包材检验准则
- 格式:doc
- 大小:63.00 KB
- 文档页数:10


通用质量检验标准(A版)1.目的在顾客未提出特别要求时,明确本公司生产产品应达到的质量水平及检验标准,明确原辅材料进货、产品储存运输应达到的质量水平。
2. 范围本标准适用于本公司原材料采购、产品生产(含生产工序委外加工)、储存和运输等过程的质量控制,适用于顾客没有特别规定的产品生产质量控制与检验,适用于营业部门与顾客沟通、进行业务洽谈时参考,适用于生产技术部在生产过程中进行工序生产质量控制,适用于生产技术部和品质部对工序产品或成品进行检验,适用于全质办和品质部对采购、产品生产、储存和运输等过程进行巡查或抽检。
本标准不涉及公司生产设备及其所需的备件采购、备件委外加工。
3. 定义质量标准——原辅材料进货和投入生产要求的质量项目、生产产品要求的质量项目、储存和运输产品要求的质量项目、部门或车间工序人员工作过程的操作项目,应达到的水平。
检验标准——质管人员、检验人员在进行原辅材料和产品质量判定时,在进行现场巡查或抽查时,所依照的质量标准、有关的条款或数值。
产品————在生产过程中指成品或半成品,在储存与交付阶段指进入成品仓库的成品。
半成品———指生产过程中各工序加工后的工序产品,但成型加工工序后的产品除外。
4. 引用文件GB 13024-91箱纸板GB 13023-91 瓦楞原纸QB 1011-91单面涂布白板纸ZBY 32024-90 白卡纸GB/T 10335-1995 铜版纸GB 7705-1987平版装潢印刷品GB/T17497-1988 柔性版装潢印刷品GB/T 6544-1999 瓦楞纸板GB 6543-86 瓦楞纸箱GB 2828-1987 逐批检查计数及抽样表GB/T 6545-1998 瓦楞纸板耐破强度的测定方法GB/T 6546-1998 瓦楞纸板边压强度的测定方法GB/T6547-1998 瓦楞纸板厚度的测定方法GB/T 6548-1998 瓦楞纸板粘合强度的测定方法5. 内容5.1 原辅材料质量标准5.1.1 原纸进货质量标准a 箱纸板——根据GB13024-91箱纸板结合我公司实际情况,将箱纸板分为4级:高档箱纸板(一等)、普通箱纸板(二等)、普通箱纸板(三等)、挂面纸(四等)。


化妆品包材检验标准
化妆品包材是指用于盛装化妆品的各种容器、瓶盖、管身、喷头等材料。
其质
量安全直接关系到化妆品的质量和安全性。
因此,对化妆品包材的检验标准显得尤为重要。
一、外观检验。
化妆品包材的外观质量是其质量的首要标准之一。
外观质量良好的包材应当无
明显的瑕疵、气泡、凹凸、划痕等缺陷。
同时,包材的颜色、透明度、光泽度等也应符合相关标准要求。
二、尺寸检验。
化妆品包材的尺寸准确与否直接关系到其与化妆品的匹配度。
因此,在检验过
程中,需要对包材的外径、内径、高度、容积等尺寸进行精确测量,确保其符合设计要求。
三、物理性能检验。
包材的物理性能包括抗压强度、耐磨性、耐冲击性等。
这些性能的好坏直接关
系到包材在生产、运输、使用过程中的耐久性和安全性。
因此,需要对这些物理性能进行严格的检验和测试。
四、化学性能检验。
化妆品包材在接触化妆品的过程中,可能会释放出有害物质,对人体造成危害。
因此,对包材的化学性能也需要进行严格检验,确保其不会对化妆品造成污染或危害。
