大规格热轧盘条打包质量差的原因分析及解决措施
- 格式:pdf
- 大小:1.67 MB
- 文档页数:5

热轧车间质量提升措施进入5月份以来,轧制、瓢曲改判激增,带来了极大的损失,为有效扭转恶劣局势,本着从自身找原因、找办法,厂领导与热轧车间一起召开质量分析会制定了整改提升措施。
一、分析、存在的问题:(一)尺寸改判1、在所有尺寸改判中,热轧原因占59.89%。
2、尺寸改判以长度为主。
其中轧制原因造成的长度短尺82支,比重也最大。
长度改判20mm以下共74支,几乎占绝大部分。
(1)厚度波动是造成长度的主要原因,尤其是薄规格。
在终轧温度普遍降低和规格变化较大的情况下,厚度控制能力提升不够,尺寸目标不够明确。
(2)斜角、包括单边斜角对钢板长度的影响较大。
由于操作习惯、态度产生的钢板斜角和坯料切割产生的单侧斜角,对钢板长度有着直接的影响。
(3)薄规格镰刀弯控制不够精心。
时常存在镰刀弯不及时调整,这也给精整剪切带来极大影响。
2、个别班组尺寸控制能力很弱。
乙班连续两月改判一直最差,班组管理、人员沟通、操作水平存在较大问题,车间也连续调整人员、开会讨论以解决问题,但效果不大。
3、交接班板改判比例很大。
从自身原因来讲,交班钢板关注度不够,方法不多。
(二)瓢曲进入本月以来,瓢曲以波浪未矫平为主,横弯已得到较好的控制。
南侧波浪问题,尤其以甲班为突出。
1、由于操作习惯,HGC倾斜调整不及时。
矫直机的优势作用没有发挥出来,矫直力偏小。
2、矫直机设备问题:在使用过程中,矫直力逐渐减弱,达不到原有的效果。
此套辊系上机后,曾多次标定,原因是操作工发现在用一段时间后,在原有矫直规程下,矫直力偏小很多,矫直工根据矫直力变化重新摸索辊缝设定,给矫直带来困难。
3、弯辊的使用不合理,从开发出弯辊功能以后,因使用时需要到现场开关油路阀门,各班使用负弯辊后不再做调整,同时钢板运行偏南,这导致部分规格矫直的钢板没有消除应力,可能恶化矫直效果。
4、工艺执行错误、操作原因产生的批量瓢曲。
甲班水冷工艺未按要求执行产生的瓢曲,误操作致ACC停板浇瓢,导致后面钢板温度低矫直不过来等,产生了大量的瓢曲。
影响高线盘卷包装质量的因素及控制措施包装质量是目前钢厂给用户的第一印象,也是影响用户码放、存储和后续安全保管的主要因素,文章简要介绍了高线包装质量的影响因素和控制手段。
标签:包装质量;吐丝机;打包机;吊运;圈形包装质量是目前钢厂给用户的第一印象,也是影响用户码放、存储和后续安全保管的主要因素,随着钢厂规模的扩张和市场产品结构和数量的进一步丰富,包装质量不仅成为用户关注的内容,也成为物流部分和仓储部门关注的内容。
笔者就这几年从事质量管理的经验和认识,对于高线包装质量的影响因素和控制谈谈自己的看法。
1 高线工艺流程及包装质量的影响因素所有高线工艺均遵从如下几个环节:(见图1)其中直接影响包装质量的是吐丝、集卷、修剪、打捆及吊装入库环节。
1.1 吐丝环节。
在吐丝环节,要求圈形规整、无大小圈。
圈形不规整的盘卷一方面容易造成风冷线扎地辊,另一方面在落卷过程会造成卡钢事故。
存在大小圈的线材对于后续的打包影响非常大,一方面易产生喇叭卷,另一方面影响芯棒挂卷,而且卷长过长,给运输带来麻烦。
从原因上分析,吐丝头的安装位置、震动、吐丝机过速设置、圈形直径的设置、落卷位置、吐丝机与夹送辊之间的张力控制是圈形不规整、产生大小圈的主要因素。
1.2 集卷环节。
高线的集卷环节从设计上考虑了高度落差对于盘卷包装质量的影响,通过二层手和接卷叉配合,让盘卷在收集过程缓慢均匀下落,但是在实际的生产过程中,经常出现二层手或者接卷叉(easydown)系统故障,在集卷过程可能造成乱盘和尾部拖长,同时芯棒不能有效撑开和扶持盘卷,也是圈形不好,线材不能有序排列的主要原因。
