首末件检查记录表
- 格式:xls
- 大小:26.50 KB
- 文档页数:2
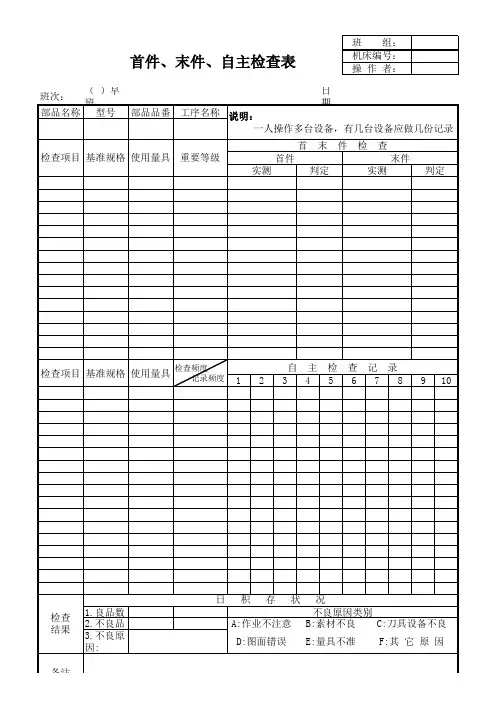
压铸首末件及定时检验规范(ISO9001:2015)1 范围本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。
本程序适用于压铸事业部首末件检验及定时检验的质量控制。
2 术语和定义压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。
压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。
定时检验:在每小时的整点时刻对产品实施的质量检验的过程。
3 规范性引用文件无4 职责4.1 压铸生产部负责首末件及定时检验的实施。
4.2 质量控制部门负责首末件及定时检验的实施情况的监督检查。
5 管理要求5.1 压铸工序首末检验及定时检验5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。
5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。
5.1.3 本班首件检验5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。
5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。
5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。
首中末件检验办法1.目的和范围本办法规定了生产线首、中、末件的定义以及检查要求。
本办法适用于各车间/生产线的整个生产过程。
2.定义本办法采用下列定义:2.1首件为以下情况下生产的第一件产品:(a)每班开始操作时;(b)设备调整时;(c)加工方法变化时;(d)加工条件变化时;(e)作业方法变化时;(f)更换模具时;(g)设备故障修理后再次运转时;(h)更换操作人员时。
(i)容量为每机台/3件。
(h)首检时间为接班后半小时内.2.2中件每班午休后生产的第一件产品。
正常生产时中检容量为每机台/3件,巡检时间为下午13:00。
2.3末件正常生产时的最后一件产品。
正常容量为每机台/3件2.4如发生(b)-(h)中任何一项变化,需重新按本定义对产品进行行首,中,末检查。
3.职责3.1品质部对本办法负管理职责,并保证贯彻执行;3.2生产线班长、操作人员和检验员对正确执行本办法负责。
4.实施办法4.1 首、中、末件检查文件编制4.1.1产品/过程开发工程师负责根据产品质量特性的重要性编写首、中、末件检查文件。
4.1.2首、中、末件检查文件由质量部检验员校对,质量工程师审核、品质部长批准后实施。
4. 2首、中、末件检查基准文件更改首、中、末件检查基准文件发生更改时,过程工程师填写更改单一式三份,经检验员校对,质量工程师审核,品质部长批准后实施更改,更改单由车间、品质部和管理员各保存一份。
4.3检查的实施4.3.1正常生产情况下每班应检查首、中、末件。
4.3.2在每半班发生2.1中(b)~(h)规定情况时,只检查首件、末件。
4.3.3操作工按照检查文件规定的项目对各工序产品/试件进行逐项检查,将检查的实际测量结果记录在三检表内。
4.3.4检查完毕后,针对有关键工序,例如注塑工序,应将产品/试件整齐地放在首、中、末件检查台上;其它工序,有检具的应放置在检具上,没有检具的可在适当位置放置,首件用黄色夹子,中件用白色夹子,末件用蓝色夹子标识,下料和包装工序可以整包标识,单独存放。
材料配件检查记录汇总表1. 前言本文档旨在记录对材料配件进行检查的结果,并对每项检查进行记录和总结,以便于后续的材料管理和质量控制。
