ISIR_尺寸超差评审模版
- 格式:xls
- 大小:213.00 KB
- 文档页数:2

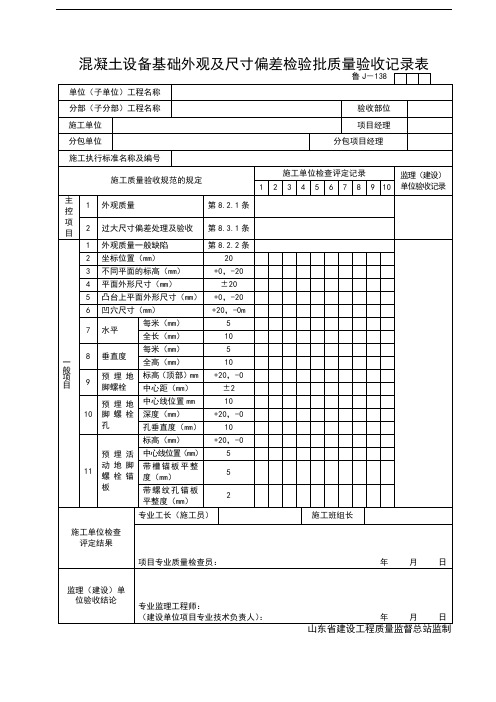
混凝土设备基础外观及尺寸偏差检验批质量验收记录表亲爱的朋友,上文已完,为感谢你的阅读,特赠送另一篇《住建局清理吃空饷工作总结》范文,如果下文你不需要,下载后可以编辑删除,谢谢!某乡镇先进集体申报材料××乡位于××县城西南3公里处,下辖12个行政村,总人口23682人,由于历史的原因和受水资源的制约,长期以来主要以种植为主,结构单一,导致农民增收步伐缓慢。
近年来,我乡在州、县两级党委、政府的正确领导下,认真贯彻党的路线方针政策,努力实践“三个代表”重要思想,全面落实科学发展观,牢牢把握改革、发展、稳定大局,紧紧围绕经济建设这个中心,深入开展创建先进集体活动,大力实施“项目立乡、特色农业兴乡”战略,自加压力、振奋精神、与时俱进、扎实工作,团结和带领广大干部群众顽强拼搏,战胜了各种困难和自然灾害,取得了创建先进集体与经济设同步发展的好成绩。
截止到2005年底,全乡完成国民生产总值4930.52万元,同比2004年增长了0.17%;农民人均纯收入达到1254.1元,同比2004年增长了6%。
2003年和2005年度,两次荣获自治州先进集体先进单位,2004年被评为自治州“六个好优秀乡镇”并通过克孜勒苏柯尔克孜自治州委员会验收。
一、抓教育,严管理,强化队伍素质农村干部的素质高低,直接决定着农村经济社会的发展。
该乡充分认识到拥有一支高素质的干部队伍,才能促进农村改革的深入,才能带领广大人民群众共同致富达小康,所以该乡始终把加强干部队伍素质作为加快发展的基础,想办法提高干部队伍的综合素质。
一是抓好理论学习。
坚持党员干部学习日制度,每周的星期五下午为规定的学习日,全体党员干部都要进行集中学习,通过学习十六大精神、党章和农村政策法规等,加强党员干部和政治理论水平和法制意识,通过观看电教片及学习先进人物事迹,教育党员干部树立正确的人生观、世界观和价值观。
二是抓实用技术培训。
该乡经常聘请自治区、自治州、县三级农业、科技部门专家到乡里为党员干部和农民群众进行实用技术培训,鼓励和引导党员干部参加农函大、农广校、电大的学历教育培训,积极组织党员带头利用电教设备,学习外地增收致富经验。

附件 Appendix发样方填写 Sender收样方填写 Receiver尺寸 Dimension 性能 Function 材质 Material 工程确认验证Eng. Validation 外观检验Surface inspection 综合评定Overall Decision退件时间 Returned Date: 备注 Comment: 供应商生产地点变更 Supplier plant relocation 生产工艺变更 Production process change 日期 Date:签名 Signature:部门 Department:日期 Date: 签名 Signature:备注 Comment:部门 Department: 姓名 Name: 如果零件被拒收 If rejected: 过程流程图 Process Flow Diagrams过程潜在失效模式及后果分析 Process FMEA 可靠性实验报告 Reliability Inspection 样品检验原因 Reasons for Sample Inspection发样方应确保 Confirmation :新产品 New part 产品变更 Product change结论 Comments:ISIR/PPAP 检验报告封面 ISIR/PPAP Cover sheet送检样品应为连续生产条件下完成It's hereby confirmed that the inspected samples were produced under serial conditions.姓名 Name: 收样方 Receiver发样方 Sender二级供应商变更 New sub-supplier 其它 Others样品数量 Qty of Samples: 尺寸检测报告 Dimension Inspection 拒收,需重新交样Rejected,new samples required版本及日期 Revision/Date: 性能测试报告 Function Inspection 样品重量 Sample Weight: 供应商代码 Supplier Code:检测报告编号 Inspection Report No. : 批号 Batch No.:样品数量 Qty of Samples: 收货单号 Receipt No.: 工程便更号 ECN No.: 外观检测报告 Appearance Inspection ISIR 报告 ISIR Report PPAP 报告 PPAP Report订单号 PO No.:材料实验报告 Material Inspection 批准编号 Approval No.: 产品编号 Part No.: 产品名称 Part Name:版本及日期 Revision/Date: 工程便更号 ECN No.: 收货日期 Receipt Date: 客户零件号 Customer Part No. :产品编号 Part No.: 控制计划 Control Plan供应商代码 Supplier Code:检测报告编号 Inspection Report No. : 批准 Approved产品名称 Part Name:发货通知单号 Delivery Note No.: 有条件接收 Approved with conditions拒收 Rejected拒收,可用于装配试验Rejected,assy test with measures样品重量 Sample Weight: 批号 Batch No.:。