1.3 修剪环节。
在高线,修剪环节是确保成品质量和包装质量的一个关键环节,此环节要求把头尾耳子及带缺陷部分剪除干净,同时要求对于尾部拖长和乱盘等影响打包的问题全部处理干净,但是由于此部分工作劳动强度大、温度高,易产生懈怠因素,所以这部分工作在质量控制环节中需重点关注。
1.4 打包环节。

带钢质量缺陷种类及处理办法辊印:1.缺陷特征:是一组具有周期性(其周期长度即为产生辊印的辊子的周长及其后再加工的延伸量,大小形状基本一致的凸凹缺陷,并且外观形状不规则。
2.产生原因:一方面由于辊子疲劳或硬度不够,使辊面掉肉呈凹形,另一方面由于辊子表面粘有异物,经轧制或精整加工的钢材表面形成凸凹缺陷。
3.预防及消除方法:(1)正确选择轧辊材质及其热处理工艺,调整轧辊冷却水,使辊身冷却均匀,预防轧辊掉肉;(2)定期检查轧辊表面质量,禁止违章轧钢或异物进入轧辊,预防伤害轧辊表面;(3)定期更换疲劳的轧辊、夹送辊、助卷辊等;(4)如轧钢发现异常如冷卷、卡钢、甩尾等情况时,应及时检查轧辊表面是否损伤;(5)定期检查精整加工线平整辊、矫直辊等表面质量。
氧化铁皮:1.缺陷特征:氧化铁皮一般粘附在钢板表面上,分布于板面局部或全部,铁皮有的疏松易脱落;有的压入板面不易脱落。
根据其外观形态不同可分为:红铁皮、线条状铁皮、木纹状铁皮、流线状铁皮、纺锤状铁皮、拖曳状铁皮或散沙状铁皮等。
2.产生原因:(1)板坯加热制度不合理或加热操作不当生成较厚且较致密的铁皮,除鳞时难以除尽,轧制时被压入钢板表面上;(2)由于高压除鳞水压力低、水咀堵塞、水咀角度安装不合理或操作不当等原因,使钢坯上的铁皮未除尽,轧制时被压入到钢板表面上,(3)氧发生较多,含硅化铁皮在沸腾钢中较高的钢中易产生红铁皮,(4)轧辊表面粗糙也是产生氧化铁皮的一个重要原因。
浪形:1.缺陷特征:沿钢板的轧制方向呈现高低起伏的波浪形的弯曲。
根据分布的部位不同,分为中间浪、单边浪和双边浪。
2.产生原因:(1)辊形曲线不合理,轧辊磨损不均匀;(2)压下量分配不合理;(3)轧辊辊缝调整不良或轧件跑偏;(4)轧辊冷却不均;(5)轧件温度不均;(6)卷取机前的侧导板开口度过小等。
塔形及层错:1.缺陷特征:钢卷端部不齐,呈面包状称塔形。
卷边上下错动称卷边错动。
2.产生原因:(1)卷取机前侧导板、夹送辊、助卷辊调整不当;(2)卷取机张力设定不合理;(3)带钢进卷取机时不对中,带钢跑偏;(4)带钢存在较大的镰刀弯或板型不良;(5)卷取机卸卷时将钢卷头部拽出。
高线盘条性能差异原因分析及解决措施摘要:目前柳钢高线盘条因控温、控冷等变量影响,通条性能差异客观存在,特别是盘螺性能通条差异最大。
通过对轧制前后温度变化、斯太尔摩辊道上风冷条件差异、盘条通条尺寸不均匀等进行原因分析,得出导致盘条通盘性能差异的主要因素,结合现场生产实际情况,提出解决措施。
关键词:通条性能、风冷条件差异、措施1 前言柳钢二高线厂于2011年6月份投产,其主要设备:精轧机组、吐丝机、打包机、控冷系统都是摩根进口设备,主要产品规格以Φ5.5 mm~Φ16mm的光圆钢筋和Φ6.0 mm~Φ12mm螺纹钢筋产品为主。
特别是近年来,随着产品的不断升级,产品种类的不断丰富,用户对产品性能要求越来越严格,通过走访终端客户,市场反馈柳钢高线产品普遍存在产品性能波动大,同圈强度存在偏大的情况,对终端用户的使用、柳钢的产品形象造成一定的影响。
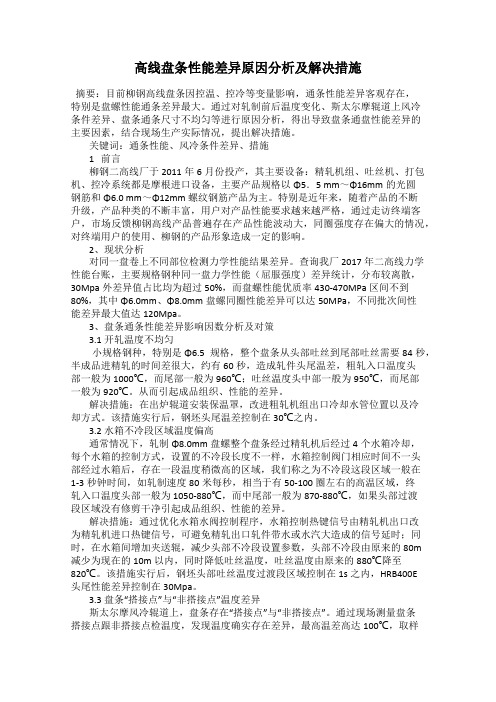
2、现状分析对同一盘卷上不同部位检测力学性能结果差异。
