小麦粉出厂检验
- 格式:doc
- 大小:49.00 KB
- 文档页数:2
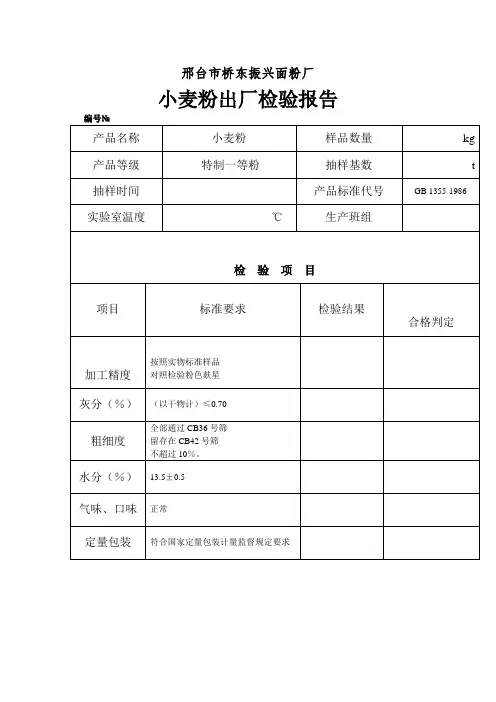
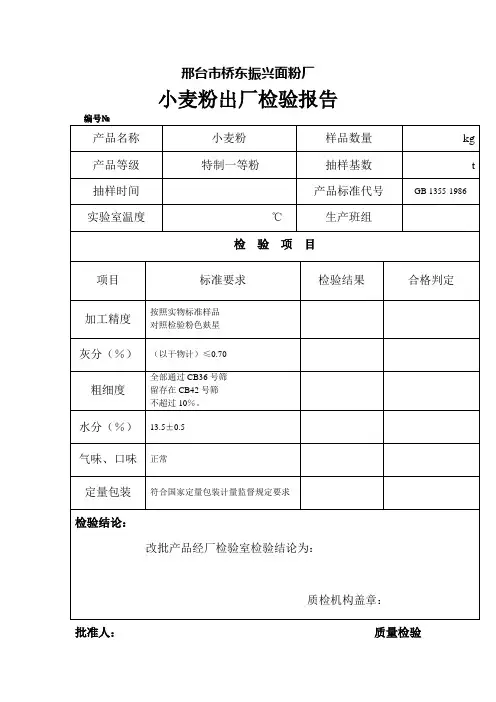
小麦粉出厂检验报告及原始记录一、出厂检验报告报告编号:FW2024-001检验日期:2024年1月10日送样人:XX食品有限公司检验项目:小麦粉一、外观和质感:小麦粉外观呈细腻粉末状,无明显凝块和颗粒,色泽均匀,质地细腻。
二、湿度:取样重量:100g烘箱干燥前重量:100.5g烘箱干燥后重量:99.8g湿度计算公式:湿度(%)=(干燥前重量-干燥后重量)/干燥前重量×100%湿度=(100.5g-99.8g)/100.5g×100%=0.7%三、筋度:方法:按标准方法进行强筋粉筋度测试。
测试结果:筋度值为90四、面团发酵度:方法:按标准方法进行面团发酵度测试。
测试结果:发酵度为180五、灰分含量:方法:按标准方法测定灰分含量。
测试结果:灰分含量为0.5%六、蛋白质含量:方法:按标准方法测定蛋白质含量。
测试结果:蛋白质含量为12%七、过氧化值:方法:按标准方法测定过氧化值。
测试结果:过氧化值为2.5mEq/kg八、测试结论:根据小麦粉的外观和质感、湿度、筋度、面团发酵度、灰分含量、蛋白质含量、过氧化值等指标测试结果,该批小麦粉符合国家相关标准要求,可以放心使用。
二、原始记录样品信息:样品名称:小麦粉样品编号:FW2024-001样品批次:2024年1月产实验记录:实验日期:2024年1月10日实验人员:XX实验员1.取样准备:1.1从样品中取出100g小麦粉,放入密封袋中。
2.外观和质感测试:2.1打开密封袋,观察小麦粉的外观和质感。
2.2记录外观和质感的测试结果,包括是否有凝块和颗粒,色泽均匀与否,质地细腻与否等。
3.湿度测试:3.1取样100g小麦粉。
3.2将样品放入烘箱中,设置温度为105℃,烘干至恒定质量。
3.3记录烘干前后的样品重量。
3.4根据湿度计算公式计算湿度值。
4.筋度测试:4.1取样10g小麦粉。
4.2按标准方法进行筋度测试。
4.3记录筋度测试结果。
5.面团发酵度测试:5.1取样适量小麦粉。
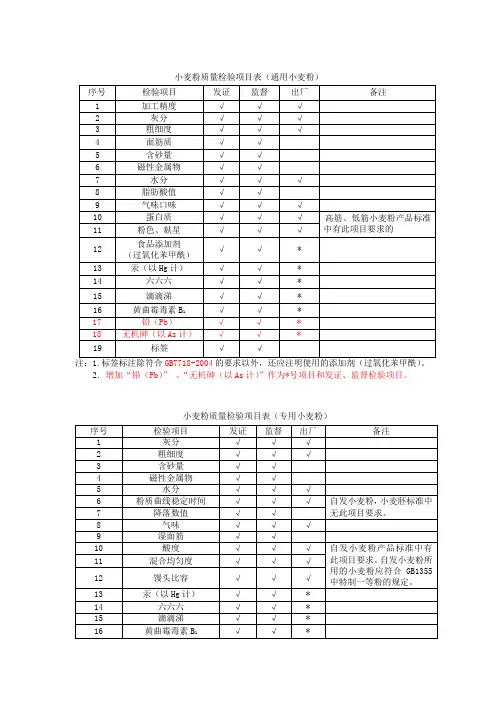
小麦粉质量检验项目表(通用小麦粉)序号 检验项目 发证 监督 出厂 备注 1 加工精度 √ √ √ 2 灰分 √ √ √ 3 粗细度 √ √ √ 4 面筋质 √ √ 5 含砂量 √ √ 6 磁性金属物 √ √ 7 水分 √ √ √ 8 脂肪酸值 √ √ 9 气味口味 √ √ √10 蛋白质 √ √ √ 高筋、低筋小麦粉产品标准中有此项目要求的11 粉色、麸星 √ √ √ 12 食品添加剂 (过氧化苯甲酰) √ √ * 13 汞(以Hg 计)√ √ * 14 六六六√ √ * 15 滴滴涕 √ √ * 16 黄曲霉毒素B 1 √ √ * 17 铅(Pb )√ √ * 18 无机砷(以As 计)√ √ *19标签√√注:1.标签标注除符合GB7718-2004的要求以外,还应注明使用的添加剂(过氧化苯甲酰)。
2.增加“铅(Pb )” 、“无机砷(以As 计)”作为*号项目和发证、监督检验项目。