每次材料配件的检查都需要填写本文档,并将其归档保存。
本文档的格式为表格,方便查阅和分析。
2. 检查记录汇总表下面是材料配件检查记录的汇总表格,包括对材料名称、材料类型、检查日期、检查结果等项目进行记录。
材料名称材料类型检查日期检查结果材料1 类型1 日期1 结果1材料2 类型2 日期2 结果2材料3 类型3 日期3 结果3…………3. 检查要点说明在进行材料配件的检查时,需要关注以下几个方面:3.1 材料名称填写材料的具体名称,确保与实际使用的材料一致。
3.2 材料类型填写材料属于的类型,如钢材、塑料、橡胶等。
3.3 检查日期记录进行材料检查的具体日期,确保检查的及时性和准确性。
3.4 检查结果填写材料的检查结果,包括合格、不合格、待定等。
如果不合格,需要进一步记录问题的具体描述和原因。
4. 填写示例下面是填写材料配件检查记录的示例:材料名称材料类型检查日期检查结果钢管钢材2022-01-01 合格塑料管塑料2022-01-02 不合格橡胶垫片橡胶2022-01-02 待定5. 结论通过记录和总结材料配件的检查结果,可以及时发现和解决材料质量问题,确保生产过程中的安全性和稳定性。
同时,本文档的使用可以提高材料管理的效率和准确性,为项目的顺利进行提供有力的支持。
(注:以上内容只是示例,请根据实际情况进行具体填写。
)6. 参考文献无。
一、质量记录的定义:“质量记录”是体系文件的组成部分。
质量记录是对产品达到所要求的质量和质量体系有效运行的证实。
“记录”是记载过程状态和过程结果的文件。
二、质量记录的作用:质量记录是质量管理的一项重要基础工作,是质量体系中的一个关键要素,其主要作用有:•质量记录是信息管理的重要内容。
离开及时、真实的质量记录,信息管理就没有实际意义。
•质量记录是记载过程状态和过程结果的文件。
•质量记录是一种客观证据,是一个组织质量保证的证实文件。
•质量记录为采取预防措施和纠正措施提供了依据。
•质量记录有利于产品标识和可追溯性。
三、记录填写原则:及时、准确、清晰、完整1) 及时:数据产生当时记录,尽量不要回忆性记录,以免数据可信度不高,对后期质量分析造成误导;2) 准确:数据产生按实记录,不得随意估量数据,数据位数、单位要明确,以免造成数据出现偏差,不能体现真实情况;3) 清晰:数据记录时需字迹工整,清晰可认,不易擦拭,不易造成误读;4) 完整:填写记录时信息应记录完整,不得简写、缩写、空白,应标明尽可能多的数据,避免造成差错;四、记录填写规范:1)数据记录应由数据产生人亲自填写。
2)数据记录应在数据产生后第一时间记录在案。
3)数据与数据之间应留有适当的空隙,小数点标识清晰,单位、符号等使用准确;4)有具体读数的数据应记录实际数值并尽量保证最大精度,当小数点后尾数过多时,约至小数点后2位。
5)日期填写:填写标准统一为“年(4位).月(2位).日(2位)”,如2010.03.05;6)时间填写:填写标准统一为“时(2位):分(2位)”,如09:20,时间为24小时制,下午4点需填写为16:00,而不是04:00;7)书写时应注意按区域填写,不许错格填写或越出对应的区域8)文字类需字迹工整、清晰、他人可辨,不得填写草书、艺术字;9)统一使用中性笔、签字笔、板笔填写,不得使用其他笔填写;10)如遇相同内容时,需重复填写,不得填写为其他任意文字及符号;11)笔误的处理:记录不得随便更改,填写记录时如遇填写错误,不准使用涂改液和修正纸等其他办法修改,应在原数据处用单横线“——”删除内容,保持原数据可辨认,在数据旁填写正确数据,签名及更改日期。
一、质量记录的定义:“质量记录”是体系文件的组成部分。
质量记录是对产品达到所要求的质量和质量体系有效运行的证实。
