模具设计第八章-推出机构设计
- 格式:ppt
- 大小:7.18 MB
- 文档页数:78
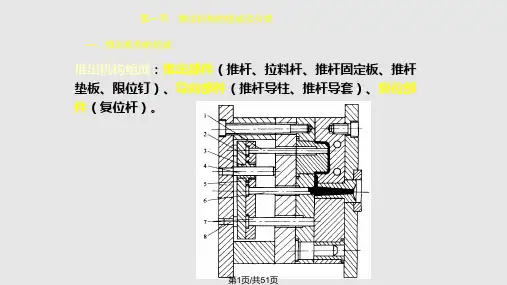
塑料模具推出机构设计1 推出机构组成及分类一推出机构的组成推出机构一般由推出元件、复位元件和导向元件三大部件组成。
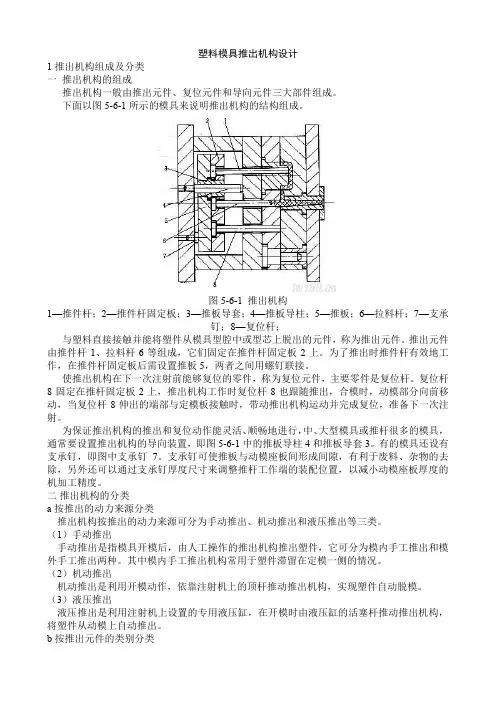
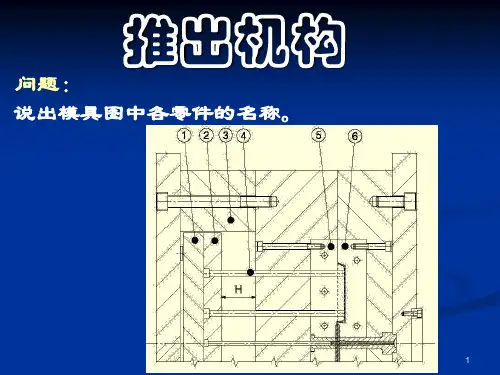
下面以图5-6-1所示的模具来说明推出机构的结构组成。
图5-6-1 推出机构1—推件杆;2—推件杆固定板;3—推板导套;4—推板导柱;5—推板;6—拉料杆;7—支承钉;8—复位杆;与塑料直接接触并能将塑件从模具型腔中或型芯上脱出的元件,称为推出元件。
推出元件由推件杆1、拉料杆6等组成,它们固定在推件杆固定板2上。
为了推出时推件杆有效地工作,在推件杆固定板后需设置推板5,两者之间用螺钉联接。
使推出机构在下一次注射前能够复位的零件,称为复位元件,主要零件是复位杆。
复位杆8固定在推杆固定板2上,推出机构工作时复位杆8也跟随推出,合模时,动模部分向前移动,当复位杆8伸出的端部与定模板接触时,带动推出机构运动并完成复位,准备下一次注射。
为保证推出机构的推出和复位动作能灵活、顺畅地进行,中、大型模具或推杆很多的模具,通常要设置推出机构的导向装置,即图5-6-1中的推板导柱4和推板导套3。
有的模具还设有支承钉,即图中支承钉7。
支承钉可使推板与动模座板间形成间隙,有利于废料、杂物的去除,另外还可以通过支承钉厚度尺寸来调整推杆工作端的装配位置,以减小动模座板厚度的机加工精度。
二推出机构的分类a按推出的动力来源分类推出机构按推出的动力来源可分为手动推出、机动推出和液压推出等三类。
(1)手动推出手动推出是指模具开模后,由人工操作的推出机构推出塑件,它可分为模内手工推出和模外手工推出两种。
其中模内手工推出机构常用于塑件滞留在定模一侧的情况。
(2)机动推出机动推出是利用开模动作,依靠注射机上的顶杆推动推出机构,实现塑件自动脱模。
(3)液压推出液压推出是利用注射机上设置的专用液压缸,在开模时由液压缸的活塞杆推动推出机构,将塑件从动模上自动推出。
按推出元件的类别可分为推杆推出、推件板推出、推管推出等。
c按模具的结构特征分类按模具的结构特征可分为简单推出机构和复杂推出机构。
塑料模具推出机构设计1 推出机构组成及分类一推出机构的组成推出机构一般由推出元件、复位元件和导向元件三大部件组成。
下面以图5-6-1所示的模具来说明推出机构的结构组成。
图5-6-1 推出机构1—推件杆;2—推件杆固定板;3—推板导套;4—推板导柱;5—推板;6—拉料杆;7—支承钉;8—复位杆;与塑料直接接触并能将塑件从模具型腔中或型芯上脱出的元件,称为推出元件。
推出元件由推件杆1、拉料杆6等组成,它们固定在推件杆固定板2上。
为了推出时推件杆有效地工作,在推件杆固定板后需设置推板5,两者之间用螺钉联接。
使推出机构在下一次注射前能够复位的零件,称为复位元件,主要零件是复位杆。
复位杆8固定在推杆固定板2上,推出机构工作时复位杆8也跟随推出,合模时,动模部分向前移动,当复位杆8伸出的端部与定模板接触时,带动推出机构运动并完成复位,准备下一次注射。
为保证推出机构的推出和复位动作能灵活、顺畅地进行,中、大型模具或推杆很多的模具,通常要设置推出机构的导向装置,即图5-6-1中的推板导柱4和推板导套3。
有的模具还设有支承钉,即图中支承钉7。
支承钉可使推板与动模座板间形成间隙,有利于废料、杂物的去除,另外还可以通过支承钉厚度尺寸来调整推杆工作端的装配位置,以减小动模座板厚度的机加工精度。
