吹膜产品首件检查记录表
- 格式:xls
- 大小:54.00 KB
- 文档页数:1
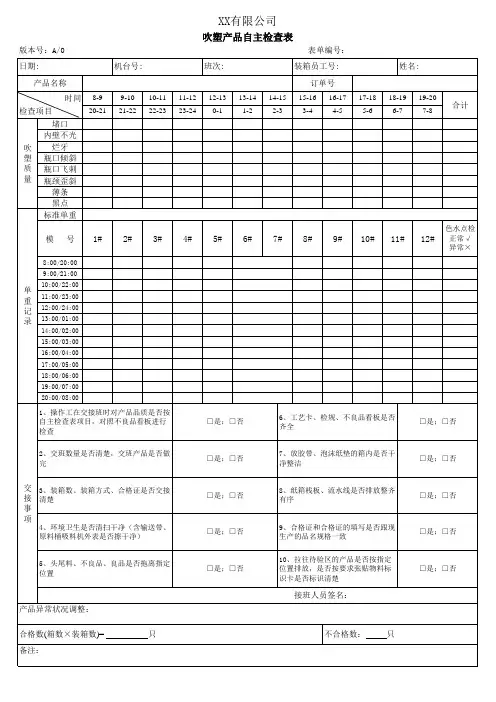
客户名称:产品料号:
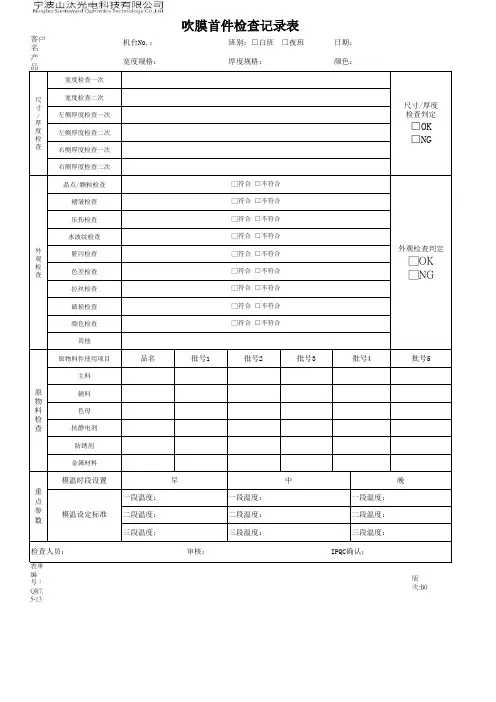
宽度检查一次
宽度检查二次左侧厚度检查一次左侧厚度检查二次右侧厚度检查一次右侧厚度检查二次晶点/颗粒检查褶皱检查压伤检查水波纹检查
脏污检查色差检查拉丝检查破损检查颜色检查其他
原物料件使用项目
品名主料
辅料色母抗静电剂防锈剂金属材料
模温时段设置
表单编号:QR7.5-13
尺寸/厚度检查
外观检查
原物料检查
三段温度:
三段温度:
早
中
晚
外观检查判定
□OK □NG
检查人员: 审核: IPQC确认:
模温设定标准
一段温度:
一段温度:一段温度:二段温度:二段温度:二段温度:重点参数
三段温度:
批号5
□符合 □不符合□符合 □不符合□符合 □不符合
批号1批号2批号3批号4□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合尺寸/厚度检查判定
□OK □NG
吹膜首件检查记录表
机台No.:班别:□白班 □夜班日期:宽度规格:
厚度规格:
颜色:。
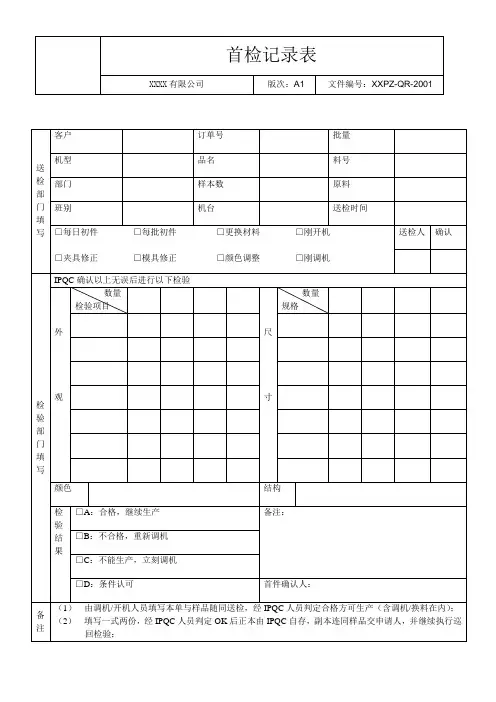
首件检查记录表在生产制造过程中,首件检查是一项至关重要的质量控制手段。
它能够及时发现产品在生产初期可能存在的问题,从而避免批量性的质量缺陷,降低生产成本,提高生产效率和产品质量。
而首件检查记录表则是这一过程的重要载体,它详细记录了首件产品的各项检查数据和结果,为后续的生产提供了可靠的参考依据。
首件检查记录表通常包含以下几个主要部分:一、产品基本信息这部分需要记录产品的名称、型号、规格、订单号、生产日期等关键信息。
这些信息能够明确被检查的产品对象,确保记录的准确性和可追溯性。
二、检查项目这是记录表的核心内容,涵盖了产品的各个方面,包括但不限于尺寸、外观、性能、材料等。
