任务3 车槽和切断
- 格式:ppt
- 大小:1.57 MB
- 文档页数:29


模块二车削初级工技能训练本项目参考节数:8 节【组织教学】检查学生出勤,作好学生考勤记录。
强调课堂纪律,活跃课堂气氛。
强调实习纪律,做好安全文明生产。
【复习巩固】1.复习上次课主要学习了小滑板转动角度的计算、车内、外圆锥的方法;转动小滑板车内、外圆锥的步骤和内、外圆锥的检测方法。
播放了车内、外圆锥的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,使学生进一步增强对重点内容的认识和理解。
更加深了对车外圆锥的感性认识。
2.提问1)简述转动小滑板法的特点。
2)外圆锥检测的方法有哪些?3)车圆锥孔的常用方法有哪些?3.作业讲评作业完成情况统计表【课题导入】在机械零件上,由于工作情况和结构工艺性的需要,有各种不同断面形状的沟槽,向学生展示带有这些沟槽(外沟槽、内沟槽和端面槽)的零件,不同的沟槽有不同的加工方法。
用多媒体演示切槽和切断,从而引出切槽和切断。
【讲授新课】任务一车外沟槽和切断一、外切槽刀和切断刀的几何角度二、外切槽刀和切断刀的刃磨要求三、外切槽刀和切断刀的安装要点四、车削外沟槽和切断的方法1.车外沟槽的方法2.切断的方法五、沟槽的检查和测量六、切断刀折断【技能训练】(4小时)一、目标任务1.了解切断的概念和外沟槽的种类。
2.掌握外沟槽刀、切断刀的刃磨及装夹的方法。
3.学会用直进法和左右借刀法切断工件。
4.掌握车外沟槽和切断时产生废品的原因及预防方法。
二、示范操作刃磨外切槽刀和切断刀(教材图10-2)、安装外切槽刀和切断刀、车削外沟槽和切断、检查和测量沟槽。
三、分组练习(见附表)按课题小组轮流练习,完成本次课的训练任务。
四、巡回指导1.身体不准靠近旋转表面,严格通电,确保设备和人身安全。
2.刃磨外切槽刀和切断刀(教材图10-2)。
3.外切槽刀和切断刀的安装技巧。
4.直进法和左右借刀法切断工件。
5.沟槽的检查和测量技巧。
6.正确使用万能角度尺、角度样板和卡钳等量具。
7.车外沟槽和切断时产生废品的原因及预防方法。


模块二车削初级工技能训练本项目参考节数:8 节【组织教学】检查学生出勤,作好学生考勤记录。
强调课堂纪律,活跃课堂气氛。
强调实习纪律,做好安全文明生产。
【复习巩固】1.复习上次课主要学习了小滑板转动角度的计算、车内、外圆锥的方法;转动小滑板车内、外圆锥的步骤和内、外圆锥的检测方法。
播放了车内、外圆锥的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,使学生进一步增强对重点内容的认识和理解。
更加深了对车外圆锥的感性认识。
2.提问1)简述转动小滑板法的特点。
2)外圆锥检测的方法有哪些?3)车圆锥孔的常用方法有哪些?3.作业讲评作业完成情况统计表【课题导入】在机械零件上,由于工作情况和结构工艺性的需要,有各种不同断面形状的沟槽,向学生展示带有这些沟槽(外沟槽、内沟槽和端面槽)的零件,不同的沟槽有不同的加工方法。
