冲压首末件检验记录表
- 格式:xls
- 大小:44.50 KB
- 文档页数:10
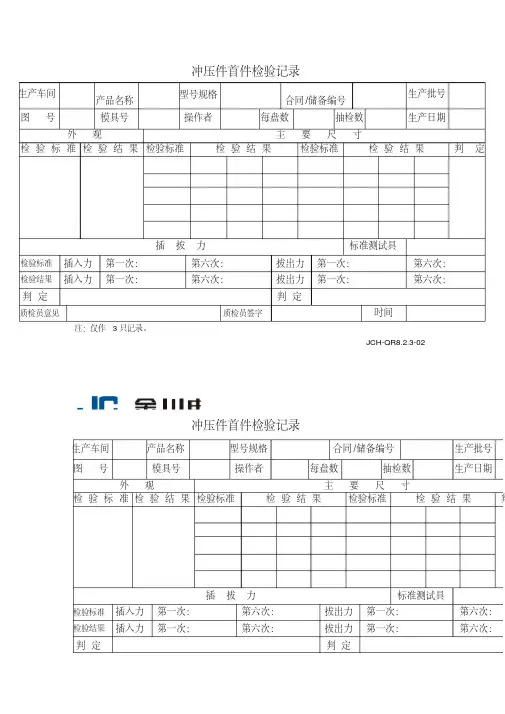
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。

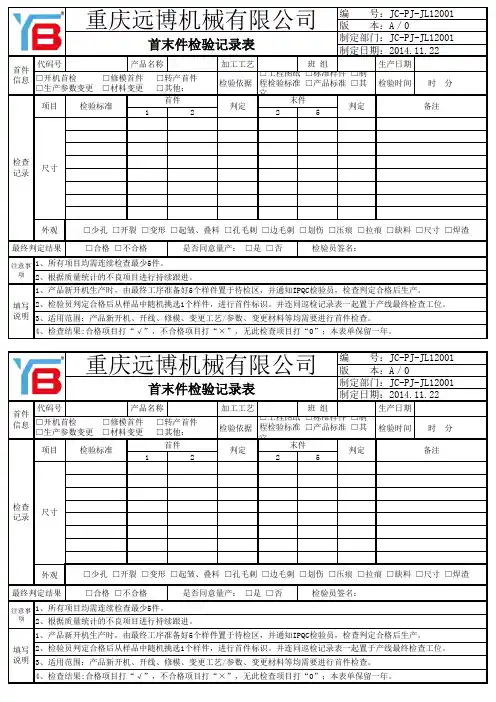
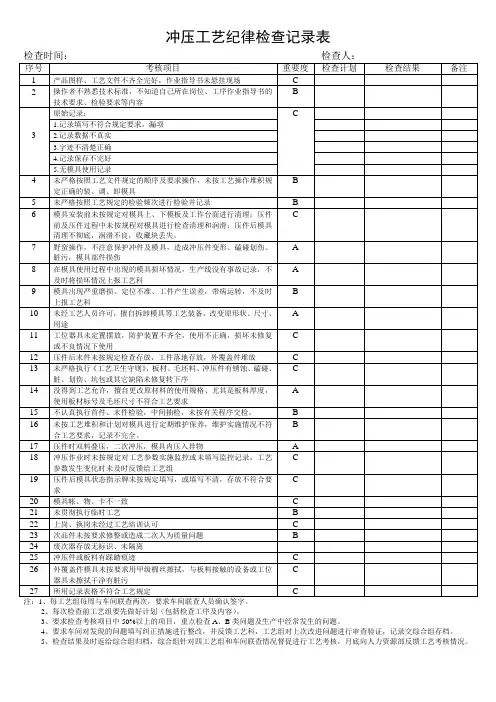


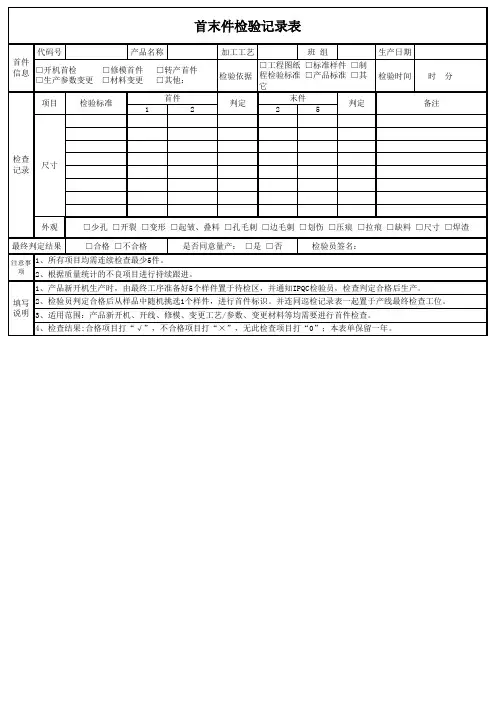
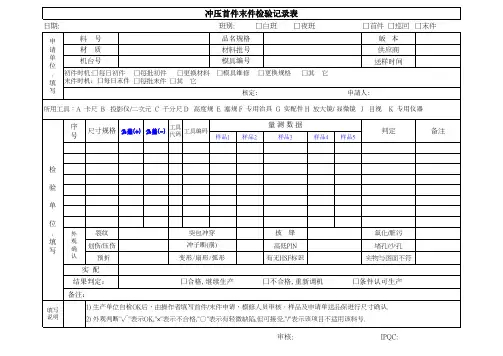
代码号产品名称加工工艺班 组生产日期
检验依据检验时间 时 分
1225
外观