小麦粉质量检验项目表(专用小麦粉)序号 检验项目 发证 监督 出厂 备注 1 灰分 √ √ √ 2 粗细度 √ √ √ 3 含砂量 √ √ 4 磁性金属物 √ √ 5 水分√ √ √6 粉质曲线稳定时间√ √ √ 自发小麦粉,小麦胚标准中无此项目要求。
7 降落数值 √ √ 8 气味 √ √ √ 9 湿面筋 √ √10 酸度 √ √ √ 自发小麦粉产品标准中有此项目要求。
自发小麦粉所用的小麦粉应符合GB1355中特制一等粉的规定。
11 混合均匀度√ √ √ 12 馒头比容 √ √ √ 13 汞(以Hg 计)√ √ * 14 六六六 √ √ * 15 滴滴涕 √ √ * 16黄曲霉毒素B 1√√*17食品添加剂(过氧化苯甲酰)√√*18铅(Pb)√√*19 无机砷(以As计)√√*20 标签√√。
一、方案背景为确保食品安全,保障人民群众身体健康,防止不合格小麦粉流入市场,根据《食品安全法》及相关法律法规要求,结合我国小麦粉生产、流通、消费现状,特制定本专项抽检方案。
二、抽检目的1. 了解辖区内小麦粉产品质量状况,及时发现和查处不合格产品。
2. 提高小麦粉生产经营者的质量意识,规范市场秩序。
3. 为政府部门制定相关政策提供依据。
三、抽检范围1. 小麦粉生产、流通、消费环节。
2. 包括通用小麦粉和专用小麦粉,如标准粉、普通粉、精制粉、高筋小麦粉、低筋小麦粉、全麦粉、特制一等小麦粉、特制二等小麦粉、面包用小麦粉、面条用小麦粉、饺子用小麦粉、馒头用小麦粉、发酵饼干用小麦粉、酥性饼干用小麦粉、蛋糕用小麦粉、糕点用小麦粉、自发小麦粉、专用全麦粉、小麦胚(胚片、胚粉)、营养强化小麦粉等。
四、抽检依据1. 《食品安全法》及相关法律法规。
2. 国家标准《食品安全国家标准食品中脱氧雪腐镰刀菌烯醇及其乙酰化衍生物的测定》(GB 5009.111)。
3. 国家标准《食品安全国家标准食品中玉米赤霉烯酮的测定》(GB 5009.209)。
4. 国家标准《食品安全国家标准食品中偶氮甲酰胺的测定》(GB 5009.283)。
5. 国家标准《小麦粉中过氧化苯甲酰的测定高效液相色谱法》(GB/T 22325)。
6. 卫生部公告2011第4号《卫生部等7部门关于撤销食品添加剂过氧化苯甲酰、过氧化钙的公告》。
7. 产品明示标准和质量要求相关的法律法规、部门规章和规定。
五、抽检内容1. 小麦粉中镉(以Cd计)、苯并[a]芘、玉米赤霉烯酮、脱氧雪腐镰刀菌烯醇、赭曲霉毒素A、黄曲霉毒素B1、过氧化苯甲酰、偶氮甲酰胺等8项检验项目。
2. 产品标签、包装、生产日期、保质期等标识信息。
六、抽检方法1. 抽样:采用随机抽样、重点抽样、跟踪抽样等方法。
2. 检验:委托具有资质的检测机构进行检验。
七、抽检时间1. 每季度开展一次全面抽检。
2. 对抽检中发现的问题产品,及时进行复检。
1. 小麦粉白度(1)检验方法:白度测定仪法(2)操作步骤:①样品预处理:将待测小麦粉充分混匀。
②制作白板:按白度仪所提供的样品盒装样,并根据白度仪所规定的方法制作白板。
③白度仪校准:按所规定的操作方法进行,用标准白板进行校准。
校准后读数为85.8±0.1,超过范围应重新校准。
④测定:用白度仪对样品白板进行测定,读取白度值。
⑤测定次数:应进行平行实验。