用多媒体演示切槽和切断,从而引出切槽和切断。
【讲授新课】任务一车外沟槽和切断一、外切槽刀和切断刀的几何角度二、外切槽刀和切断刀的刃磨要求三、外切槽刀和切断刀的安装要点四、车削外沟槽和切断的方法1.车外沟槽的方法2.切断的方法五、沟槽的检查和测量六、切断刀折断【技能训练】(4小时)一、目标任务1.了解切断的概念和外沟槽的种类。
2.掌握外沟槽刀、切断刀的刃磨及装夹的方法。
3.学会用直进法和左右借刀法切断工件。
4.掌握车外沟槽和切断时产生废品的原因及预防方法。
二、示范操作刃磨外切槽刀和切断刀(教材图10-2)、安装外切槽刀和切断刀、车削外沟槽和切断、检查和测量沟槽。
三、分组练习(见附表)按课题小组轮流练习,完成本次课的训练任务。
四、巡回指导1.身体不准靠近旋转表面,严格通电,确保设备和人身安全。
2.刃磨外切槽刀和切断刀(教材图10-2)。
3.外切槽刀和切断刀的安装技巧。
4.直进法和左右借刀法切断工件。
5.沟槽的检查和测量技巧。
6.正确使用万能角度尺、角度样板和卡钳等量具。
7.车外沟槽和切断时产生废品的原因及预防方法。

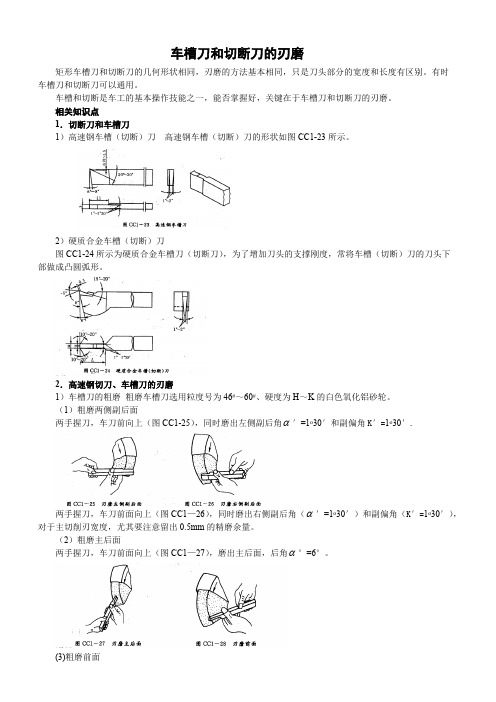
车槽刀和切断刀的刃磨矩形车槽刀和切断刀的几何形状相同,刃磨的方法基本相同,只是刀头部分的宽度和长度有区别。
有时车槽刀和切断刀可以通用。
车槽和切断是车工的基本操作技能之一,能否掌握好,关键在于车槽刀和切断刀的刃磨。
相关知识点1.切断刀和车槽刀1)高速钢车槽(切断)刀 高速钢车槽(切断)刀的形状如图CC1-23所示。
2)硬质合金车槽(切断)刀图CC1-24所示为硬质合金车槽刀(切断刀),为了增加刀头的支撑刚度,常将车槽(切断)刀的刀头下部做成凸圆弧形。
2.高速钢切刀、车槽刀的刃磨1)车槽刀的粗磨 粗磨车槽刀选用粒度号为46#~60#、硬度为H ~K 的白色氧化铝砂轮。
(1)粗磨两侧副后面两手握刀,车刀前向上(图CC1-25),同时磨出左侧副后角′=1o 30′和副偏角K′=1o 30′.α两手握刀,车刀前面向上(图CC1—26),同时磨出右侧副后角(′=1o 30′)和副偏角(K′=1o 30′),α对于主切削刃宽度,尤其要注意留出0.5mm 的精磨余量。
(2)粗磨主后面两手握刀,车刀前面向上(图CC1—27),磨出主后面,后角°=6°。
αe an dAl l t h i ng si nt he i rb ei n ga re go 两手握刀,车刀前面对着砂轮磨削表面(图CCl —28),刃磨前面和前角、卷屑槽,保证前角=25°。
2)车槽刀的精磨精磨选用粒度号为80#~120#、硬度为H ~K 的白色氧化铝砂轮。
(1)修磨主后面,保证主切削刃平直。
(2)修磨两侧副后面,保证两副后角和两副偏角对称。
(3)修磨前面和卷屑槽,保持主切削刃平直、锋利。
(4)修磨刀尖可在两刀尖上各磨出一个小圆弧过渡刃。
3.切断刀、车槽刀的刃磨时容易出现的问题刃磨车槽刀、切断刀时容易出现的问题及正确要求,见表CC1—6。
