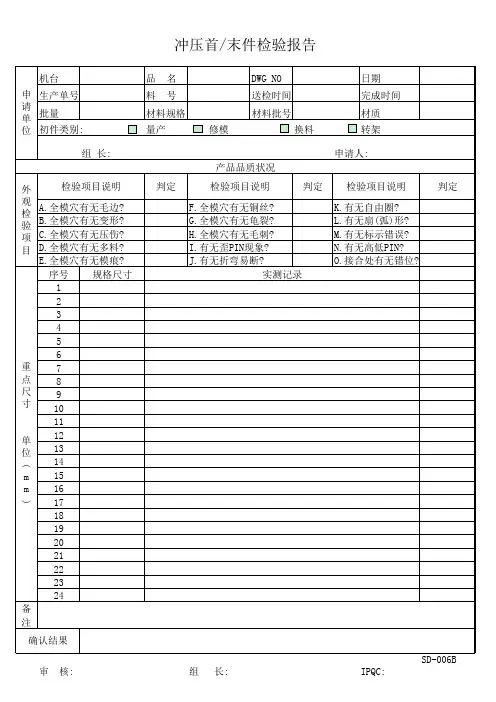
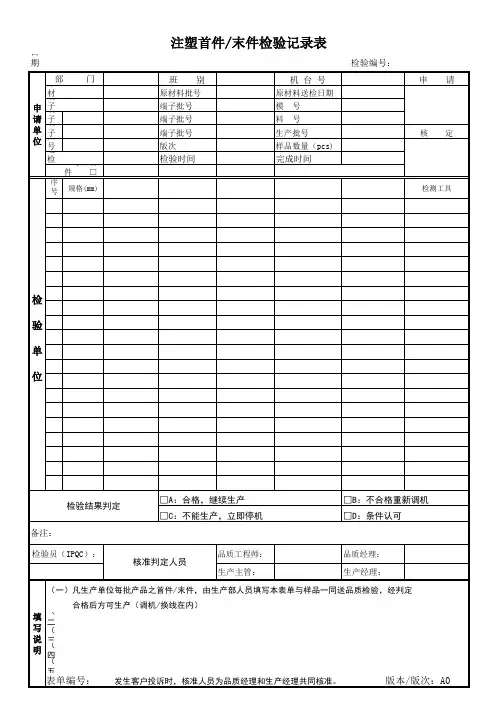
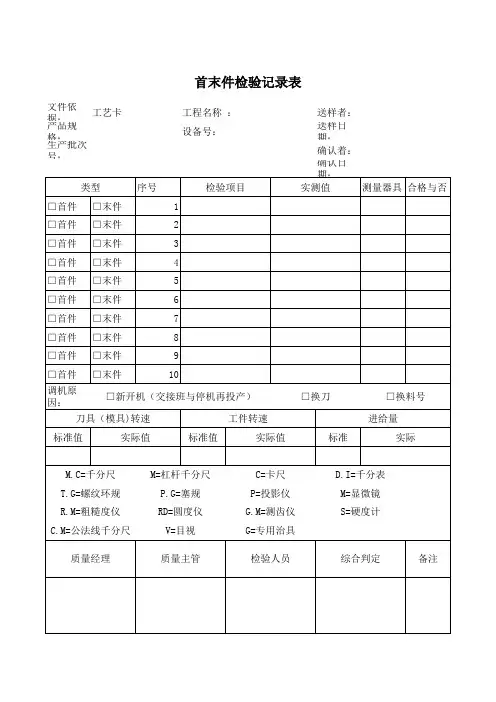
首、末件检验记录表
- 格式:xls
- 大小:42.50 KB
- 文档页数:3
压铸首末件及定时检验规范(ISO9001:2015)1 范围本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。
本程序适用于压铸事业部首末件检验及定时检验的质量控制。
2 术语和定义压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。
压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。
定时检验:在每小时的整点时刻对产品实施的质量检验的过程。
3 规范性引用文件无4 职责4.1 压铸生产部负责首末件及定时检验的实施。
4.2 质量控制部门负责首末件及定时检验的实施情况的监督检查。
5 管理要求5.1 压铸工序首末检验及定时检验5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。
5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。
5.1.3 本班首件检验5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。