全尺寸检验报告范本
尊敬的客户,
感谢您选择我们的全尺寸检验服务。
根据您的要求,我们为您提供了一份全尺寸检验报告。
以下是报告的范本内容:
日期:
检验单位:
项目名称:
检验标准:
1. 总结
在本次全尺寸检验中,我们对您的产品进行了详细的检验评估。
总体来说,产品在多个指标上达到了预期要求,并符合相关的标准和规定。
2. 检验细节
2.1 外观检验
我们对产品的外观进行了仔细检查,包括表面光洁度、颜色一致性、物体形状等。
结果显示产品外观完好无损,颜色一致且符合预期。
2.2 尺寸测量
通过使用精确的测量工具,我们对产品的各个尺寸进行了测量。
结果表明产品尺寸在允许的公差范围内,并没有超出预期要求。
2.3 功能性测试
我们对产品的功能进行了测试,并确保符合相关的功能要求。
测试结果显示产品各项功能正常有效。
2.4 压力测试
通过在一定的压力下对产品进行测试,我们确认产品具备足够的强度以满足工作条件下的应用要求。
3. 结论
基于全尺寸检验的结果,我们可以得出以下结论:
(1)产品的外观完好且颜色一致。
(2)产品尺寸符合预期且在允许的公差范围内。
(3)产品的功能正常有效。
(4)产品具备足够的强度以满足工作条件下的应用要求。
我们希望以上报告内容对您有所帮助。
如果您有任何疑问或需要进一步的信息,请随时联系我们。
再次感谢您选择我们的全尺寸检验服务。
此致,
检验单位。
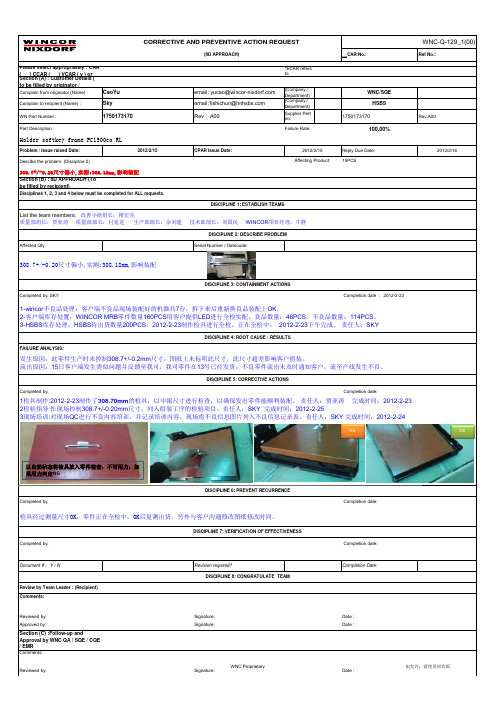
(8D APPROACH)__CAR No.:Ref No.:Please select appropriately : CAR ( ) CCAR ( ) VCAR ( v ) or *ECAR refers toSection (A) : Customer Details (to be filled by originator /Complain from originator (Name) :CaoYu email: yucao@ (Company /Department)WNC/SQE Complain to recipient (Name) :Sky email:'lishichun@ (Company /Department)HSBSWN Part Number :1750173170Rev : A00Supplier Part no:1750173170Rev:A00Part Description :100.00%Problem / Issue raised Date:2012/2/15CPAR Issue Date:Reply Due Date:2012/2/16Descibe the problem: (Discipline 2)Section (B) : 8D APPROACH (To be filled by recipient)Affected QtySerial Number / Datecode:Completed by: SKYCompletion date :2012-2-23Completed by:Completion date:Completed by:Completion date:Completed by:Completion date:Document #:Y / N Revision required?Completion Date:Review by Team Leader : (Recipient)Comments:Reviewed by:Signature:Date :Approved by:Signature:Date :Section (C) :Follow-up andApproval by WNC QA / SQE / CQE / EMRComments:Reviewed by:Signature:Date :Disciplines 1, 2, 3 and 4 below must be completed for ALL requests.1检具制作:2012-2-23制作了308.70mm 的检具,以中限尺寸进行检查,以确保发出零件能顺利装配。
Measurement step 测量步骤
测量尺寸35.85±0.13mm ,用卡尺平稳卡住图示最大位置,记录其似掉非掉时数据。
(35.83mm 如图1)
1.2 测量尺寸Ø9.97±0.02mm ,用千分尺平稳卡住转一圈图示最大位置,记录其产品数据。
(Ø9.966mm 如图2) 图2
1.3 测量尺寸Ø9.88±0.05mm ,用千分尺平稳卡住转一圈图示最大位置,记录其产品数据。
(Ø9.879mm 如图3)
1.4 测量尺寸25.00±0.10mm ,在高度尺在产品的一个面清零(选取3个点的最高点),测
量至产品顶面,取3个点中的最大数值(24.992mm 如图4)。
图4
图3
1.5 测量尺寸4.50±0.10mm,在高度尺在产品的一个面清零(选取3个点的最高点),测量
至产品顶面,取3个点中的最大数值(4.48mm 如图5)。
图5。