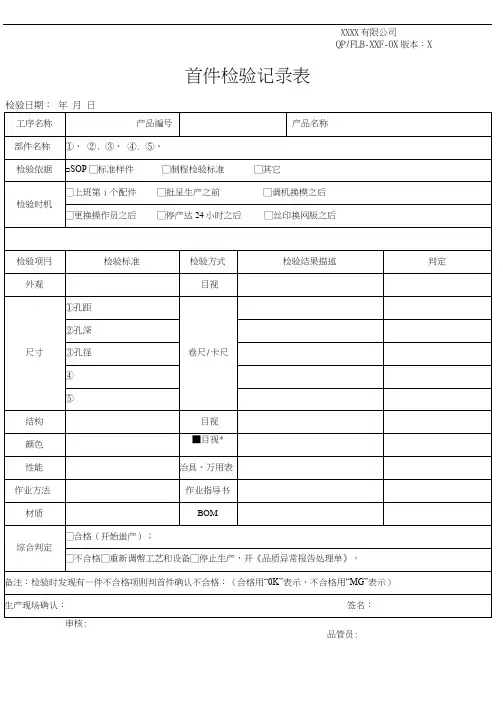
首末件检查记录表
- 格式:doc
- 大小:71.00 KB
- 文档页数:1

压铸首末件及定时检验规范(ISO9001:2015)1 范围本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。
本程序适用于压铸事业部首末件检验及定时检验的质量控制。
2 术语和定义压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。
压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。
定时检验:在每小时的整点时刻对产品实施的质量检验的过程。
3 规范性引用文件无4 职责4.1 压铸生产部负责首末件及定时检验的实施。
4.2 质量控制部门负责首末件及定时检验的实施情况的监督检查。
5 管理要求5.1 压铸工序首末检验及定时检验5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。
5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。
5.1.3 本班首件检验5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。
5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。
5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。
IPQC首件制程检验程序1、目的为了全面贯彻C=0的质量目标,提早发现不良品,避免不良品产生,并且杜绝不良品流出。
2、适用范围工厂内所有制程,包括加工,组装,包装及返工返修。
3、内容3.1 首件3.1.1.首件经作业员自检OK后,填写首末件确认单,并在首件确认台上放合格品三件.3.1.2.作业员把首末件确认单和首件样品交给IPQC人员。
3.1.3.首末件确认单须填写完整。
在新产品试模/新产品试生产和模具整修时,应于调整/改善记录栏里填入变更位置。
3.1.4.IPQC接到单子和首件后,依照格式,外观和功能对产品进行确认和测试。
3.1.5.判断主要依检验指导书。
3.1.6.量测人员应注意检查方式一栏,问清修模尺寸和规格变更的尺寸。
3.1.7.其它制程的尺寸,由IPQC量测。
量测结果记录于实验(检验)报告。
3.1.8.IPQC把最终确认结果反应给作业员。
3.2 制程3.2.1.IPQC人员依检验指导书中规定的管制项目和检验频率进行品质确认。
3.2.2.IPQC对于随机抽选检验的产品作上标记。
并填写巡检记录表。
3.2.2.1.检验OK的,在巡检记录表上打√;3.2.2.2.不良项目,在巡检记录表上打×;3.2.2.3.为可接受缺陷,可划○。
并且通知生产部门即刻改善。
3.2.2.4.不可接受的,停线整改。
3.2.4.其中标准化作业时要确认作业员是否依作业指导书作业,各项记录是否完整。
3.2.5.如有特殊检查项目或为返工返修,可于下面空格内填上须检查项目,执行巡检。
3.2.6.发生品质异常时按品质异常处理办法处理。
备注一栏可填上开出的不可格品单号3.2.7.巡回检验和重点工序质量控制点,由检验人员进行监督,发现异常立即通知操作者停止生产并向生产部门和工程部门报告.3.2.8.IPQC组长应对首件和巡检的执行情况作稽核,稽核结果填写于备注栏。
频率至少1PCS/4H。