二推出机构的分类a按推出的动力来源分类推出机构按推出的动力来源可分为手动推出、机动推出和液压推出等三类。
(1)手动推出手动推出是指模具开模后,由人工操作的推出机构推出塑件,它可分为模内手工推出和模外手工推出两种。
其中模内手工推出机构常用于塑件滞留在定模一侧的情况。
(2)机动推出机动推出是利用开模动作,依靠注射机上的顶杆推动推出机构,实现塑件自动脱模。
(3)液压推出液压推出是利用注射机上设置的专用液压缸,在开模时由液压缸的活塞杆推动推出机构,将塑件从动模上自动推出。
按推出元件的类别可分为推杆推出、推件板推出、推管推出等。
c按模具的结构特征分类按模具的结构特征可分为简单推出机构和复杂推出机构。
注塑模具的推出机构课题注塑模具的推出机构课型理论课课时1课时教学目标1.知识与技能目标:通过学习,掌握推出机构各部分名称、作用、相对位置关系.2.过程与方法目标:培养强化团队合作精神;学会总结叙述问题。
3.情感态度价值观目标:激发、培养基学生探究模具和创新的兴趣°教学重点推出机构的组成级各部分作用教学难点推出机构的动作过程教学方法直观演示法小组讨论教学准备注塑模具多媒体资料板书设计推出机构的组成级各部分作用一、推出机构概念:三、推出机构运动过程顶出制件的部分推出过程二、各组成部分名称作用复位过程顶杆顶杆固定板顶杆底板作业布置推出机构运动过程的描述(怎么推出,怎么复位)教学反思课堂上比较成功的地方,总体的上课氛围较好,基本达到预期效果,学生参与课堂的积极性较高,小组讨论卓有成效。
特别是实物展示的环节,同学们的兴趣很高,以后上课,要加大实物展示在课堂上所占的比重。
不足之处是,中职学校学生纪律性稍微欠缺一点,课堂上有一小部分同学在小组讨论时,在聊天,针对这种现象,以后的小组讨论时,要加大巡查的力度,发现有不认真讨论的同学,及时制止。
教学环节教学内容教师活动学生活动设计意图注塑制件播放简短视频后提出推出机认真观看视频激发同学教学导入在顶出时,构的概念们的课堂环节模具动作过程—在视频中找到答案情绪教学内容 1.推出机通过视频与实物的形式,让同学观察模具找出推出机展开环节构的概念们了解推出机构是什么构2.推出机通过观看刚才的视频,模具看工作过程录像归纳构的位置、实物,小组讨论得出推出机作用小组讨论作用构的作用通过请同学起来讲解的方式,提高同学们注意力,提高学习效率培养善于思考,钻研,和自己3.顶出机首先,装配图演示制件的顶小组思考讨论,顶出机解决问题构的动作出过程,以及顶出机构的复构的的能力过程位过程,其中适当引导学生独立思考;然后,用实物将刚才的过程重新演示,并加以描述(1)推杆采取注塑模具开模、合模过的作用程动i曲的方式来讲解推杆的作用给同学们时间,让他们观看动画,在动画中寻(2)复位采取注槊模具开模、合模过找答案杆的作用程动画的方式来讲解复位杆的作用(3)推出机构的动作过程1.首先,装配图演示制件的顶出过程,以及顶出机构的复位过程,其中适当引导学生独立思考;然后,用实物将刚才的过程重新演示,并加以描述思考:模具成型制件的过程是怎么样的?引起学生对于模具结构的重视;树立学生对于模具结构的创新意识、观念。
塑料成型工艺与模具设计(授课人:)【课题】注射模的推出机构的设计【教学目标】1、知识目标:注射模的推出机构的设计原理和方法2、能力目标:注射模的推杆推出机构的设计【授课内容】1.注射模的推出机构的设计原理和方法2.注射模的推杆推出机构的设计【教学重点】1、内容:注射模的推杆推出机构的设计2、突破重点的方法:讲授,讨论,作业【教学难点】1、难点内容:注射模的推杆推出机构的设计2、突破难点的方法:讲授,讨论,作业【教时安排】30分钟【教学方式方法】案例、讲授【教学手段】多媒体演示【使用教具】【使用教材】《塑料成型工艺与模具设计》机械工业出版社屈华昌主编2011 【参考资料】《塑料成型工艺与模具设计》上海交通大学出版社何冰强主编2011,《模具制造手册》机械工业出版社1998【教学过程】(包括教学步骤、讲授内容、时间分配、教学方法、板书设计等)一、复习导入(1分钟)二、讲授内容(26分钟)第五节推出机构设计一、推出机构的结构组成1、推出机构的组成如图5-69所示的模具中,推出机构由推杆1、拉料杆6、推杆固定板2、推板5、推板导柱4、推板导套3及复位杆7等组成。