五、卫生安全检验。
化妆品包材作为与人体直接接触的物品,其卫生安全性是至关重要的。
在检验过程中,需要对包材的卫生指标进行检测,确保其符合相关的卫生标准。
综上所述,化妆品包材的检验标准涉及外观、尺寸、物理性能、化学性能和卫生安全等多个方面。
只有在这些方面都符合相关标准要求,才能保证化妆品包材的质量和安全性。
因此,生产企业在生产过程中,需要严格按照相关标准进行检验,确保产品质量,保障消费者的权益和安全。
包材检验标准有哪些
包材检验就是检查包装材料,以确保其满足特定标准、确保产品
安全使用和性能达标,延长产品的食用期。
一般情况下,包材检验主要包括材料的实物检查、性能检测和记录。
实物检查是检查包材材料的存在性,主要包括外观检查和尺寸检查,了解包装材料是否有破损,或者尺寸是否符合要求。
性能检测是检查包材材料的使用性能,其中包括耐腐蚀性检查,
可以了解包材材料是否能抵抗饮料和汽油等腐蚀性液体;同时还可以
检查韧度、密封性、压得力、材料强度和电气属性等。
记录检查是将所检查包装材料的信息记录下来,并将其保存,以
便后续进行查询。
以上就是包材检验的主要内容,是一项系统性的工作,主要是为
了确保包材材料的质量,不致使产品受损和损害,保证客户的利益。
因此,为进行高质量的包材检验,必须建立规范的包材检验程序,遵守相关的国家标准和行业标准,确保可生产出高质量的产品。
最终,确保其安全使用和性能达标。
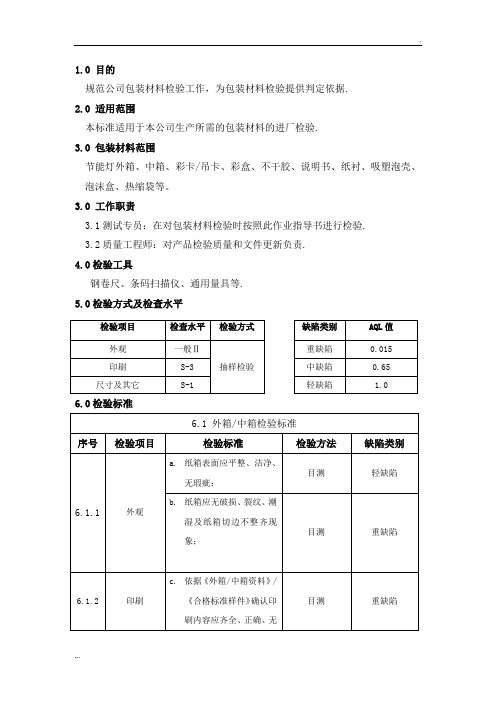
1.0 目的规范公司包装材料检验工作,为包装材料检验提供判定依据.2.0 适用范围本标准适用于本公司生产所需的包装材料的进厂检验.3.0 包装材料范围节能灯外箱、中箱、彩卡/吊卡、彩盒、不干胶、说明书、纸衬、吸塑泡壳、泡沫盒、热缩袋等。
3.0 工作职责3.1测试专员:在对包装材料检验时按照此作业指导书进行检验.3.2质量工程师:对产品检验质量和文件更新负责.4.0检验工具钢卷尺、条码扫描仪、通用量具等.5.0检验方式及检查水平6.0检验标准6.1 外箱/中箱检验标准序号检验项目检验标准检验方法缺陷类别6.1.1 外观a.纸箱表面应平整、洁净、无瑕疵;目测轻缺陷b.纸箱应无破损、裂纹、潮湿及纸箱切边不整齐现象;目测重缺陷6.1.2 印刷c.依据《外箱/中箱资料》/《合格标准样件》确认印刷内容应齐全、正确、无目测重缺陷检验项目检查水平检验方式缺陷类别AQL值外观一般Ⅱ抽样检验重缺陷0.015印刷S-3 中缺陷0.65 尺寸及其它S-1 轻缺陷 1.0文字错误且清晰可辨识。
d.核对条形码是否正确,且可以使用条形码扫描仪扫描出。
①目测②条形码扫描仪重缺陷e.印刷图案/字样不得有色差、模糊、断点、,造成辨识困难。
目测中缺陷6.1.3 尺寸f.依据《外箱/中箱资料》检验外箱/中箱各项尺寸尺寸公差:±5mm使用卷尺测量重缺陷g.依据《外箱/中箱资料》检验印刷标识各项尺寸.尺寸公差: ±2mm使用卷尺测量中缺陷6.2 彩盒、彩卡/吊卡检验标准序号检验项目检验标准检验方法缺陷类别6.2.1 外观a.彩盒、彩卡/吊卡表面应平整、洁净、无瑕疵;目测轻缺陷b.彩盒、彩卡/吊卡应无破损、裂纹、潮湿切边不整齐现象;目测重缺陷6.2.2 印刷c.依据《彩盒、彩卡/吊卡资料》/《合格标准样件》确认印刷内容应齐全、正确、无文字错误且清晰可辨识。