3.3 末件3.3.1.批量加工完成后,对最后一件或和几件进行检验,并填写《首(末)件确认书》.3.3.2.末件检验不合格时,由出现末件检验责任部门或岗位,应对前面加工的产品进行追踪复核,分析原因,并及时将信息反馈至有关部门,制订纠正措施,其原因分析和纠正措施可填写在《纠正预防措施实施表》.3.4 工序入库检验3.4.1.检验人员按检验作业指导书要求对工序完工的产品进行检验,检验合格在《批量管制卡》上本道工序栏内签名,包装箱上贴上标识,方可流入下道工序.3.4.2.检验不合格的产品由生产员工重新自检自分再提交检验.3.4.3.在过程出现不合格的产品控制见《不合格控制程序》和《纠正和预防措施控制程序》.3.5现场工艺纪律巡检3.5.1、检验人员必须针对员工的标准化作业应随时监督,并及时填写现场工艺纪律巡查表;3.5.2、工艺纪律巡查内容:员工严格按WI操作、物料搬运防护标识按要求到位;4、附录4.1 IPQC巡检记录表 (QP-12-R04-A0)4.2 产品的 IPQC控制计划4.3 首件检验报告 (QP-12-R03-A0)。
首中末件检验办法1.目的和范围本办法规定了生产线首、中、末件的定义以及检查要求。
本办法适用于各车间/生产线的整个生产过程。
2.定义本办法采用下列定义:2.1首件为以下情况下生产的第一件产品:(a)每班开始操作时;(b)设备调整时;(c)加工方法变化时;(d)加工条件变化时;(e)作业方法变化时;(f)更换模具时;(g)设备故障修理后再次运转时;(h)更换操作人员时。
(i)容量为每机台/3件。
(h)首检时间为接班后半小时内.2.2中件每班午休后生产的第一件产品。
正常生产时中检容量为每机台/3件,巡检时间为下午13:00。
2.3末件正常生产时的最后一件产品。
正常容量为每机台/3件2.4如发生(b)-(h)中任何一项变化,需重新按本定义对产品进行行首,中,末检查。
3.职责3.1品质部对本办法负管理职责,并保证贯彻执行;3.2生产线班长、操作人员和检验员对正确执行本办法负责。
4.实施办法4.1 首、中、末件检查文件编制4.1.1产品/过程开发工程师负责根据产品质量特性的重要性编写首、中、末件检查文件。
4.1.2首、中、末件检查文件由质量部检验员校对,质量工程师审核、品质部长批准后实施。
4. 2首、中、末件检查基准文件更改首、中、末件检查基准文件发生更改时,过程工程师填写更改单一式三份,经检验员校对,质量工程师审核,品质部长批准后实施更改,更改单由车间、品质部和管理员各保存一份。
4.3检查的实施4.3.1正常生产情况下每班应检查首、中、末件。
4.3.2在每半班发生2.1中(b)~(h)规定情况时,只检查首件、末件。
4.3.3操作工按照检查文件规定的项目对各工序产品/试件进行逐项检查,将检查的实际测量结果记录在三检表内。
4.3.4检查完毕后,针对有关键工序,例如注塑工序,应将产品/试件整齐地放在首、中、末件检查台上;其它工序,有检具的应放置在检具上,没有检具的可在适当位置放置,首件用黄色夹子,中件用白色夹子,末件用蓝色夹子标识,下料和包装工序可以整包标识,单独存放。
1目的为了强化班组的质量管理,规范首件、末件检验,降低质量风险。
2适用范围本管理规定适用于生产线的首件检验和末件检验。
3职责3.1 技术质量室负责本规定的归口管理,对执行情况进行检查并按《班组产品质量评审考核办法》实施考核。
3.2 各相关部门应严格执行本规定。
4机加工工序首件检验要求4.1 首件检验指令的分类首件检验指令包括:首件自检、首件边做边检和首件停机送检等。
首件自检:即首件生产后仅要求操作工进行自检,合格后开始生产。
首件边做边检:即首件生产后送精测间或平台边生产边等待检测结果。
首件停机送检:即首件生产后送精测间或平台停机检测,检测合格后生产。
