浇口和流道设计共52页
- 格式:ppt
- 大小:2.62 MB
- 文档页数:26
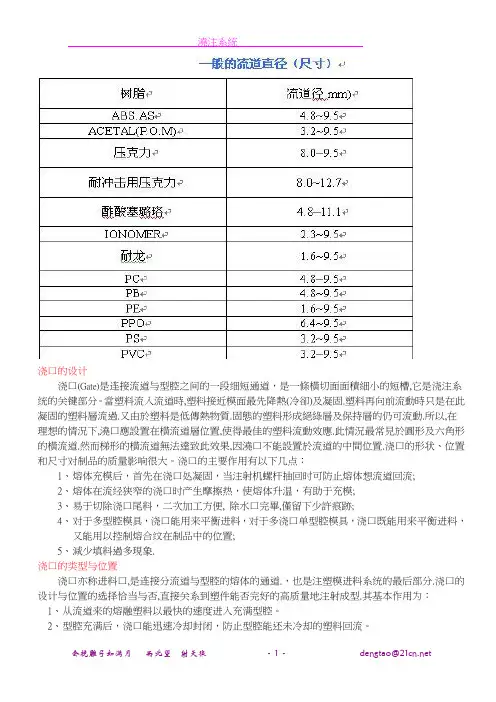
浇口的设计浇口(Gate)是连接流道与型腔之间的一段细短通道,是一條橫切面面積細小的短槽,它是浇注系统的关键部分。
當塑料流入流道時,塑料接近模面最先降熱(冷卻)及凝固.塑料再向前流動時只是在此凝固的塑料層流過.又由於塑料是低傳熱物質.固態的塑料形成絕綠層及保持層的仍可流動.所以,在理想的情況下,澆口應設置在橫流道層位置,使得最佳的塑料流動效應.此情況最常見於圓形及六角形的橫流道.然而梯形的橫流道無法達致此效果,因澆口不能設置於流道的中間位置.浇口的形状、位置和尺寸对制品的质量影响很大。
浇口的主要作用有以下几点:1、熔体充模后,首先在浇口处凝固,当注射机螺杆抽回时可防止熔体想流道回流;2、熔体在流经狭窄的浇口时产生摩擦热,使熔体升温,有助于充模;3、易于切除浇口尾料,二次加工方便,除水口完畢,僅留下少許痕跡;4、对于多型腔模具,浇口能用来平衡进料,对于多浇口单型腔模具,浇口既能用来平衡进料,又能用以控制熔合纹在制品中的位置;5、減少填料過多現象.浇口的类型与位置浇口亦称进料口,是连接分流道与型腔的熔体的通道.,也是注塑模进料系统的最后部分.浇口的设计与位置的选择恰当与否,直接关系到塑件能否完好的高质量地注射成型.其基本作用为:1、从流道来的熔融塑料以最快的速度进入充满型腔。
2、型腔充满后,浇口能迅速冷却封闭,防止型腔能还未冷却的塑料回流。
浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关.但是根据上述两句基本作用来说,浇口截面小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求.「浇口」(Gate)对於成形性及内部应力有较大的影响,通常依据成形品的形状来决定适当形式,可分为「限制浇口」与「非限制浇口」两大类.限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面尺寸的突然变化使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均均衡的充满型腔.对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量. 另外限制性浇口还起着较早固化防止型腔中的熔体倒流的作用, 加工容易,易从浇道切断成形品,可减少残留应力. 又可分为「侧状浇口」(Side Gate)、「重叠浇口」(Overlap Gate)、「凸片浇口」(Tab Gate)、「扇形浇口」(Fan Gate)、「膜状浇口」(Film Gate)、「环形浇口」(Ring Gate)、「盘状浇口」(Disk Gate)、「点状浇口」(Point Gate)及「潜状浇口」(Submarine Gate)等非限制性浇口是由竖浇道直接将塑料注入模穴的浇口,整个浇注系统中截面尺寸最大的部位,它主要是对中大型筒类,壳类塑件型腔起引料和进料后的施压作用.浇口的种类、位置、大小、数目等,直接影响成形品的外观、变形、成形收缩率及强度,所以在设计上应考虑下列事项:在注塑模设计中, 按浇口的结构形式和特点,常用的浇口形式有如下几种:1、直接浇口既是主流道浇口,属于非限制性浇口. 塑料熔体由主流道的大端直接进入型腔,因儿具有流动阻力小,流动流程短及补给时间长等特点.但是也有一定的缺点如进料处有较大的残余应力而导致塑件翘曲变形,由于浇口较大驱除浇口痕迹较困难,而且痕迹较大,影响美观.