目测重缺陷d.核对条形码是否正确,①目测重缺陷且可以使用条形码扫描仪扫描出。
通用质量检验标准(A版)1.目的在顾客未提出特别要求时,明确本公司生产产品应达到的质量水平及检验标准,明确原辅材料进货、产品储存运输应达到的质量水平。
2. 范围本标准适用于本公司原材料采购、产品生产(含生产工序委外加工)、储存和运输等过程的质量控制,适用于顾客没有特别规定的产品生产质量控制与检验,适用于营业部门与顾客沟通、进行业务洽谈时参考,适用于生产技术部在生产过程中进行工序生产质量控制,适用于生产技术部和品质部对工序产品或成品进行检验,适用于全质办和品质部对采购、产品生产、储存和运输等过程进行巡查或抽检。
本标准不涉及公司生产设备及其所需的备件采购、备件委外加工。
3. 定义质量标准——原辅材料进货和投入生产要求的质量项目、生产产品要求的质量项目、储存和运输产品要求的质量项目、部门或车间工序人员工作过程的操作项目,应达到的水平。
检验标准——质管人员、检验人员在进行原辅材料和产品质量判定时,在进行现场巡查或抽查时,所依照的质量标准、有关的条款或数值。
产品————在生产过程中指成品或半成品,在储存与交付阶段指进入成品仓库的成品。
半成品———指生产过程中各工序加工后的工序产品,但成型加工工序后的产品除外。
4. 引用文件GB 13024-91箱纸板GB 13023-91 瓦楞原纸QB 1011-91单面涂布白板纸ZBY 32024-90 白卡纸GB/T 10335-1995 铜版纸GB 7705-1987平版装潢印刷品GB/T17497-1988 柔性版装潢印刷品GB/T 6544-1999 瓦楞纸板GB 6543-86 瓦楞纸箱GB 2828-1987 逐批检查计数及抽样表GB/T 6545-1998 瓦楞纸板耐破强度的测定方法GB/T 6546-1998 瓦楞纸板边压强度的测定方法GB/T6547-1998 瓦楞纸板厚度的测定方法GB/T 6548-1998 瓦楞纸板粘合强度的测定方法5. 内容5.1 原辅材料质量标准5.1.1 原纸进货质量标准a 箱纸板——根据GB13024-91箱纸板结合我公司实际情况,将箱纸板分为4级:高档箱纸板(一等)、普通箱纸板(二等)、普通箱纸板(三等)、挂面纸(四等)。
1.目的
规范包装材料的检验方法、检验项目及质量要求,确保所验收的物品质量符合公司及相关国家标准。
2.适用范围
适用于包装材料的检验、试验、验收。
客户另有要求或另有规定时,依客户规定执行。
3.职责
3.1.品质部检验员负责对包装材料进行检验和判定。
3.2.仓管员负责对进仓的包装材料进行数量清点和防护。
4.内容:
4.1.抽样标准:
4.1.1.外观、包装按GB/T2828.1正常检查单次抽样水平Ⅱ级,AQL允收水平:MI=1.5 / MA=0.65
/ C=0(AC=0 / RE=1,抽样方案主要以0.65抽取数量);尺寸、性能按GB/T2828.1正常
检查单次抽样水平S-1级,以0收1退为判定标准。
4.1.2.当样本量≤20 PCS时执行全检。
4.1.3.抽样原则:每箱/栈板上中下随机抽取。
4.2.检验内容
4.2.1.纸箱类检验
4.2.2.彩盒、白盒类
4.2.3.不干胶类
4.2.4.包装袋(PE、PVC)类检验
4.2.