□开机首检 □修模首件 □转产首件□生产参数变更 □材料变更 □其他:□工程图纸 □标准样件 □制程检验标准 □产品标准 □其它判定备注项目检验标准1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果
□合格 □不合格是否同意量产: □是 □否检验员签名:尺寸
注意事
项填写说明2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
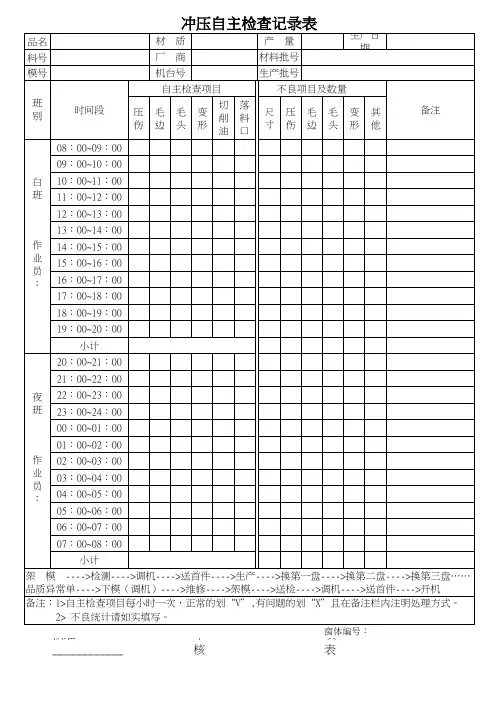
1、所有项目均需连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
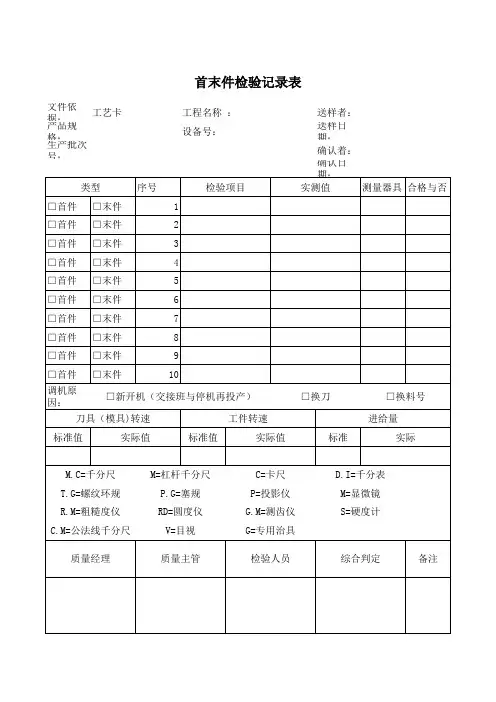
首末件检验记录表
首件
末件判定首件信息检查
记录。