车槽与切断
- 格式:ppt
- 大小:489.00 KB
- 文档页数:38




车槽刀和切断刀的刃磨矩形车槽刀和切断刀的几何形状相同,刃磨的方法基本相同,只是刀头部分的宽度和长度有区别。
有时车槽刀和切断刀可以通用。
车槽和切断是车工的基本操作技能之一,能否掌握好,关键在于车槽刀和切断刀的刃磨。
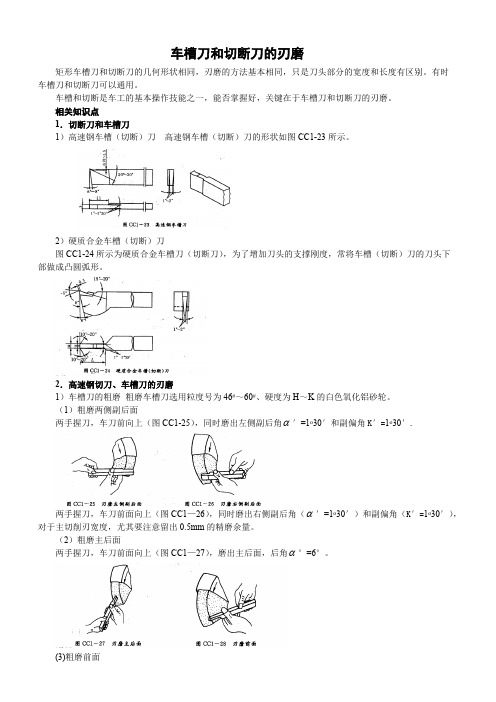
相关知识点1.切断刀和车槽刀1)高速钢车槽(切断)刀 高速钢车槽(切断)刀的形状如图CC1-23所示。
2)硬质合金车槽(切断)刀图CC1-24所示为硬质合金车槽刀(切断刀),为了增加刀头的支撑刚度,常将车槽(切断)刀的刀头下部做成凸圆弧形。
2.高速钢切刀、车槽刀的刃磨1)车槽刀的粗磨 粗磨车槽刀选用粒度号为46#~60#、硬度为H ~K 的白色氧化铝砂轮。
(1)粗磨两侧副后面两手握刀,车刀前向上(图CC1-25),同时磨出左侧副后角′=1o 30′和副偏角K′=1o 30′.α两手握刀,车刀前面向上(图CC1—26),同时磨出右侧副后角(′=1o 30′)和副偏角(K′=1o 30′),α对于主切削刃宽度,尤其要注意留出0.5mm 的精磨余量。
(2)粗磨主后面两手握刀,车刀前面向上(图CC1—27),磨出主后面,后角°=6°。
αe an dAl l t h i ng si nt he i rb ei n ga re go 两手握刀,车刀前面对着砂轮磨削表面(图CCl —28),刃磨前面和前角、卷屑槽,保证前角=25°。
2)车槽刀的精磨精磨选用粒度号为80#~120#、硬度为H ~K 的白色氧化铝砂轮。
(1)修磨主后面,保证主切削刃平直。
(2)修磨两侧副后面,保证两副后角和两副偏角对称。
(3)修磨前面和卷屑槽,保持主切削刃平直、锋利。
(4)修磨刀尖可在两刀尖上各磨出一个小圆弧过渡刃。
3.切断刀、车槽刀的刃磨时容易出现的问题刃磨车槽刀、切断刀时容易出现的问题及正确要求,见表CC1—6。
表CC1—6 刃磨车糟刀容易出现的问题及正确要求名称缺陷类型后果正确要求刀头强度低,容易造成刀头折断前面切削不顺畅,排屑困难,切削负荷大,刀头易折断会与工件侧面发生磨擦,切削负荷大副后角刀头强度差,车削时刀头易折断以车刀底面为基准,用钢直尺或角尺检查车槽刀的副后角刀头强度大,容易折断为能用直进法进行车削,切削负荷大副偏角不能车削有高台阶的工件4.安全注意事项(1)刃磨高速钢切断刀时,应随时冷却,以防退火。
令了解沟槽的种类和作用。
令掌握矩形槽和圆弧形槽的车削方法和测量方法。
令理解车沟槽时可能产生的问题和防止方法。
令掌握切断的方法。
令掌握车削沟槽零件加工的方法。
令掌握车削沟槽零件的检测。
令掌握切断时的注意事项。
槽轴,如图3- 1 所示,毛坯尺寸 50 150 mm,材料为45 号钢,分析零件加工工艺。
图3- 1 槽轴1.本任务车削矩形槽和圆形槽,并切断(4mm 处),毛坯材料为45 钢。
2.掉头,用一夹一顶加工。
3.根据尺寸公差.表面粗糙度的要求,采用先粗后精的加工方法。
切断与车槽是车工的基本操作技能之一,能否掌握好,关键在于刀具的刃磨。
⑴刃磨左侧副后刀面:两手握刀,车刀前刀面向上,同时磨出左侧副后角和副偏角。