2、推出机构的分类3、推出机构的设计原则1)设在动模一侧2)保证塑件不能变形3)机构简单动作可靠4)良好的塑件外观5)合模时能正确复位二、脱模力的计算一般而论,塑料制件刚开始脱模时,所需克服的阻力最大,即所需的脱模力最大。
三、简单推出机构(一)推杆推出机构1、推杆位置的设置(1) 推杆应设在脱模阻力大的地方。
如图5-71a所示,型芯周围塑件对型芯包紧力很大。
(2) 推杆应均匀布置(3) 推杆应设在塑件强度刚度较大处2、推杆的直径推杆在推塑件时,应具有足够的刚性,以承受推出力,为此只要条件允许,应尽可能使用大直径推杆,当结构限制,推杆直径较小时,推杆易发生弯曲、变形如图5-72所示。
3、推杆的形状及固定方式图5-73所示是各种形状的推杆。
A型、B型为圆形截面的推杆,C型、D型为非圆形截面推杆。
![第8章 推出机构设计[1]一次推出机构](https://uimg.taocdn.com/59489a48a9956bec0975f46527d3240c8447a1ed.webp)
塑料成型工艺及模具设计课程设计说明书题目: 塑料模具设计专业: 模具设计制造及其自动化班级: 机设07级**: ***学号: ****************: ***时间: 2011年1月5日目录第一部分产品的说明第二部分塑件分析第三部分注射机的型号和规格选择及校核第四部分型腔的数目决定及排布第五部分分型面的选择第六部分浇注系统的设计第七部分型零件的工作尺寸计算第八部分推出机构的设计第九部分模架的选用第十部分冷却系统设计第十一部分模具的动作过程第十二部分设计小结第十三部分参考资料第一部分产品的说明本塑件结构简单, 壁厚均匀, 模架结构较简单。
精度要求较高, 为四级精度, 材料为聚乙烯成型性能一般, 其他并无特殊要求。
图一: 塑件俯视图第二部分塑件的分析聚乙烯化学名称: PE材料分析:PE是乙烯经聚合制得的一种热固性树脂。
在工业上, 也包括乙烯与少量α-烯烃的共聚物。
聚乙烯无臭, 无毒,手感似蜡,具有优良的耐低温性能(最低使用温度可达-70~-100℃),化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸),常温下不溶于一般溶剂,吸水性小,电绝缘性能优良。
聚乙烯无臭, 无毒, 手感似蜡, 具有优良的耐低温性能(最低使用温度可达-70~-100℃), 化学稳定性好, 能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸), 常温下不溶于一般溶剂, 吸水性小, 但由于其为线性分子可缓慢溶于某些有机溶剂, 且不发生溶胀, 电绝缘性能优良;但聚乙烯对于环境应力(化学与机械作用)是很敏感的, 耐热老化性差。
聚乙烯的性质因品种而异, 主要取决于分子结构和密度。
塑件注射成型工艺参数的确定:根据该塑件的结构特点和得成型性能, 查相关手册得到ABS塑件的成型工艺参数:第三部分注射机的型号和规格选择及校核注射模是安装在注射机上的, 因此在设计注射模具时应该对注射机有关技术规范进行必要的了解, 以便设计出符合要求的模具, 同时选定合适的注射机型号。