查询我厂 2017年二高线力学性能台账,主要规格钢种同一盘力学性能(屈服强度)差异统计,分布较离散,30Mpa外差异值占比均为超过50%,而盘螺性能优质率430-470MPa区间不到80%,其中Φ6.0mm、Φ8.0mm盘螺同圈性能差异可以达50MPa,不同批次间性能差异最大值达120Mpa。
3、盘条通条性能差异影响因数分析及对策3.1 开轧温度不均匀小规格钢种,特别是Φ6.5 规格,整个盘条从头部吐丝到尾部吐丝需要84秒,半成品进精轧的时间差很大,约有60秒,造成轧件头尾温差,粗轧入口温度头部一般为1000℃,而尾部一般为960℃;吐丝温度头中部一般为950℃,而尾部一般为920℃。
从而引起成品组织、性能的差异。
解决措施:在出炉辊道安装保温罩,改进粗轧机组出口冷却水管位置以及冷却方式。
该措施实行后,钢坯头尾温差控制在30℃之内。
3.2 水箱不冷段区域温度偏高通常情况下,轧制Φ8.0mm盘螺整个盘条经过精轧机后经过4个水箱冷却,每个水箱的控制方式,设置的不冷段长度不一样,水箱控制阀门相应时间不一头部经过水箱后,存在一段温度稍微高的区域,我们称之为不冷段这段区域一般在1-3秒钟时间,如轧制速度80米每秒,相当于有50-100圈左右的高温区域,终轧入口温度头部一般为 1050-880℃,而中尾部一般为870-880℃,如果头部过渡段区域没有修剪干净引起成品组织、性能的差异。


热轧带钢表面质量缺陷原因分析热轧带钢是一种常见的金属材料,在工业生产中具有广泛的应用。
其表面质量对于产品的质量和性能有着重要的影响。
在生产过程中,热轧带钢的表面质量会出现一些缺陷,影响产品的质量和外观。
对热轧带钢表面质量缺陷原因进行分析和研究,对于改善产品质量和生产效率具有重要意义。
本文将对热轧带钢表面质量缺陷的原因进行分析。
热轧带钢在生产过程中容易出现许多表面质量缺陷,常见的缺陷有:氧化皮、夹杂物、坑洞、划痕、波纹、卷边、折叠、皱曲等。
这些缺陷会影响带钢的外观质量和性能,并且可能导致产品退货和生产中断,给企业带来经济损失。
1. 滚轧工艺参数不合理热轧带钢的表面质量缺陷与滚轧工艺参数密切相关。
如果轧机的温度、轧制力、轧辊表面状况等参数设定不合理,容易导致带钢表面出现坑洞、波纹、卷边等缺陷。
过大的轧制力也容易导致皱曲等严重的表面质量问题。
2. 原料质量不佳热轧带钢的原材料主要包括钢坯和热轧辅助材料。
如果原材料的质量不佳,可能会导致带钢表面出现氧化皮、夹杂物等缺陷。
特别是在钢坯表面存在夹杂物或氧化皮时,会使其在热轧过程中将夹杂物或氧化皮轧入带钢中,从而形成相应的表面缺陷。
3. 冷却不当热轧带钢在轧制后需要进行冷却处理。
如果冷却不当,可能会导致带钢表面出现过热区或冷却速度不均匀的情况,从而导致表面质量缺陷的产生。
4. 轧辊磨损严重轧辊是热轧带钢生产过程中使用的主要设备之一。
轧辊的表面状况对于带钢的表面质量有着直接的影响。
如果轧辊磨损严重或者表面状况不良,可能会导致带钢表面出现划痕、坑洞等缺陷。
5. 作业人员操作不当热轧带钢生产过程中,操作人员的操作技术和经验水平对于产品的质量有着重要的影响。
如果操作人员操作不当,可能会导致带钢表面出现折叠、皱曲等缺陷。
三、热轧带钢表面质量缺陷的解决方法为了避免因滚轧工艺参数不合理而导致的表面质量缺陷,需要对滚轧工艺参数进行合理的调整和优化。
通过科学合理的轧制力、温度、冷却速度等参数的设定,可以有效地改善热轧带钢的表面质量。
2019年第5期82B 热轧盘条用于生产高强度低松弛预应力钢丝及钢绞线,产品广泛用于高层建筑、大跨度桥梁、高速公路、核电站等重点工程。
其拉拔工艺主要为Φ12.50mm 盘条→机械剥壳→在线酸洗→磷化→皂化→8道次连续拉拔至Φ5.05mm 的钢丝,最终捻制成Φ15.20mm 的钢绞线。