表CC1—6 刃磨车糟刀容易出现的问题及正确要求名称缺陷类型后果正确要求刀头强度低,容易造成刀头折断前面切削不顺畅,排屑困难,切削负荷大,刀头易折断会与工件侧面发生磨擦,切削负荷大副后角刀头强度差,车削时刀头易折断以车刀底面为基准,用钢直尺或角尺检查车槽刀的副后角刀头强度大,容易折断为能用直进法进行车削,切削负荷大副偏角不能车削有高台阶的工件4.安全注意事项(1)刃磨高速钢切断刀时,应随时冷却,以防退火。
令了解沟槽的种类和作用。
令掌握矩形槽和圆弧形槽的车削方法和测量方法。
令理解车沟槽时可能产生的问题和防止方法。
令掌握切断的方法。
令掌握车削沟槽零件加工的方法。
令掌握车削沟槽零件的检测。
令掌握切断时的注意事项。
槽轴,如图3- 1 所示,毛坯尺寸 50 150 mm,材料为45 号钢,分析零件加工工艺。
图3- 1 槽轴1.本任务车削矩形槽和圆形槽,并切断(4mm 处),毛坯材料为45 钢。
2.掉头,用一夹一顶加工。
3.根据尺寸公差.表面粗糙度的要求,采用先粗后精的加工方法。
切断与车槽是车工的基本操作技能之一,能否掌握好,关键在于刀具的刃磨。
⑴刃磨左侧副后刀面:两手握刀,车刀前刀面向上,同时磨出左侧副后角和副偏角。
⑵刃磨右侧副后刀面:两手握刀,车刀前刀面向上,同时磨出右侧副后角和副偏角。
⑶刃磨主后刀面:同时磨出主后角。
⑷刃磨前刀面和前角:车刀前刀面对着砂轮磨削表面。
⑴切断刀的卷屑槽不宜磨得太深,普通为0.75-1.5mm。
⑵刃磨切断刀和车槽刀的两侧副后角时,应以车刀的底面为基准,用钢尺或者直角尺检查。
⑶刃磨切断刀和车槽刀的副偏角时,要防止下列情况产生:副偏角太大,刀头强度变差,容易折断;副偏角为负值,不能用直进法切削;副切削刃不平直,不能用直进法切削;车刀左侧磨去太多,不能切割有高台阶的工件。
在零件上加工各种形状的槽的操作,叫做切沟槽。
常用的外沟槽有外圆沟槽.45 外沟槽.外圆端面沟槽和圆弧沟槽等。
车槽刀装夹是否正确,对车槽的质量有直接影响。
如矩形车槽刀的装夹,要求垂直工件轴心线,否则车出的槽壁不会平直。
⑴车精度不高.宽度较窄的矩形沟槽,可以用刀宽等于槽宽的车槽刀,采用直进法一次进给车出。
精度要求较高的沟槽,普通采用二次进给车成。
即第一次进给车沟槽时,槽壁两侧留精车余量,第二次进给时用等宽刀修整。
⑵车较宽的沟槽,可以采用多次直进法切割。
并在槽壁两侧留一定的精车余量,然后根据槽深. 槽宽精车至尺寸。
⑶车较小的圆弧形槽,普通用成型刀车削。
机械工程系实习讲义首页教学过程及教学内容[课前组织]1.检查学生出勤情况,填写教学日志。
2.检查学生装束是否整齐3.讲述要求:纪律、卫生、学习方法、如何作笔记4.宣布本项目的学习任务与目的要求:[设备工量具准备]任务一车削基础知识(1)了解车削加工时切削用量的选择原则。
(2)了解金属车削的过程。
(3)基本掌握车削过程中表面质量的控制方法。
(4)了解车刀切削时磨损的原因与刀具寿命的含义。
任务二外圆、端面、台阶的车削(1)掌握试切法与试测法控制外圆尺寸的方法。
(2)熟练掌握工件找正和安装方法。
(3)掌握零件尺寸的测量方法和对质量进行简单分析。