对于每个检查项目,都需要明确其标准要求、实际测量值或观察结果以及是否合格的判定。
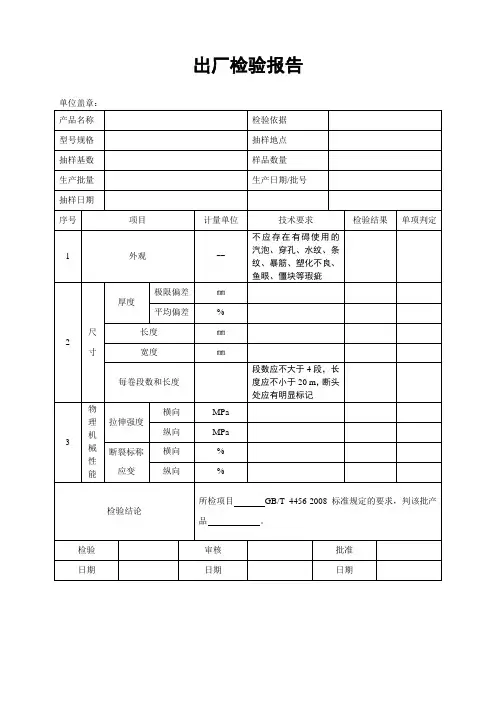
例如,在尺寸检查方面,可能会涉及产品的长度、宽度、高度、孔径等具体参数。
标准要求会明确规定这些尺寸的允许公差范围,实际测量值则是通过相应的量具进行测量得到的数据。
将实际测量值与标准要求进行对比,判断其是否在公差范围内,从而得出合格或不合格的结论。
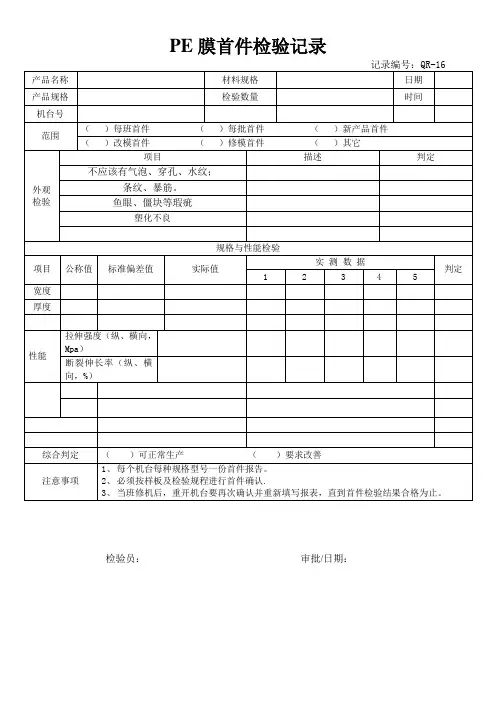
在外观检查中,需要关注产品表面是否有划痕、凹陷、变形、色差等缺陷。
对于每种可能出现的外观问题,都要有清晰的描述和判定标准。
性能检查则可能包括产品的强度、硬度、电气性能、机械性能等方面的测试,同样要记录测试的方法、标准和实际结果。
材料检查则要确认所使用的材料是否符合产品设计和客户要求,包括材料的种类、牌号、供应商等信息。
三、检查人员信息记录参与首件检查的人员姓名、工号以及检查的时间。
这有助于明确责任,确保检查过程的公正性和客观性。
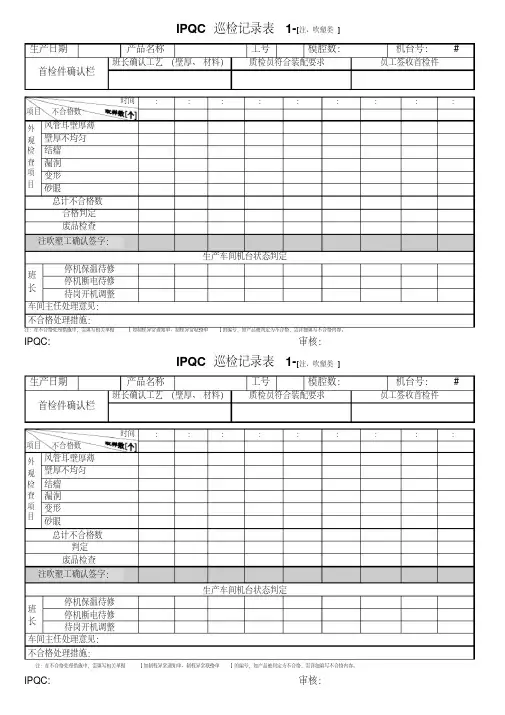
四、不合格处理如果首件产品在某些检查项目中被判定为不合格,需要详细记录不合格的具体情况、原因分析以及采取的处理措施。
处理措施可能包括返工、报废、调整工艺参数等。
同时,还需要记录对不合格情况的跟踪结果,确保问题得到彻底解决,不会影响后续的生产。
五、审核与批准首件检查记录表通常需要经过相关负责人的审核和批准。
产品首件检验记录日期:YYYY年MM月DD日产品名称:XXX产品型号:XXX首件编号:XXX生产批次:XXX一、产品信息1.产品外观检查-外包装:XXX-产品外观:XXX-印刷标识:XXX-尺寸规格:XXX2.产品功能性检查-功能一:XXX是否正常工作-功能二:XXX是否正常工作-功能三:XXX是否正常工作二、检验方法1.外观检查-按照产品外观标准进行检查,包括颜色、形状、印刷标识等方面。
2.功能性检查-根据产品的设计要求和规格,通过相应的测试设备进行检验,确保产品的各项功能符合要求。