(3)结果表示①表示方法若校准读数为85.7,则样品白度值以白度仪显示数值减0.1表示。
若校准读数为85.8,则样品白度值以白度仪显示数值表示。
若校准读数为85.9,则样品白度值以白度仪显示数值加0.1表示。
②重复性平行实验结果的绝对差值,不应超过0.2。
2. 小麦粉水分(1)检验方法:105℃恒质法(2)操作步骤:①定温:使烘箱中温度计的水银球距烘网2.5cm左右,调节烘箱定温在105±2℃。
②烘干温度:取干净的空铝盆,放在烘箱内温度计水银球下方烘网上,烘30min-1h取去,置于干燥箱内冷却至室温,取出称重,再烘30min,烘至前后两次重量差不超过0.005g,即为恒重。
③称取试样:用烘干至恒重的小烧杯(铝盒)(W0)称取试样3g,(W1,准确至0.001克)。
④烘干试样:将铝盒盖套在盒底,将小烧杯放入烘箱内温度计周围的烘网上,在105摄氏度下烘3h后取去,加盖,置于干燥箱内冷却至室温,取出称重后,再按以上方法进行复烘,每隔30min取出冷却称重一次,烘至前后两次重量差不超过0.005g为止,质量记为W2。
(3)结果计算①公式:水分(%)=式中: W0—铝盒质量,g;W1—烘前试样的质量,g;W2—烘后试样的质量,g。
②重复性平行实验结果的绝对差值,不应超过0.2%。
3. 小麦粉灰分(1)检验方法:550℃灼烧法(2)操作步骤:①坩埚处理:将坩埚用盐酸溶液(1:4)煮1-2h,洗净晾干,用三氯化铁与蓝墨水的混合液在坩埚外壁及盖上写编号,置于550℃±10℃马弗炉内灼烧30min~1h,于干燥器中冷却至室温,称重。
小麦粉检验作业指导书1.目的通过规范作业程序,使化验操作程序符合要求,使化验工作能及时正确反映出生产中的真实情况及小麦粉的各项指标。
2.适用范围化验室的仪器使用,试剂配制以及化验分析的各个环节。
3.作业准备3.1 工作前清洁整理化验室。
3.2 检查设备仪器是否正常。
4.作业程序4.1粗细度的测定4.1.1仪器和用具a)电动粉筛:正方形,内径23.3cm,高4.8cm,转速200r/min;b)天平:感量0.1g;c)橡皮球:直径5mm;d)取样铲、毛笔、毛刷等。
4.1.2操作方法按质量标准中规定的筛层、每层筛内放5个橡皮球,从平均样品中称取试样50g(W),放入上筛层中,然后按大孔筛在上,小孔筛在下,最下层是筛底,最上是筛盖的顺序安装,关紧,开动电动机,连续筛动10min,取出将各层筛倾斜,转拍筛框并用毛笔把筛上粉集中到一角,倒出称重(W1,小于0.1g时不计重)。
4.1.3结果计算粉类粮食粗细度的测定结果以留存在规定筛层上的粉类数量占试样百分率表示。
按下列公式计算:W1留存物(%) = ━━×100W式中:W1━━筛上留存粉重量,g;W━━试样重量,g。
双试验结果允许差不超过0.5%,求其平均数,即为测定结果。
测定结果取小数点后第一位。