任务三切外沟槽、切断(1)了解切断刀和车槽刀的种类和用途。
(2)了解切断刀和车槽刀的组成部分和角度要求。
(3)掌握掌握切断刀和车槽刀的刃磨方法。
(4)掌握外沟槽的车削方法和测量方法。
(5)了解车沟槽时产生的问题和防止方法。
(6)掌握直进法和左右车削法切断工件。
[入门指导]任务一车削的基础知识导语:在车削加工时,合理选择切削用量对提高劳动生产率,延长刀具的使用寿命,保证加工质量,降低生产成本有着重要的意义。
一、车削加工时切削用量的选择1.合理选择切削用量的含义衡量切削用量是否合理的标准:①能否保证加工零件的质量要求(主要是加工精度和表面质量)②在加工系统刚性许可的条件下,是否充分利用了车床功率。
③在保证加工质量和刀具寿命的条件下,是否充分发挥了刀具的切削性能。
2.选择切削用量的原则(1)切削深度的选择(2)进给量的选择(3)切削速度的选择•选择切削速度的一般原则如下1)车刀材料使用硬质合金车刀可比高速工具钢车刀的切削速度快。
2)工件材料切削强度和硬度较高的工件时,因为产生的热量和切削力都比较大,车刀容易磨损,所以切削速度应选得低些。
脆性材料如铸铁工件,虽然强度不高,但车削时形成崩碎切屑,热量集中在切削刃附近,不易传散。
因此,切削速度也应取得低一些。
3)表面粗糙度要求表面粗糙度值小的工件,如用硬质合金车刀车削,切削速度应取得高些;如用高速工具钢车刀车削,切削速度应取得低些。
车端面、切槽和切断工艺介绍一、车端面常用的端面车刀(弯头刀和偏刀)和车端面的方法,如金工实习教材第160页所示。
对于既车外圆又车端面的场合,常使用弯头车刀和偏刀来车削端面。
弯头车刀是用主切削刃担任切削,适用于车削较大的端面。
偏刀从外向里车削端面,是用车外圆时的副切削刃担任切削,副切削刃的前角较小,切削不够轻里向外车削端面,便没有这个缺点,不过工件必须有孔才行。
车端面操作注意点:(1)安装工件时,要对其外圆及端面找正。
(2)安装车刀时,刀尖应严格对准工件中心,以免端面出现凸台,造成崩坏刀尖。
(3)端面质量要求较高时,最后一刀应由中心向外切削。
(4)车削大端面时,为使车刀准确地横向进给,应将大溜板紧固在床身上,用小刀架调整切削深度。
二、切槽切槽时用切槽刀。
切槽刀前为主切削刃,两测为副切削刃。
安装切槽刀,其主切削刃应平行于工件轴线,主刀刃与工件轴线同一高度。
切窄槽,主切削刃宽度等于槽宽,横向走刀一次将槽切出。
切宽槽,主切削刃宽度小于槽宽,分几次横向走刀,切出槽宽;切出槽宽后,纵向走刀精车槽底,切完宽槽。
三、切断切断车刀和切槽车刀基本相同,但其主切削刃较窄,刀头较长。
在切断过程中,散热条件差,刀具刚度低,因此须减小切削用量,以防止机床和工件的振动。
切断操作注意事项:1.切断时,工件一般用卡盘夹持。
切断处应靠近卡盘,以免引起工件振动。
2.安装切断刀时,刀尖要对准工件中心,刀杆与工件轴线垂直,刀杆不能伸出过长,但必须保证切断时刀架不碰卡盘。
3.切断时应降低切削速度,并应尽可能减小主轴和刀架滑动部分的配合间隙。
4.手动进给要均匀。
快切断时,应放慢进给速度,以免刀头折断。
5.切断钢时,需加切削液。