三、检验结果1.外观检查产品外观在颜色、形状、印刷标识等方面均符合产品外观标准要求。
2.功能性检查-功能一:经过测试,功能一正常工作,符合设计要求。
-功能二:经过测试,功能二正常工作,符合设计要求。
-功能三:经过测试,功能三正常工作,符合设计要求。
四、检验结论经过首件检验,本产品外观和功能均符合设计要求和产品标准。
首件合格,可以进行正常生产。
五、检验人员检验员:XXX审核人:XXX六、备注1.首件检验是对新产品的第一次大规模生产,检验合格后方可进行后续生产。
首件检验的合格标准为产品外观和功能均符合设计要求和产品标准。
2.检验过程中需注意操作规范,确保检验结果的准确性和可靠性。
3.如发现不合格项,应对产品进行调整或修复,并重新进行首件检验,直至符合标准要求为止。
以上是产品首件检验记录,详细记录了产品的外观检查和功能性检查结果,以及检验结论和相关人员信息。
首件检验是确保产品质量的重要环节,通过严格的检验程序和标准,确保产品的外观和功能符合要求。
WORD格式可以编辑
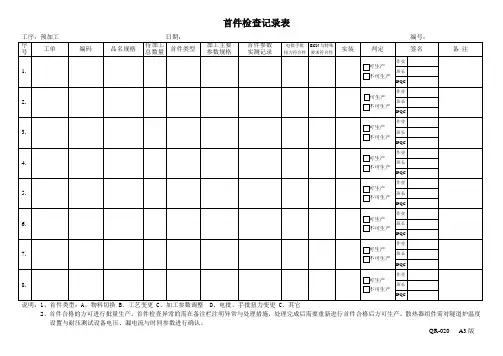
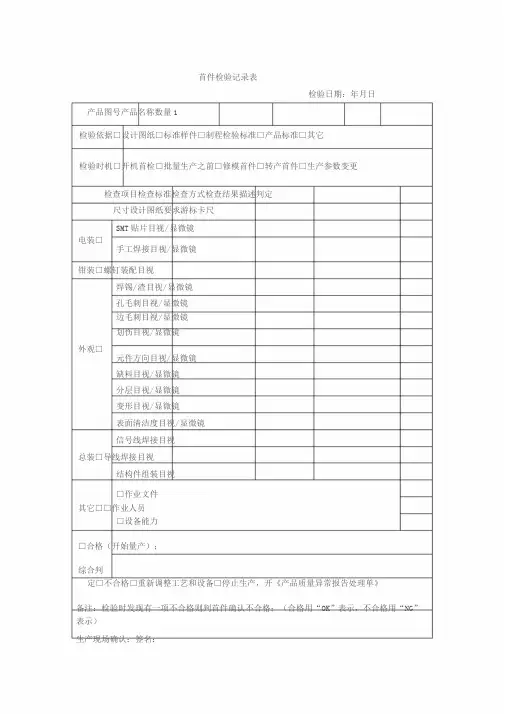
首件检验记录表
检验日期:年月日
产品图号产品名称数量1
检验依据□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目检查标准检查方式检查结果描述判定
尺寸设计图纸要求游标卡尺
SMT贴片目视/显微镜
电装□
手工焊接目视/显微镜
钳装□螺钉装配目视
焊锡/渣目视/显微镜
孔毛刺目视/显微镜
边毛刺目视/显微镜
划伤目视/显微镜
外观□
元件方向目视/显微镜
缺料目视/显微镜
分层目视/显微镜
变形目视/显微镜
表面清洁度目视/显微镜
信号线焊接目视
总装□导线焊接目视
结构件组装目视
□作业文件
其它□□作业人员
□设备能力
□合格(开始量产);
综合判
定□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
专业资料整理。