5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。
5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。

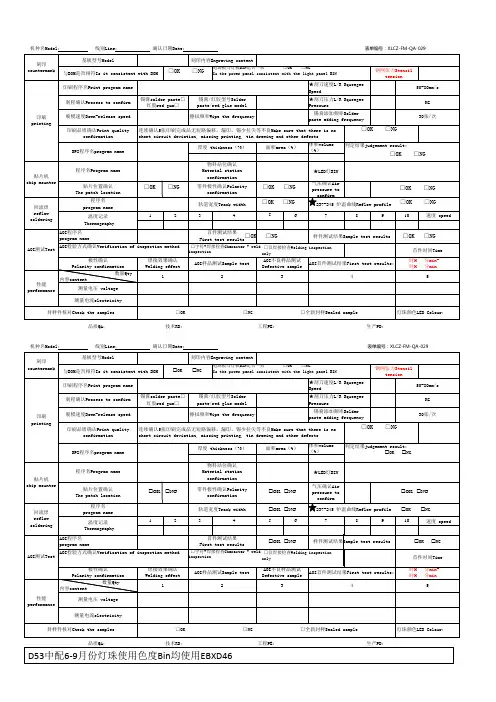
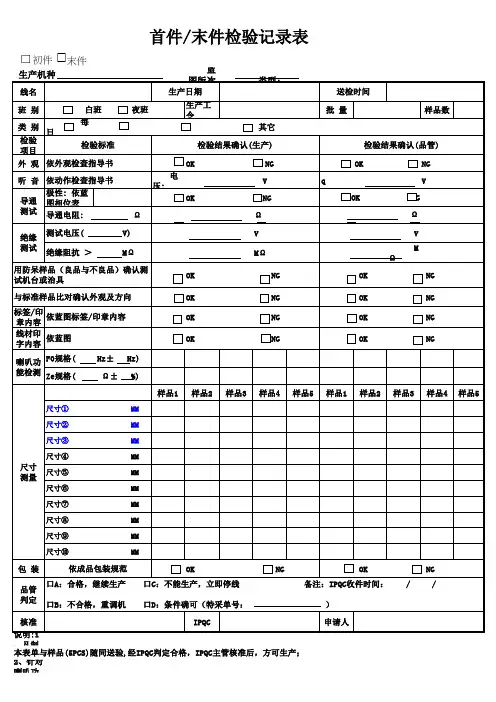
蓝图版次类型:线名班 别生产工令批 量样品数类 别每日其它检验项目外 观OKNG OKNG听 音 电压:V qV极性: 依蓝图相位表OKNG 导通电阻: ΩΩV V MΩ M ΩOK NG OK NG OK NG OK NG 标签/印章内容OK NG OK NG 线材印字内容OKNGOKNG样品1样品2样品3样品4样品5样品1样品2样品3样品4样品5包 装OK NG OK NG品管判定核准IPQC 申请人说明:1、凡制2、针对喇叭功导通测试绝缘测试喇叭功能检测尺寸测量口A:合格,继续生产 口C:不能生产,立即停线 备注:IPQC收件时间: / /口B:不合格,重调机 口D:条件确可(特采单号: )本表单与样品(5PCS)随同送验,经IPQC判定合格,IPQC主管核准后,方可生产;尺寸⑥ MM 尺寸⑦ MM 尺寸⑧ MM 尺寸⑨ MM 尺寸⑩ MM依成品包装规范尺寸① MM 尺寸② MM 尺寸③ MM 尺寸④ MM尺寸⑤ MM 用防呆样品(良品与不良品)确认测试机台或治具与标准样品比对确认外观及方向依蓝图标签/印章内容依蓝图F0规格( Hz± Hz)Ze规格( Ω± %)依外观检查指导书依动作检查指导书OK NG Ω测试电压( V)绝缘阻抗 > MΩ白班 夜班检验标准检验结果确认(生产)检验结果确认(品管)首件/末件检验记录表生产机种生产日期送检时间初件末件。