82B 热轧盘条试制初期,用户在放线、机械剥壳过程及第1、2道次拉拔时频繁发生盘条断裂现象,严重影响了生产效率。
本文采用光学显微镜、显微硬度计和扫描电镜对拉拔断裂试样进行检验分析,可望查找断裂产生的原因并进行整改。
断口观察(一)宏观形貌Φ12.50mm 82B 盘条脆断通常发生在放线架、机械剥壳及第1、2道次拉拔的位置,断口形貌均为斜茬状,断口处无塑性变形,脆性断裂特征明显,断裂源位置均发现存在表面机械损伤,典型断口宏观形貌见图1。
断裂大部分发生在盘条头部或尾部1~10圈内,少部分发生在盘条中部。
盘条脆断原因分析与改进李西德,赵贤平,钱学海(技术中心),梁龙清(转炉炼钢厂)a ———放线断口;b ———机械剥壳断口;c ———第1、2道次拉拔断口;d ———第1、2道次拉拔断口图1典型断口宏观形貌(二)微观断口特征断口试样经超声波清洗之后利用ZEISS E-VO18型扫描电子显微镜观察断口,在盘条边部的裂纹源(见图2a )位置对应的盘条表面发现有明显的机械损伤(见图2b )。
该区域放大观察呈横向技术论坛542019年第5期显微组织分析(一)放线架及机械剥壳断裂试样取图1a 、b 断口横截面试样经镶嵌和磨抛制成金相观察样,经4%(体积分数)硝酸酒精溶液腐蚀后在光学显微镜下观察。
正常边部组织为索氏体+珠光体+少量铁素体,索氏体化率为92%~95%(见图3a ),但在断裂源对应的边部位置发现外层存在厚度为20~50μm 的异常组织(见图3b )。
利用显微硬度计测得该异常组织平均硬度值(HV1)为910,由此可以判定异常组织为马氏体。
大规格热轧盘条打包质量差
的原因分析及解决措施
闫立新李向春刘治森
青岛钢铁控股集团有限公司高线厂,山东青岛,266043
摘 要: 分析了造成大规格盘条打包质量差的原因,通过投入吐丝机摇摆功能、布料器,改变辊道分配系数,高位集卷技术等措施,解决了大规格打包质量差的问题
关键词: 散件;摇摆;布料器;高位集卷
Reasons and Solution Measures for Packing Poor
Quality of Large -size Hot rolled Wire Rods
YAN Li-xinLI Xiang-chunLIU Zhi-sen
High Speed Wire Rod Plant, Qingdao Iron&Steel Co. Ltd, Qingdao266043, China
Abstract: The reasons of Packing Poor Quality of large - size hot rolled wire rods were analyzed, and proposed some efficient solution measures, for example lay head wobbling、 distributing machine、controlling roller partition coefficient、collecting coils on a higher position, etc.
Key words: loose coils ; wobbling ; distributing machine ; collecting coils on a higher position
能够有效剑
晃道采用了茗苣序.为了朽
降。
此为原差达到了1.i:,盘卷直径,售卷桔术一
I末三节辊道
立高位集卷剂
:故的发生。
:
‘良好的经济!
,含量,采用阻锈工‘
[RB400核电用钢筋:
.提高了企业知名度。