所以这类浇口多用于注射成型大,中型长流程深型腔筒型或翘型塑件,尤其适合与如聚碳酸脂,聚砜等高粘度塑料.另外,这种形式的浇口只适合于单型腔模具.在设计浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩口,变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2~4度),另一方面尽量减小定模板和定模座的厚度.这样的浇口有良好的熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于排气;这样的形式使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀.2、中心浇口当筒类或壳类塑件的底部中心或接近于中心部位有通孔时,内浇口就开设在该浇口处,同时中心设置分流锥,这种类型的浇口.实际上这是直接浇口的一种特殊形式,具有直接浇口的一系列优点,而克服了直接浇口易产生缩孔,变形等缺陷.中心浇口其实也是端面进料的环行浇口(下面介绍),在设计时,环行的厚度一般不小于0.5mm.进料口环行的面积大于主流道小端面积时,浇口为非限制性浇口;反之,则浇口为限制性型浇口.3、侧浇口侧浇口国外称为标准浇口,(各种图我这里有但是没有扫描仪) 侧浇口一般开设在分型面上,塑料熔体从内侧或外侧充满模具型腔,其截面形状多为矩形(扁槽),改变浇口宽度与厚度可以调节熔体的剪切剪切速率及浇口的冻结时间.这类浇口可根据塑件的形状特征选择其位置,加工和修整方便,因此它是应用较广泛的.优点如下由于浇口截面小,减小浇注系统的浇注系统塑料的消耗量,去除浇口容易,痕迹不明显.缺点有熔接痕存在,注射压力损失较大,使深型腔塑件的排气不利.还克分为1)扇形浇口2)平缝浇口4、环行浇口对型腔填充采用圆环形进料形式的浇口称为环行浇口.特点进料均匀,圆周上各处流速大致相同,流动状态好,型腔中的空气容易排除,熔接痕可以避免.浇口设计在型心上,浇口的厚度t=0.25~1.6mm,长度l=0.8~1.8mm;端面进料的搭接式环行浇口,搭接长度L1=0.8~1.2mm,总长L可取2~3mm; 环行浇口主要用于成型圆筒型无底塑件,但是浇注系统耗料较多,浇口去除困难,浇口痕迹明显.5、轮辐式浇口6、爪形浇口。
注塑模具设计之浇口与流道设计
1.浇口设计:
浇口是塑料进入模具腔体的通道,直接影响产品的质量和外观。
浇口设计应遵循以下原则:
1.1浇口的位置应尽量选择在产品的无重要表面或结构上,以减少产品上的痕迹和缺陷。
1.2浇口的形状应尽量简单,以便于注塑成型时的塑料流动,避免气泡和短流等缺陷。
1.3浇口的大小应根据产品的要求确定,过大会导致浇注时间过长,过小会导致注塑过程压力过高。
1.4浇口与产品的交界处应尽量平滑,以减少痕迹和切除时的损耗。
1.5浇口的数量应尽量减少,多个浇口可能导致注塑不平衡,造成产品尺寸不一致。
2.流道设计:
流道是浇口与模具腔体之间的连接通道,它将塑料从浇口引导到模具腔体中。
流道设计应遵循以下原则:
2.1流道的形状应尽量简单,避免过多的转弯或急角,以减少流动阻力和塑料流动不均匀导致的缺陷。
2.2流道的长度应尽量短,以减少注塑周期和塑料的凝结时间。
2.3流道的截面积应逐渐减小,以确保塑料在流道中均匀流动,避免气泡的产生。
2.4流道与模具腔体的接头处应尽量平滑,避免塑料流动时的冲击和挤压,以减少产品上的痕迹和缺陷。
总结起来,注塑模具设计中的浇口与流道设计需要考虑产品的要求、材料的特性和注塑工艺的要求等多个因素,以使得产品的质量达到最佳状态。
在实际设计中,需要结合实际情况进行调整和优化,不断改进和提高设计水平。