“记录”是记载过程状态和过程结果的文件。
二、质量记录的作用:质量记录是质量管理的一项重要基础工作,是质量体系中的一个关键要素,其主要作用有:•质量记录是信息管理的重要内容。
离开及时、真实的质量记录,信息管理就没有实际意义。
•质量记录是记载过程状态和过程结果的文件。
•质量记录是一种客观证据,是一个组织质量保证的证实文件。
•质量记录为采取预防措施和纠正措施提供了依据。
•质量记录有利于产品标识和可追溯性。
三、记录填写原则:及时、准确、清晰、完整1) 及时:数据产生当时记录,尽量不要回忆性记录,以免数据可信度不高,对后期质量分析造成误导;2) 准确:数据产生按实记录,不得随意估量数据,数据位数、单位要明确,以免造成数据出现偏差,不能体现真实情况;3) 清晰:数据记录时需字迹工整,清晰可认,不易擦拭,不易造成误读;4) 完整:填写记录时信息应记录完整,不得简写、缩写、空白,应标明尽可能多的数据,避免造成差错;四、记录填写规范:1)数据记录应由数据产生人亲自填写。
2)数据记录应在数据产生后第一时间记录在案。
3)数据与数据之间应留有适当的空隙,小数点标识清晰,单位、符号等使用准确;4)有具体读数的数据应记录实际数值并尽量保证最大精度,当小数点后尾数过多时,约至小数点后2位。
5)日期填写:填写标准统一为“年(4位).月(2位).日(2位)”,如2010.03.05;6)时间填写:填写标准统一为“时(2位):分(2位)”,如09:20,时间为24小时制,下午4点需填写为16:00,而不是04:00;7)书写时应注意按区域填写,不许错格填写或越出对应的区域8)文字类需字迹工整、清晰、他人可辨,不得填写草书、艺术字;9)统一使用中性笔、签字笔、板笔填写,不得使用其他笔填写;10)如遇相同内容时,需重复填写,不得填写为其他任意文字及符号;11)笔误的处理:记录不得随便更改,填写记录时如遇填写错误,不准使用涂改液和修正纸等其他办法修改,应在原数据处用单横线“——”删除内容,保持原数据可辨认,在数据旁填写正确数据,签名及更改日期。
首中末件检验规范(IATF16949-2016/ISO9001-2015)1.0目的和范围本办法规定了生产线首、中、末件的定义以及检查要求。
本办法适用于各车间/生产线的整个生产过程。
2.0定义本办法采用下列定义:2.1首件为以下情况下生产的第一件产品:(a)每班开始操作时;(b)设备调整时;(c)加工方法变化时;(d)加工条件变化时;(e)作业方法变化时;(f)更换模具时;(g)设备故障修理后再次运转时;(h)更换操作人员时。
(i)容量为每机台/3件。
(h)首检时间为接班后半小时内.2.2中件每班午休后生产的第一件产品。
正常生产时中检容量为每机台/3件,巡检时间为下午13:00。
2.3末件正常生产时的最后一件产品。
正常容量为每机台/3件2.4如发生(b)-(h)中任何一项变化,需重新按本定义对产品进行行首,中,末检查。
3.0职责3.1品质部对本办法负管理职责,并保证贯彻执行;3.2生产线班长、操作人员和检验员对正确执行本办法负责。
4.0实施办法4.1 首、中、末件检查文件编制4.1.1产品/过程开发工程师负责根据产品质量特性的重要性编写首、中、末件检查文件。
4.1.2首、中、末件检查文件由质量部检验员校对,质量工程师审核、品质部长批准后实施。
4. 2首、中、末件检查基准文件更改首、中、末件检查基准文件发生更改时,过程工程师填写更改单一式三份,经检验员校对,质量工程师审核,品质部长批准后实施更改,更改单由车间、品质部和管理员各保存一份。
4.3检查的实施4.3.1正常生产情况下每班应检查首、中、末件。
4.3.2在每半班发生2.1中(b)~(h)规定情况时,只检查首件、末件。
4.3.3操作工按照检查文件规定的项目对各工序产品/试件进行逐项检查,将检查的实际测量结果记录在三检表内。