5.吸塑彩卡、吸塑盒
4.2.6.纸管、纸筒
批准/日期:审核/日期:制定/日期:。
包装材料检验标准1. 引言包装材料在产品的生产、运输和储存过程中起着关键的作用。
为了确保产品的质量和安全性,包装材料需要进行严格的检验。
本文档旨在介绍包装材料的检验标准,并提供一些常见的检验项目和方法。
2. 检验标准包装材料的检验标准通常根据国家相关标准或行业标准来制定。
以下是一些常见的包装材料检验标准:2.1. 尺寸和形状•尺寸:检验包装材料的长度、宽度和厚度是否符合规定。
•形状:检验包装材料的平整度、平行度和直角度是否符合规定。
2.2. 物理性能•强度:检验包装材料的抗拉强度、抗压强度和抗撕裂强度。
•弹性:检验包装材料的弹性模量和回弹性。
•耐磨性:检验包装材料的耐磨性和摩擦系数。
2.3. 包装性能•密封性能:检验包装材料的气密性和液密性。
•包裹性能:检验包装材料的包裹性能和包装紧密度。
•抗震性:检验包装材料的抗震能力和冲击吸收能力。
2.4. 安全性能•化学物质:检验包装材料是否含有有害化学物质,如重金属、有机溶剂等。
•食品安全:检验包装材料是否符合相关食品安全标准。
3. 常见检验项目和方法3.1. 尺寸和形状检验尺寸和形状的检验可以采用以下方法:•使用千分尺或卷尺测量包装材料的长度、宽度和厚度。
•使用平行度规或量规检验包装材料的平直度和直角度。
3.2. 物理性能检验物理性能的检验可以采用以下方法:•使用万能拉力试验机测量包装材料的抗拉强度和抗压强度。
•使用裂纹扩展试验机测量包装材料的抗撕裂强度。
•使用弹性模量测试仪测量包装材料的弹性模量和回弹性。
•使用摩擦系数测定仪测量包装材料的耐磨性和摩擦系数。
3.3. 包装性能检验包装性能的检验可以采用以下方法:•使用气密性测试仪测量包装材料的气密性。
•使用液密性测试仪测量包装材料的液密性。
•使用包裹性能测试仪测量包装材料的包裹性能和包装紧密度。
•使用震动试验台测量包装材料的抗震性能和冲击吸收能力。
3.4. 安全性能检验安全性能的检验可以采用以下方法:•使用化学分析仪器检测包装材料中是否存在有害化学物质。
标签检验准则1.目的:本检验准则是为了控制不合格的标签入库、流入到生产使用和市场销售。
从源头上杜绝不合格标签的使用。
2.范围:本检验准则适用于北京燕化永乐农药有限公司生产的所有产品的标签。
3.验收原则:依照随机抽检的原则,若标签为卷标形式的,则取上面三层为检验样标签,若为平卷标签则随机抽样进行检验。
抽检原则见附表。
4.内容检验:4.1色点、虚点:不允许有明显的色点、虚点存在。
4.2刀丝、损伤、脏污:标签表面不能有明显的刀丝、损伤、灰尘、脏污、油渍存在。
4.3色差、套色精度:标签的色彩要均匀、一致,不允许有明显的色差,印刷墨层要有光泽感,要求色泽丰富。
4.4破裂、粘连:不允许有此二种现象存在。
4.5折皱: 不允许有皱折存在。
4.6图形文字: 清晰、完整、准确。
4.7卷筒、卷芯:卷筒紧实,端面平整、光洁、干净,卷芯无松动或脱落,芯筒无变形现象存在。
4.8标签尺寸:标签的测量方法采用不锈钢直尺进行直接测量尺寸。
标准偏差不得超过±0.2mm。
具体尺寸见“原料检测参照修订表”。
4.9粘性(每年十一月初至次年三月末做)取5张标签和5个相应的包装瓶,把标签粘贴在包装瓶上,放入冰箱中,在0℃的温度下保持2个小时,取出查看其粘性,能否粘牢。
5.判定方法:对抽取的样品标签进行检验,若被检验项目有一项不合格,被检不合格数量达到抽检量的20%则再翻倍进行抽检,若不合格数量仍超过20%则判定该批标签不合格。
包装箱(内盒)检验准则1.目的:本检验准则是为了控制不合格的包装箱(内盒)入库、流入到生产使用和市场销售。
从源头上杜绝不合格包装箱(内盒)的使用。