4.1.4新型号筛绢和旧型号筛绢规格对照新、旧型号筛绢规格对照见下表:新旧型号筛绢规格对照表━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━新型号孔宽,mm 旧型号孔宽,mm 新比旧± mm ━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━CB 30 0.198 7XX 0.193 + 0.005 CB 36 0.160 9XX 0.156 + 0.004 CB 42 0.137 10XX 0.137 0 CQ 20 0.336 54GG 0.331 + 0.005 CQ 27 0.242 70GG 0.246 - 0.004 ━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━4.2 小麦粉加工精度的测定4.2.1 仪器和用具a.搭粉板:5×30cmb.粉刀C.天平:感量0.1gd.电炉e.烧杯100mlf.铝制蒸锅、白瓷碗、玻璃棒等4.2.2 操作方法共有四种方法。
文件制修订记录1、质量指标2、检验内容质量指标中所包含的所有项目、包装3、检验方法3.1气味口味的检测3.1.1取少量试样,嘴对试样呵气,立即嗅辩气味是否正常。
3.1.2取试样放入密闭器皿内,在60~70℃的温水杯中保温数分钟,取出,开盖嗅辩气味是否正常。
3.1.3成品粮应做成熟食品,尝其味道是否正常。
3.2水分的测定按《水分的测定》的方法测定3.3粗细度的测定3.3.1原理样品在不同规格的筛子上筛理,不同颗粒的样品彼此分离,根据筛上物残留量计算出粉类粮食的粗细度。
3.3.2仪器和用具电动验粉筛:回转直径50㎜,回转速度260r/min,形状为圆形,直径300㎜,高度30㎜筛绢规格主要包括CQ10、CQ16、CQ20、CQ27、CB30、CB36、CB42等天平:分度0.1g其他用具:表面皿、取样铲、称样勺、毛刷、清理快3.3.3操作步骤3.3.3.1安装选择CQ20筛,用毛刷把每个筛子的筛绢上面、下面分别刷一遍,然后按大孔筛在上,小孔筛在下最下层是筛底,最上层是筛盖的顺序安装。
3.3.3.2测定从混匀的样品中称取试样50.0g,放入上层筛,同时放入清理块,盖好筛盖,按要求固定好筛子,定时10min,打开电源开关,验粉筛自动筛理。
3.3.3.3称量验粉筛停止后,用双手轻拍筛框的不同方位三次,取下各筛层,将每一筛层倾斜用毛刷把筛面上的残留物刷到表面皿中,称量上层晒残留物(m1),低于0.1g时忽略不计,合并称量由测定目的所规定的筛层残留物。
3.3.4结果计算粗细度以残留在规定筛层上的粉类占试样的质量分数表示。
X1=m1m×100X2=m2m×100式中x1、x2—试样粗细度(以质量分数表示),%m1—上层晒残留物质量,单位为克(g)m2—规定筛层上残留物质量之和,单位为克(g)m —试样质量,单位为克(g)3.3.5结果表示在重复性条件下,获得的两次独立测试结果的绝对值不大于0.5%,求其平均数,即为测试结果,测试结果保留到小数点后一位。
小麦粉出厂前的质量监控小麦粉是我们日常生活中常见的食品原料,其质量直接影响着食品的口感和营养价值。
为了保证小麦粉的质量,出厂前必须进行严格的质量监控。
本文将就小麦粉出厂前的质量监控进行详细介绍。
一、原料检验小麦粉的质量监控要从原料检验开始。
小麦粉的原料主要是小麦,因此在小麦进厂时,必须进行原料检验。
原料检验的主要内容包括小麦的品质、贮存条件等。
只有通过原料检验的小麦才能用来生产小麦粉,确保小麦粉的质量符合标准。
二、生产过程监控在小麦粉的生产过程中,还需要进行生产过程监控。
生产过程监控是指对生产过程中的各个环节进行监控,包括磨粉、精磨、筛分等环节。