4.3.4检查完毕后,针对有关键工序,例如注塑工序,应将产品/试件整齐地放在首、中、末件检查台上;其它工序,有检具的应放置在检具上,没有检具的可在适当位置放置,首件用黄色夹子,中件用白色夹子,末件用蓝色夹子标识,下料和包装工序可以整包标识,单独存放。
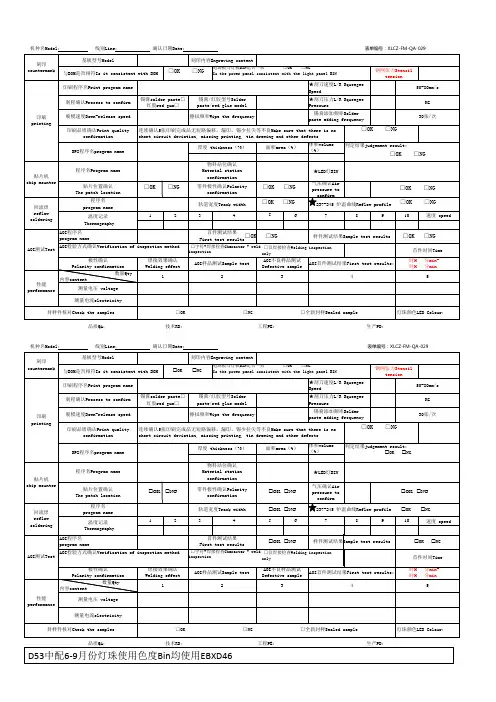
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
全钢子午胎(二期)硫化质量追溯记录机台号:规格:品牌(定牌)模具号年月日Y-S-009左模右模项目序胶囊胶囊班号硫化胎号胎胚号硫化胎号胎胚号次数次数1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:1班2次345操6作7人8910备注:设备故障/ 动力波动处理记录合模力:说明: 1.“备注”一栏对胎胚检查中存在的质量问题,设备、动力波动等问题及处理加以说明。
2.传递:硫化操作工→硫化班长→车间工艺技术员全钢子午胎(二期)成型工序主鼓质量、追溯报表班次 / 机台:规格:主手/ 记录人:年月日Y-S-007标准实测标准部件名称追溯编号与使用记录实测宽度灯光灯光宽度内衬层复合件(或宽复合左胎侧子口右胎侧子口左钢丝加强层右钢丝加强层胎体左垫胶右垫胶胎圈复合件左扣圈定位风源压力侧压辊压力(高压)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)锁块压力定型压力侧压辊压力侧压辊压(中压)力(低压)单位:长度、宽度、定位mm ,压力 MPa 或 kgf/cm 2 。
胎圈检查合格,记录合格。
全钢子午胎(二期)成型工序辅鼓质量追溯报表班次 / 机台:规格:辅手/ 记录人:修胎:年月日Y-S-008部件名称带束层一层带束层二层带束层三层零度带束层胎面辅鼓周长胎胚标标实实准准测测标准右右右追溯编号与使用记录实测宽度宽度灯灯灯灯线线线线(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)(——)胎胚编号与使用记录花纹全宽肩宽长度首次中间末次首件中间末件全钢子午胎(二期)半成品工序质量追溯记录工序:月日班次:操作主手:Y-S-006半成品规格名称质量追溯编号生产时间原料名称原料追溯编号备注:说明: 1.传递:机台主手→当班追溯管理员→车间专管员2.质量追溯编号:********(**---**)月日班次机台工号首件顺序号末件顺序号全钢子午胎(二期)母炼胶混炼追溯记录操作主手: Y-S-004机台班次工号月日序母胶数小料追溯号母炼胶追溯号号代号量月日班次工号月日班次机台工号顺序号123456789101113141516171819202122全钢子午胎(二期)终炼胶混炼追溯记录操作主手: Y-S-005机台班次工号月日序数终炼胶硫磺、促进剂追溯编号母炼胶追溯编号号量代号月日班次工号月日班次机台工号顺序号1234678910111213141516171819202122全钢子午胎(二期)使用原材料记录原材料名称: Y-S-003备注批次产地质量情况使用要求投用日期结束日期(箱号)全钢子午胎(二期)原材料入库记录原材料名称: Y-S-001产地入库数质量使用投用结束批次备注(来源)时间量情况要求日期日期全钢子午胎(二期)原材料使用跟踪卡Y-S-002原料名称产地试验编号批次数量试验结果发货日期发货人 :收货人 :投用日期使用人 :结束日期配料班长质量跟踪状况质检员:备注发卡人 :年月日说明:此单一式三份,由技术部填写使用要求,一联留存;其余送至仓库保管员,待其发货留存一份后转给使用车间;使用车间收料人及班长在使用结束并在相关栏目签字后,交当班质管员验证,由使用车间自存。