2.范围:本检验准则适用于北京燕化永乐农药有限公司生产的所有产品的包装箱(内盒)。
3.验收原则:一般随机抽查来料批次的5-10个样品即可,如果有问题,严格依照随机抽检的原则进行抽查,抽查数量按附件抽查原则一览表执行。
4.检验内容4.1印刷内容:要求箱面图案、文字、印刷清晰、无误,不得出现较大的色差现象,不得有印刷油墨痕迹。
4.2压痕线:压痕线宽:单瓦楞纸箱≤12mm,双瓦楞纸箱≤17mm,折线居中,包装箱不得有裂痕、断线、重线等缺陷。
箱上不得有多余的压痕线。
4.3切刀口:刀口无明显毛刺、毛边现象,箱子成形后查看箱体各角不得有明显的漏洞、包角、豁口。
4.4 箱钉:箱钉不应有锈斑、剥层、龟裂或其它使用上的缺陷。
钉距要均匀一致,箱钉到压痕边线的距离应一致。
钉合接缝处应钉牢、钉透,不得有叠钉、翘钉等缺陷。
4.5结合、裱合结合:粘合面剥离时面纸不分离。
纸箱两片接头对齐,箱体方正。
裱合:箱面纸不准拼接、露楞、折皱、透胶、污染。
箱里纸拼接不得超过二拼;无脱胶现象。
4.6 摇盖耐折包装纸箱支撑成箱形后,瓦楞纸箱摇盖经开、合180°往复5次以上,箱面层和里层都不得有裂缝,内面层裂缝长度总和不得大于70mm。
4.7内尺寸纸箱支撑成型,相邻面夹角成90º用直尺在搭接舌处分别量取箱长和箱宽,以箱底与箱顶两内摇盖间的距离量取箱高。
所有箱子尺寸的误差范围要求是0mm—+5mm。
具体尺寸见“原料检测参照修订表”。
4.8 承压力箱子成形后,检验人呈对角线站立在箱体上,箱子不得凹角、变形、瓦楞分层等。
如果此种检验不被认可,按GB6548.4进行,堆码高度3m,抗压力值按下式计算:P=K²G(H/h-1)³9.8式中:P---抗压力值,N;K---劣变系数(强度系数),见下表:G---单件包装毛重,kg;H---堆积高度,m;h---箱高,m;注:劣变系数(强度系数)K根据纸箱所装货物贮存期和贮存条件决定。
合格判定:当试样测定值大于抗压力P时,此项合格,若有一个样箱不合格,则该项不合格。
4.9 储存期限在正常的库房温、湿度储存的情况下,在半年之内包装箱(内盒)的印刷色泽不得发生异常严重变色、跑色,箱钉不得发生生绣、绣斑等现象。
4.10判定方法对上述指标进行抽样检查,若发现检验中有一项不合格,将对该纸箱原抽检数进行翻倍检查,若仍发现抽检中有一项不合格,那么该纸箱判定为不合格。
注:为提高包装纸箱(内盒)对内装物的保护能力,允许用合适、配套的隔档、衬板等纸箱附件。
包装瓶检验准则1.目的:本检验准则是为了控制不合格的包装瓶入库、流入到生产使用和市场销售。
从源头上杜绝不合格包装瓶的使用。
2.范围:本检验准则适用于北京燕化永乐农药有限公司生产的所有产品的包装瓶。
3.验收原则:依照随机抽检的原则,见附件抽查原则一览表。
4.检验内容4.1外观杂质、气泡:瓶体不允许有半径大于1mm的杂质;无油污、无灰尘、无水渍,瓶体不允许有气泡存在。
4.2裂痕、缺口、擦痕、孔洞、砂眼瓶体不得出现裂痕、裂纹、豁口、擦痕、孔洞、砂眼等现象。
4.3飞边、毛刺、刀口:无明显毛刺、毛边现象,切刀口要求平整,不得有豁口。
4.4颜色、瓶体、瓶底包装瓶的颜色应无色差。
瓶体无变形,应成形饱满。
瓶底应平整,无高低不平等现象。
4.5瓶盖瓶盖应圆整、色泽均匀,无气泡、污点等,螺纹应圆滑无崩裂。
包装瓶盖的颜色要求同一批次不得出现2种或者2种以上的色差瓶盖,瓶盖克重要求在规定范围内。
4.6重量重量检验标准按照原料检测参照表执行。
取10个包装样瓶进行称量,使用精确度为0.1g的电子天平进行称量10个样品瓶的重量,然后取平均值与标准标示值进行比较。
4.7总高度、直径偏差:本检测项目采用测量工具采用游标卡尺测量。