4.2 自检检测要求4.2.1普通加工工序:要求所有加工项目都要检测。
4.2.1.1同一把刀具钻、攻、粗镗具有相同检测内容的孔允许使用规定的检测手段检测该刀具加工的最后一个孔,其它孔目测。
4.2.1.2其它同一把刀具加工的具有相同检测内容的加工部位,首、尾加工部位必须检测,中间加工部位目测。
4.2.1.3具有不相同检测内容的加工部位,必须按4.3.1.1和4.3.1.2规定进行检测。
4.2.2精加工工序:同一把刀具钻、攻具有相同检测内容的孔允许按4.3.1.1和4.3.1.3要求检测,其它同一把刀具加工的所有内容都必须检测。
4.2.3有专用量具检测的项目必须使用相应的专用量具检测。
无专用量具检测的项目,通用量具可以检测的项目必须使用通用量具检测(高精度通用量具可以代用低精度通用量具,量程在测量范围内的游标卡尺、深度卡尺允许代用)。
无专用量具检测的项目,通用量具不可以检测的项目必须目测。
4.2.4首检工件在填写自检记录表时在“追溯号”旁标注“首”记号(自检记录表中有特殊规定的按自检记录表中的要求填写)。
末检件工件在填写自检记录表时在“追溯号”旁标注“末”记号。
4.2.5首件自检必须完成所有频次检内容。
4.3 送精测间检测要求4.3.1送检前工件必须进行自检并清理,送检时按照精测间要求进行登记,并注明“首件”、“专检”等能清楚表明检测目的的字样(允许简写)。
一、质量记录的定义:“质量记录”是体系文件的组成部分。
质量记录是对产品达到所要求的质量和质量体系有效运行的证实。
“记录”是记载过程状态和过程结果的文件。
二、质量记录的作用:质量记录是质量管理的一项重要基础工作,是质量体系中的一个关键要素,其主要作用有:•质量记录是信息管理的重要内容。
离开及时、真实的质量记录,信息管理就没有实际意义。
•质量记录是记载过程状态和过程结果的文件。
•质量记录是一种客观证据,是一个组织质量保证的证实文件。
•质量记录为采取预防措施和纠正措施提供了依据。
•质量记录有利于产品标识和可追溯性。
三、记录填写原则:及时、准确、清晰、完整1) 及时:数据产生当时记录,尽量不要回忆性记录,以免数据可信度不高,对后期质量分析造成误导;2) 准确:数据产生按实记录,不得随意估量数据,数据位数、单位要明确,以免造成数据出现偏差,不能体现真实情况;3) 清晰:数据记录时需字迹工整,清晰可认,不易擦拭,不易造成误读;4) 完整:填写记录时信息应记录完整,不得简写、缩写、空白,应标明尽可能多的数据,避免造成差错;四、记录填写规范:1)数据记录应由数据产生人亲自填写。
2)数据记录应在数据产生后第一时间记录在案。
3)数据与数据之间应留有适当的空隙,小数点标识清晰,单位、符号等使用准确;4)有具体读数的数据应记录实际数值并尽量保证最大精度,当小数点后尾数过多时,约至小数点后2位。
5)日期填写:填写标准统一为“年(4位).月(2位).日(2位)”,如2010.03.05;6)时间填写:填写标准统一为“时(2位):分(2位)”,如09:20,时间为24小时制,下午4点需填写为16:00,而不是04:00;7)书写时应注意按区域填写,不许错格填写或越出对应的区域8)文字类需字迹工整、清晰、他人可辨,不得填写草书、艺术字;9)统一使用中性笔、签字笔、板笔填写,不得使用其他笔填写;10)如遇相同内容时,需重复填写,不得填写为其他任意文字及符号;11)笔误的处理:记录不得随便更改,填写记录时如遇填写错误,不准使用涂改液和修正纸等其他办法修改,应在原数据处用单横线“——”删除内容,保持原数据可辨认,在数据旁填写正确数据,签名及更改日期。
首中末件检验规范(IATF16949-2016/ISO9001-2015)1.0目的和范围本办法规定了生产线首、中、末件的定义以及检查要求。