⑵刃磨右侧副后刀面:两手握刀,车刀前刀面向上,同时磨出右侧副后角和副偏角。
⑶刃磨主后刀面:同时磨出主后角。
⑷刃磨前刀面和前角:车刀前刀面对着砂轮磨削表面。
⑴切断刀的卷屑槽不宜磨得太深,普通为0.75-1.5mm。
⑵刃磨切断刀和车槽刀的两侧副后角时,应以车刀的底面为基准,用钢尺或者直角尺检查。
⑶刃磨切断刀和车槽刀的副偏角时,要防止下列情况产生:副偏角太大,刀头强度变差,容易折断;副偏角为负值,不能用直进法切削;副切削刃不平直,不能用直进法切削;车刀左侧磨去太多,不能切割有高台阶的工件。
在零件上加工各种形状的槽的操作,叫做切沟槽。
常用的外沟槽有外圆沟槽.45 外沟槽.外圆端面沟槽和圆弧沟槽等。
车槽刀装夹是否正确,对车槽的质量有直接影响。
如矩形车槽刀的装夹,要求垂直工件轴心线,否则车出的槽壁不会平直。
⑴车精度不高.宽度较窄的矩形沟槽,可以用刀宽等于槽宽的车槽刀,采用直进法一次进给车出。
精度要求较高的沟槽,普通采用二次进给车成。
即第一次进给车沟槽时,槽壁两侧留精车余量,第二次进给时用等宽刀修整。
⑵车较宽的沟槽,可以采用多次直进法切割。
并在槽壁两侧留一定的精车余量,然后根据槽深. 槽宽精车至尺寸。
⑶车较小的圆弧形槽,普通用成型刀车削。
《切断与切槽》数控车床编程格式与编程方法要点第9讲切断与切槽·学习目的和要求1、掌握在数控车床上切断工件与切沟槽的基本方法2、掌握切断刀的安装、调整以及对刀操作3、掌握切槽切断指令的编程格式与编程方法4、掌握内切槽、外切槽、典型槽的加工方法5、掌握切断与沟槽加工的加工工艺·重点内容1、数控车床上切断工件与切沟槽的基本方法2、切断刀的安装、调整以及对刀操作3、切槽切断循环指令的编程格式4、内切槽、外切槽、典型槽的加工方法5、掌握切断与沟槽加工的加工工艺·难点内容1、工件切断与沟槽的加工工艺路线2、切断与沟槽的加工方法·实训任务1、要求每组学生必须完成一个实训项目。
2、要求每个学生必须独立完成实习报告。
·教学准备·课时分配:4H·教学方法先讲解知识内容,再进行加工操作练习。
·教学过程1、强调上课纪律,考勤记录。
2、讲解本节课主题,内容简要概括。
3、讲解安全操作规程4、上课准备5、教学分配(分组,工具配发)6、知识内容讲解7、本节课点评总结一、切槽/切断方法1、槽的类型在工件表面上车沟槽的方法叫切槽,槽的形状有外槽、内槽和端面槽。
2、切槽的方法(1)加工外槽时用外切槽刀,且沿着工件中心方向切削;加工内槽时用内切槽刀,且沿着工件大径方向切削;加工端面槽时可用外切槽刀、内切槽刀或自磨刀具。
(2)车削精度不高的和宽度较窄的矩形沟槽:可以用刀宽(主切削刃宽度)等于槽宽的切槽刀,直接采用G01直进法横向走刀一次将槽切出。
(3)车削精度要求较高的和宽度较宽的沟槽:主切削刃宽度小于槽宽,分几次直进法横向走刀,并在槽的两侧、槽底留一定的精车余量。
切出槽宽后,然后根据槽深、槽宽,最后一刀纵向走刀精车至槽底尺寸。
当切削到槽底时一般应暂停一段时间以光顺槽底。
(4)加工宽槽和多槽时:可用移位法、调用子程序、宏程序或G75切槽复合循环指令编程。
(5)车削较小的圆弧形槽,一般用成形车刀车削,或改变主偏角与副偏角的角度。