高度(直径)≤150mm,最大尺寸与最小尺寸偏差要求在0.5mm之内,高度(直径)≥150mm,最大尺寸与最小尺寸偏差要求在1.0mm之内。
4.8密封性随机抽取5个包装瓶,然后往包装瓶内注入清水,随后进行封口实验,使用DGYF—S500A型电磁感应封口机进行封口,要求包装瓶和封口膜的材质必须一致,封口时要旋紧、压实,方可进行封口。
封好后用手挤压瓶体,查看是否有漏液现象。
4.9坠落性能取样瓶2个,注入实际包装量的清水,加盖拧紧,在水泥地面上进行试验,坠落高度为1m,瓶口向上,进行自由落体,目测检查瓶子不得有破损、蹦盖、破裂、变形、凹陷、水溢出等现象。
4.11铝箔瓶盖内的铝箔要求大小合适,无脱落、皱折、起翘、灰尘。
铝箔与瓶子材质相匹配合适,瓶盖加纸垫和瓶配合松紧要合适,无滑扣、拧不紧等现象,封口后瓶口不能漏液。
5.判定方法对上述指标进行抽样检查,若发现抽检中有一项不合格,将对该包装瓶来样的抽检数量加倍进行抽检,若仍发现抽检中有一项不合格,那么该包装瓶则判定为不合格。
包装膜检验准则1.目的:本检验准则是为了控制不合格的包装膜入库、流入到生产使用和市场销售。
从源头上杜绝不合格包装膜的使用。
2.范围:本检验准则适用于北京燕化永乐农药有限公司生产的所有产品的包装膜。
3.验收原则:依照随机抽检的原则,见附件抽查原则一览表。
4.检验内容:4.1 色点、虚点:不允许有明显的色点、虚点存在。
4.2刀丝、损伤、脏污:复合膜的正反面不能有明显的刀丝、损伤、灰尘、脏污等现象存在。
4.3色差、套色精度:复合膜的色彩要均匀、一致,不允许有明显的色差,印刷墨层要有光泽感,色泽丰富,网点饱和。
4.4穿孔、破裂、粘连、分层:不允许有此四种现象存在。
4.5折皱: 不允许有皱折。
4.6图形文字: 清晰、完整、准确。
4.7接头: 对花平接,不重叠,每卷接头数≤3个。
接头处必须标示有明显、牢固的标记。
4.8卷筒、卷芯:卷筒紧实,端面平整、光洁、干净,卷芯无松动或脱落,芯筒无变形现象存在。
4.9膜袋的长、宽测定裁取两个完整的包装膜袋(以包装膜的正面为主),截取带有两个黑色光标的包装膜,从第一个黑色光标到第二个黑色光标的距离为测量数据,所测得的数据为包装膜的长;测量与长相邻的长度尺寸即为包装膜的宽度。
4.10判定方法对上述指标进行抽样检查,若发现一项不合格,则判定该包装膜为不合格包材。
打包带检验准则1.目的:本检验准则是为了控制不合格的打包带入库,从源头上杜绝不合格打包带的使用。
2.范围:本检验准则适用于北京燕化永乐农药有限公司生产的所有产品的打包带。
3.验收原则:依照随机抽检的原则,见附件抽查原则一览表。
4.检测内容:4.1颜色总体检查,颜色应为白色或接近白色。
接收时要扣除不合格的部分。
4.2韧性将所取的每段样品对折后用力捏,应无裂痕,若出现裂痕再于其它处对折五次,均不得出现裂痕。
4.3热合强度根据标准规定,将打包机调到规定的合适温度后对20kg的物品进行打包,观察打包带的热合效果(用力拉打包带),不许轻易拉断。
5.判定方法对上述指标进行抽样检查,若发现一项不合格,则判定该打包带为不合格。
综合责任界定基本原则1、在抽查的过程中,如果未发现质量问题,质检判定合格,而在生产中发现问题,则先统计好出现问题的概率。
2、出现问题的概率基本原则包装瓶按3%为界限,具体的按不同情况分别对待,逐步细化。
如果包装瓶不合格率超出3%,责任落实到质检;如果低于3%,责任落实到供应商,由供应商负责。
如果同类问题一再出现,责任落实到采购部。
3、具体问题、责任以及处理由质量部提出,经总经理、副总经理批准,各部门人员落实。
附表:抽查原则一览表在满足需要的前提下,样品的数、量越少越好。
总体单元数小于500的,按下表规定进行:大于500的,按总体单元数立方根的三倍数,如遇有小数,则进为整数。
质量部2009-3-18。