本办法适用于各车间/生产线的整个生产过程。
2.0定义本办法采用下列定义:2.1首件为以下情况下生产的第一件产品:(a)每班开始操作时;(b)设备调整时;(c)加工方法变化时;(d)加工条件变化时;(e)作业方法变化时;(f)更换模具时;(g)设备故障修理后再次运转时;(h)更换操作人员时。
(i)容量为每机台/3件。
(h)首检时间为接班后半小时内.2.2中件每班午休后生产的第一件产品。
正常生产时中检容量为每机台/3件,巡检时间为下午13:00。
2.3末件正常生产时的最后一件产品。
正常容量为每机台/3件2.4如发生(b)-(h)中任何一项变化,需重新按本定义对产品进行行首,中,末检查。
3.0职责3.1品质部对本办法负管理职责,并保证贯彻执行;3.2生产线班长、操作人员和检验员对正确执行本办法负责。
4.0实施办法4.1 首、中、末件检查文件编制4.1.1产品/过程开发工程师负责根据产品质量特性的重要性编写首、中、末件检查文件。
4.1.2首、中、末件检查文件由质量部检验员校对,质量工程师审核、品质部长批准后实施。
4. 2首、中、末件检查基准文件更改首、中、末件检查基准文件发生更改时,过程工程师填写更改单一式三份,经检验员校对,质量工程师审核,品质部长批准后实施更改,更改单由车间、品质部和管理员各保存一份。
4.3检查的实施4.3.1正常生产情况下每班应检查首、中、末件。
4.3.2在每半班发生2.1中(b)~(h)规定情况时,只检查首件、末件。
4.3.3操作工按照检查文件规定的项目对各工序产品/试件进行逐项检查,将检查的实际测量结果记录在三检表内。
4.3.4检查完毕后,针对有关键工序,例如注塑工序,应将产品/试件整齐地放在首、中、末件检查台上;其它工序,有检具的应放置在检具上,没有检具的可在适当位置放置,首件用黄色夹子,中件用白色夹子,末件用蓝色夹子标识,下料和包装工序可以整包标识,单独存放。
部门项目技术处1、表记和可追忆性管理2、连续改良的实行3、技术文件改正控制4、顾客工程规范的评审5、技术文件管理6、外来文件管理7、过程设计开发8、制造过程监督和丈量9、过程审查10、内部审查质量系统平时检查表体系要求应形成的质量记录达成状况按规定进行产品表记、工序转移卡现场使用的表记和工序卡款式卡的设计和管理按《连续改良管理程序》进行立连续改良实行总结报告,包含、实行项、计划编制、达成状况统计、考证、举措等按《改正控制程序》进行改正评技术文件的改正评审和改正记录审和记录新接到的产品图要在2个工作周内工程规范的评审记录达成评审按《技术文件管理程序》要求对文件登记、发放、回收清单和记录技术文件进行管理按《文件控制程序》要求对外来外来文件的台帐文件进行实时登记①、按《过程开发管理程序》要FMEA、CP、作业 / 查验指导书及其评审求编制工艺文件、更新、发放、回收记录②、按《过程开发管理程序》要CPK、PPK过程能力研究记录求进行初始过程能力研究按《制造过程的监督和丈量管理作业 / 查验指导书程序》要求编制工艺文件按年度计划实行并记录公司内部过程审查总结报告按《内部审查管理程序》和年度公司内部审查总结报告计划实行并记录,每年起码一次部门项目11、管理评审12、连续改良计划达成率13、现场防错14、文件控制15、管理评审改良举措达成率16、内部审查不合格项整顿达成率17、检具规程的编制和下发18、文件的编制和管理质量系统平时检查表体系要求应形成的质量记录达成状况按《管理评审程序》和年度计划公司管理评审总结报告实行并记录,每年一次半年统计一次,目标值 100%统计报告生产现场应有防错表现现场防错记录①、技术文件受控率半年统计一统计报告次,目标值 