卡片模板,以便在焊接作业中记录和管理相关数据。
该模板可用于不同类型的焊接工艺,包括手工电弧焊、气体保护焊、焊接机器人等。
2. 工艺过程2.1 准备工作- 确定焊接工件的材料和尺寸。
- 准备焊接设备和材料,包括焊接机、电极、焊丝等。
- 清洁焊接表面以确保良好的焊接质量。
2.2 焊接操作- 调整焊接设备参数,如电流、电压等。
- 采用正确的焊接技术和操作方法,如垂直焊接、水平焊接等。
- 控制焊接速度和焊接温度,以避免焊接缺陷和变形。
2.3 检验及修正- 对焊接接头进行检验,包括外观检查和非破坏性检测。
- 如有缺陷或不合格部分,及时进行修正和补焊。
- 重新检验修正后的焊接接头,确保符合质量标准。
3. 工序卡片模板3.1 概述工序卡片用于记录和管理焊接过程中的关键信息。
以下是一个示例模板:3.1.1 任务信息- 焊接任务编号:- 焊接工件名称:- 焊接工件材料:- 焊接工艺规程编号:3.1.2 焊接参数- 电流:- 电压:- 焊接速度:- 焊接温度:3.1.3 操作步骤- 准备工作:- 焊接操作:- 检验及修正:3.1.4 检验记录- 外观检查结果:- 非破坏性检测结果:4. 结论本文提供了一个焊接工艺过程及工序卡片模板,帮助记录和管理焊接作业中的重要信息。
使用该模板可以提高焊接质量和效率,确保焊接接头符合质量标准。
根据具体工艺需要,可以对模板进行调整和完善。
标记处数短轴
中轴
中轴长轴
-中轴
中轴
长轴
01112131415161718191102
111213141516171819202122
页次
焊 装 工 艺 卡
参考图号
编号
作业要求
零 件 名 称零 件 号上海晓奥享荣汽车工业装备有限公司 编制单位:技术部
UPG 号
A00B1-8405104前地板右边梁A00B1-5101330
地板挂钩支架总成
A00B1-8405200右前踏板总成A00B1-8405300滑门踏步总成A00B1-8405103前地板左边梁A00B1-5101402右后裙板总成A00B1-5101410后裙板分总成A00B1-8405100左前踏板总成A00B1-5011010下车身总成A00B1-2801010车架总成A00B1-5101401左后裙板总成3、停机时必须关闭所有的电源开关,切断压缩空气和冷却水;4、合格品按要求整齐有序摆放,按要求存放各类废弃物。
5、本总成合格品将转入 工序
车型及零件数量()
客车低顶客车中顶货车低顶货车中顶1、将零件 放入夹具上相应位置;2、点焊(见 工位操作工艺);
更改通知更 改 内 容更改理由签名日期
作业人数焊点总数作业时间
工位编号
编制
校对
标准化
审核
批准
工序名称(E/C)
编制栏为编制者手工签名;校对和审核栏为对应领导手工签名
1
3
2
4
5
6
7
8
9
10。
焊接工艺过程卡第1页签字日期签字日期1下料下料班半自动切割机2组立组立3检验质检4组焊4.1焊前清理4.2打底焊标准标记处数更改文件号签字日期标记处数更改文件号签字日期清理坡口内的割渣、油污,清理坡口两侧30-50mm内的油、锈、污物等杂质。
同侧的两条焊缝必须同时同方向焊接,4条打底焊缝全部焊完后,方可进行埋弧焊,最后进行4条盖面焊缝的焊接。
焊接参数,焊道可根据实际情况参考调整。
检查确认合格产品名称:箱型柱4条主焊缝焊接按图纸要求下料,详见《制作工艺》按图纸要求进行箱型组立,详见《制作工艺》箱型梁4条主焊缝的焊接顺序如图零部件名称质量版本号:工序工序名称工序内容部门工艺装备检验结果操作者检验员材质:Q235B焊接方法FSAW-G ,焊丝GFL-71,直径 1.2。
工艺参数见《箱型钢梁柱焊接工艺卡》,焊道1,2,3,4.焊道1,2必须同时同方向焊接,可由2名或4名焊工进行焊接,焊接时每个焊工的焊接参数应基本一致。
顺序如右图:审核(日期)编制(日期)两名焊工焊接时由一端向另一端同时焊接。
四名焊工焊接时,由两端同时向中间进行焊接。
速度应基本一致。
焊道1,24.2.1第2页签字日期签字日期车间工装4.2.3焊道清理工装4.3焊接4.3.1方法1龙门焊标准标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称:箱型柱4条主焊缝焊接零部件名称质量版本号:工序工序名称工序内容部门工艺装备检验结果操作者检验员材质:Q235B将箱型柱旋转180°如图:施焊方法同焊道1,2如图:焊道1、2及焊道3、4焊接完成后,应及时清理药皮及焊道上的杂物,修补焊接缺陷,使其满足中间焊道的埋弧自动焊要求。
焊道3,4必须同时同方向焊接,可由2名或4名焊工进行焊接,焊接时每个焊工的焊接参数应基本一致。
顺序如右图:两名焊工焊接时由一端向另一端同时焊接。
四名焊工焊接时,由两端同时向中间进行焊接。
速度应基本一致。
4道焊缝必须一次完成,间隔要小于30分钟。