通过对生产过程的监控,可以及时发现问题并进行调整,确保小麦粉的质量符合标准。
三、产品检验在小麦粉生产完成后,还需要进行产品检验。
产品检验是指对已生产的小麦粉进行抽样检测,检验其品质是否符合标准。
产品检验的内容包括外观质量、成分含量、微生物指标等。
只有通过产品检验的小麦粉才能出厂销售。
这一环节是保证小麦粉质量的最后一道关口。
四、质量控制措施为了保证小麦粉的质量,除了以上的原料检验、生产过程监控和产品检验外,还需要采取一系列的质量控制措施。
对生产设备进行定期维护检修,保证设备的正常运转;对生产人员进行培训,提高他们的生产技能和质量意识;对生产环境进行清洁和消毒,保证生产环境的卫生安全等。
这些质量控制措施都是为了保证小麦粉的质量符合标准。
五、质量管理体系建设为了更好地进行小麦粉的质量监控,还需要建立完善的质量管理体系。
质量管理体系是指对小麦粉生产过程中各个环节进行规范管理,确保质量管理的全面、系统和持续。
只有建立了完善的质量管理体系,才能更好地保证小麦粉质量的稳定和可靠。
六、质量安全标识为了让消费者更好地了解小麦粉的质量信息,还可以在小麦粉包装上加上质量安全标识。
质量安全标识是指在产品包装上打上质量标记,如QS标志、ISO9001认证等,表明产品通过了相关质量认证。
小麦粉出厂前的质量监控【摘要】这篇文章将从原料采购检验、生产过程监控、成品质量检测、质量控制措施和检测设备及方法等方面探讨小麦粉出厂前的质量监控。
在将介绍小麦粉质量监控的背景和重要性。
正文中将详细描述每个环节的监控措施和方法,包括原料采购的严格检验、生产过程中的实时监控和成品质量的检测。
还将阐述质量控制措施的重要性,以及检测设备及方法的应用。
在将强调小麦粉质量监控的重要性,提出提升小麦粉质量的建议,并展望未来的发展趋势。
通过本文的探讨,可以更加深入地了解小麦粉出厂前的质量监控工作,并为相关领域的研究和实践提供指导和参考。
【关键词】小麦粉、出厂前、质量监控、原料采购检验、生产过程监控、成品质量检测、质量控制措施、检测设备、方法、重要性、建议、发展趋势1. 引言1.1 小麦粉出厂前的质量监控小麦粉是我们日常生活中常用的食品原料,而小麦粉的质量直接影响到食品的口感和营养价值。
在小麦粉出厂前进行质量监控是非常重要的。
通过对原料采购的检验、生产过程的监控以及成品的质量检测,可以确保小麦粉的品质符合标准,保障消费者的健康。
在原料采购检验阶段,要对采购的小麦进行外观、气味、含水量等多个指标进行检测,以确保原料的品质良好。
在生产过程监控中,要对加工工艺进行严格把控,确保产品在加工过程中不受到污染或变质。
而在成品质量检测阶段,要对小麦粉的蛋白质含量、面筋性能等关键指标进行检测,以确保产品符合国家标准。
为了加强质量控制,企业还需制定科学有效的质量控制措施,并配备先进的检测设备和方法。
只有通过全面的质量监控措施,才能确保小麦粉的质量稳定可靠,让消费者放心食用。
在我们将进一步探讨小麦粉质量监控的重要性、提升小麦粉质量的建议以及未来发展趋势。
希望能通过这篇文章更深入地了解小麦粉质量监控的重要性和影响。
2. 正文2.1 原料采购检验原料采购检验是小麦粉出厂前的质量监控中至关重要的环节。
原料的质量直接影响到最终产品的品质,因此在采购阶段就需要进行严格的检验。