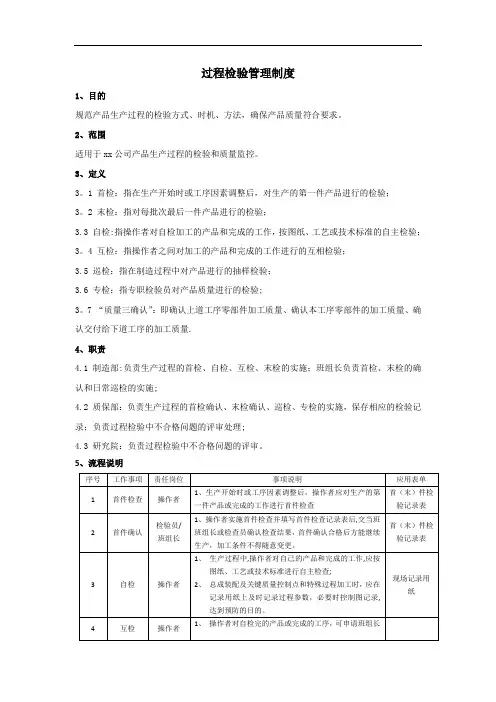
过程检验管理制度
1、目的
规范产品生产过程的检验方式、时机、方法,确保产品质量符合要求。
2、范围
适用于xx公司产品生产过程的检验和质量监控。
3、定义
3。
1 首检:指在生产开始时或工序因素调整后,对生产的第一件产品进行的检验;
3。
2 末检:指对每批次最后一件产品进行的检验;
3.3 自检:指操作者对自检加工的产品和完成的工作,按图纸、工艺或技术标准的自主检验;3。
4 互检:指操作者之间对加工的产品和完成的工作进行的互相检验;
3.5 巡检:指在制造过程中对产品进行的抽样检验;
3.6 专检:指专职检验员对产品质量进行的检验;
3。
7 “质量三确认”:即确认上道工序零部件加工质量、确认本工序零部件的加工质量、确认交付给下道工序的加工质量.
4、职责
4.1 制造部:负责生产过程的首检、自检、互检、末检的实施;班组长负责首检、末检的确认和日常巡检的实施;
4.2 质保部:负责生产过程的首检确认、末检确认、巡检、专检的实施,保存相应的检验记录;负责过程检验中不合格问题的评审处理;
4.3 研究院:负责过程检验中不合格问题的评审。
5、流程说明
7、相关文件
7.1 《不合格控制程序》
7.2 《纠正预防措施控制程序》7.3 《记录控制程序》。
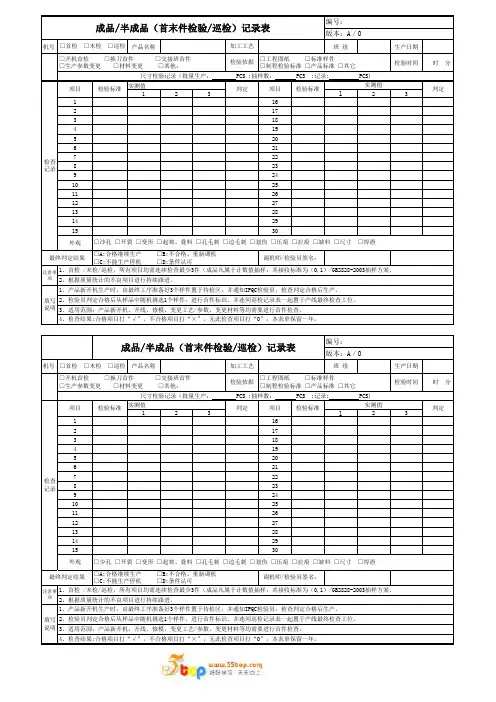
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。