100%②、技术文件改正率半年统计一统计报告次,目标值 100%③、技术文件发放回收率半年统统计报告计一次,目标值 100%每年统计一次,目标值 100%统计报告每次审查结束后,目标值 100%统计报告应实时编制《产品检具查验规程通用及专用检具查验规程和使用指导》书格式的一致,编号的一致编制、发放、改正、回收记录、每年一次适发放控制、有效性监控宜性审查部门项目质检处1、月份质量损失统计2、返工返修产品的控制3、监督和丈量装置的管理4、外面实验室5、产品的监督和丈量质量系统平时检查表体系要求应形成的质量记录达成状况月统计,半年总结,年末汇总分月份质量损失统计剖析报告析,并形成趋向图严格履行《不合格品控制程序》不合格品通知单、返工返修通知单、要求报废通知单①、按《监督和丈量装置控制管理程序》要求成立台帐等信息并量检具装置台帐、简历卡、周期检定按量检具校准周期计划检定并记合格证、校准记录录②、按计划进行丈量系统剖析丈量系统剖析报告外面实验室要经顾客赞同外面实验室资质证明、顾客赞同书①、按要求正确填写各样查验记首、巡、复检记录、监控记录、终检记录、现场的顺手可得的查验作业指录导书②、按《产品的监督和丈量控制产品全尺寸查验报告、产品周期性检程序》要求,按年度计划实行产验和实验报告(包含原资料外委查验品的全尺寸查验和周期性查验和和试验)实验③、按《产品的监督和丈量控制产品审查记录与总结报告程序》要求对产品进行审查④、按《产品的监督和丈量控制进货材质单、供给商自检合格报告、程序》要求对每批来料并进行检外协热办理等产品查验报告、进货产验品查验记录部门项目6、质量信息反应7、纠正和预防举措实行8、交托产品不良率9、量检具实时校准率10、纠正预防举措达成率11、新工装查收单中的检测记录12、文件的编制和管理13、车间的样件管理质量系统平时检查表体系要求应形成的质量记录达成状况正确、实时填写和传达质量信息质量信息反应单记录反应单按《纠正和预防举措管理程序》纠正和预防举措的实行报告、8D报告履行PPM不大于 400,月统计,半年总结,年末汇总剖析,并形成趋向统计报告图半年总结,目标值100%统计报告半年总结,目标值 100%统计报告新工装查收时填写检测记录检测记录格式的一致,编号的一致编制、发放、改正、回收记录、每年一次适发放控制、有效性监控宜性审查放在车间的样件要按期养护和整标准样件养护及记录理部门项目物质处1、采买物质进货登记2、最低库存贮备量管理3、年度及月份采买计划4、库存物质管理质量系统平时检查表体系要求应形成的质量记录达成状况每次进货时对进货时间、数目等采买物质进货登记表事项进行即时登记按顾客要货规律性拟订贮备数最低库存贮备量明细表、库存报警单量,每半年更新一次。
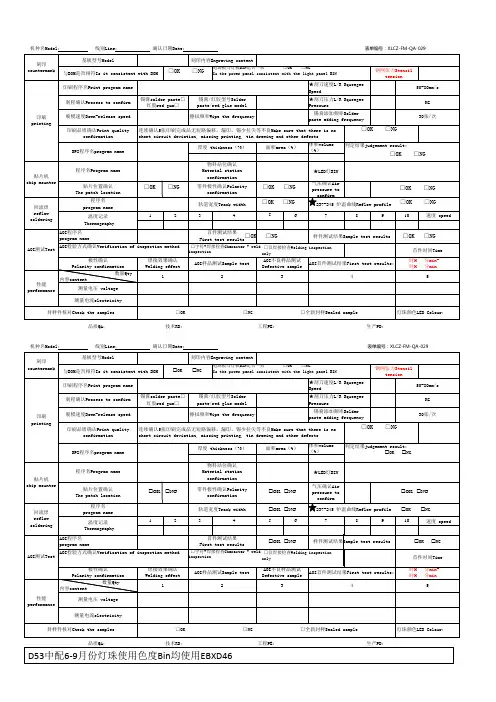
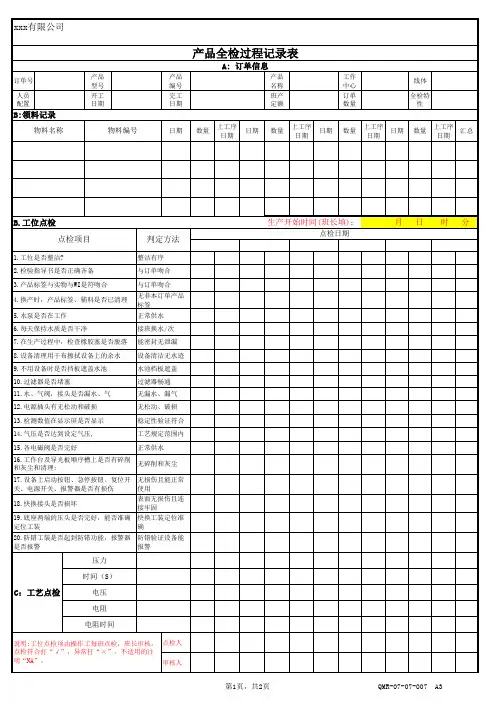
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
图号:零件名称:
编制人:
关键日期:
核心小组:
编制日期车型年/年辆类型:修订日期:
A
版本:FMEA编号:制程负责部门:工程部
图号:零件名称:
编制人:关键日期:
核心小组:
编制日期车型年/年辆类型:修订日期:
A
版本:FMEA编号:制程负责部门:工程部
图号:零件名称:
编制人:关键日期:
核心小组:
编制日期车型年/年辆类型:修订日期:
A
版本:FMEA编号:制程负责部门:工程部
图号:零件名称:
编制人:关键日期:
核心小组:
编制日期车型年/年辆类型:修订日期:
A
版本:FMEA编号:制程负责部门:工程部R.P.N.值大于36须采取措施降低风险。