流道和浇口设计常识
- 格式:ppt
- 大小:1.96 MB
- 文档页数:20

点浇口流道设计标准点浇口流道设计是指在混凝土浇注过程中,在构件表面设置特定形状的沟槽,用于引导和控制混凝土流动。
点浇口流道设计的目的是保证浇注过程中混凝土能够均匀流动,并且确保构件表面不会产生堆积或漏浆现象。
下面是点浇口流道设计的一些标准和要求:1. 点浇口流道的形状应该是圆弧形或者椭圆形,这样能够有效地控制混凝土的流动,减少流速和冲击力,避免产生分层或者空洞等缺陷。
2. 点浇口流道的宽度要根据混凝土的流动性进行合理设计。
一般来说,流动性较好的混凝土,流道的宽度可以适当减小。
相反,流动性较差的混凝土,流道的宽度则需要适当增大。
3. 点浇口流道的深度应该根据浇注厚度和混凝土的性质来确定。
在混凝土浇注时,流道的深度要与浇注层的厚度保持一定比例。
一般来说,流道的深度可以略大于浇注层的厚度。
4. 点浇口流道的间距要根据浇筑施工的需要来确定。
一般来说,流道之间的间距可以根据施工的步骤和设备的要求来决定。
比如,如果使用振动器进行浇筑,流道之间的间距可以适当增大。
5. 点浇口流道的几何形状要符合混凝土浇筑施工的要求。
一般来说,流道的几何形状应该简单,造型规整,确保在浇筑过程中混凝土能够顺利流动。
6. 点浇口流道设置的位置要考虑结构的承重和抗震要求。
一般来说,流道的位置应该远离结构的边缘和受力部位,以避免影响结构的强度和稳定性。
综上所述,点浇口流道设计标准主要关注流道的形状、宽度、深度、间距、几何形状和位置等方面。
通过合理的设计和施工,能够保证混凝土在浇筑过程中的均匀流动,最大程度地避免产生缺陷。
同时也能够提高施工效率,减少浪费,保证结构的质量和安全。
2_05浇口和流道设计浇口和流道设计是塑料注塑成型过程中非常重要的一环,它们的设计质量直接关系到成型件的质量和生产过程的稳定性。
本文将详细介绍浇口和流道设计的意义、原则以及一些常见的设计方法。
一、浇口的设计意义1.提供熔融塑料进入模具腔体的通道,确保塑料充填腔体均匀;2.控制塑料进入速度和压力,避免短充、气泡等缺陷;3.有效防止熔融塑料对模具磨损和腐蚀;4.方便脱模和切除浇口处余料。
二、浇口设计的原则1.浇口位置应选择在产品外表面影响不大的部位,如底部、壁角等;2.浇口形状应简单,避免锐角和复杂几何形状,以利于塑料顺利进入腔体;3.浇口尺寸应合理,既能保证塑料充填,又不至于过大过长造成浪费和废料;4.浇口和产品分离的方式应考虑生产效率和产品外观要求;5.浇口设计要充分考虑熔融塑料的物理性质和流动性,避免局部过热或过冷。
三、流道设计的意义1.将浇注的熔融塑料传递到各个腔体,使得产品充填均匀;2.控制塑料的流速和压力,避免气泡、短充等缺陷;3.提供相对稳定的压力和温度环境,促进熔融塑料的密度均匀;4.对于多腔体模具,流道设计还要充分考虑产品产量的平衡。
四、流道设计的原则1.流道的直径、长度和截面积要合理选择,以保证塑料在流道内的流速符合流动性要求;2.流道和浇口的连接处要能够顺利过渡,避免过渡断面过小或过大造成流动不畅;3.流道的布置应考虑与模具结构的配合,以便于流道的加工和安装;4.尽量减少流道的弯曲和分支,以减小塑料流动阻力和热量损失;5.流道的表面要光滑,减小摩擦阻力和物料附着。
总之,浇口和流道设计是塑料注塑成型过程中关键的一环,其设计质量直接影响产品的质量和生产过程的稳定性。
合理的浇口和流道设计可以确保塑料充填均匀、避免气泡和短充等缺陷,并提高生产效率和降低生产成本。
因此,在进行浇口和流道设计时,需要综合考虑材料的流动性能、产品的几何形状、模具结构等因素,并遵循一定的设计原则。
压铸模流道与浇口设计压铸模流道设计是压铸模具设计中的重要环节,其质量的好与坏直接影响着铸件的质量和生产效果。
好的流道设计能够使得金属熔液在铸件中充分流动,保证铸件的充填性和凝固性,减少缩孔、破裂等缺陷。
因此,在进行压铸模具设计时,流道设计是需要重点考虑和完善的。
首先,流道设计需要考虑到金属熔液进入模腔的流动路径。
一般情况下,流道设计应遵循从大到小、从圆到方、从长到短的原则。
即,从金属熔液流动的开始到结束,流道的截面积逐渐减小,形状也从圆形转变为方形。
这样可以使得金属熔液在流动过程中更加平稳,避免较大的速度差异引起的涡流和过剩的测射。
其次,流道设计还应考虑到金属熔液的冷却影响。
流道的设计应使其能够迅速将熔液引导到模腔中,并确保流动的速度和温度均匀。
这样可以避免熔液在流动过程中过度冷却而凝固,造成流道堵塞或铸件表面不光滑的问题。
同时,流道设计还需要考虑到金属熔液的流动阻力。
流道的长度和弯曲度越小,流经流道的金属熔液的阻力就越小,流动能力就越好。
因此,在流道设计中应尽量减少流道的弯曲和咽喉,使金属熔液能够顺畅地流动。
另外,在流道设计中,浇口的位置和形状也是需要注意的。
浇口的位置应选择在铸件底部或靠近铸件底部的位置,以充分利用重力来推动金属熔液流动。
浇口的形状应选择为喇叭口状或倒喇叭口状,以便于金属熔液的顺畅流动和避免气泡和杂质的混入。
在进行流道设计时,还需要综合考虑模腔的结构和形状。
流道设计应适应模腔的形状,保证金属熔液能够均匀地流入并充填整个模腔。
同时,流道的尺寸也需要根据铸件的尺寸和结构来进行合理确定,以保证铸件的充填性能和凝固性能。
需要注意的是,流道设计还应结合具体的铸造材料和生产工艺来进行综合考虑和设计。
不同的铸造材料和生产工艺对流道的要求和设计方法也会有所不同。
总结起来,压铸模流道设计的目标是使金属熔液在模腔中充分流动,保证铸件的充填性能和凝固性能。
良好的流道设计能够避免铸件缺陷,提高生产效率和质量。
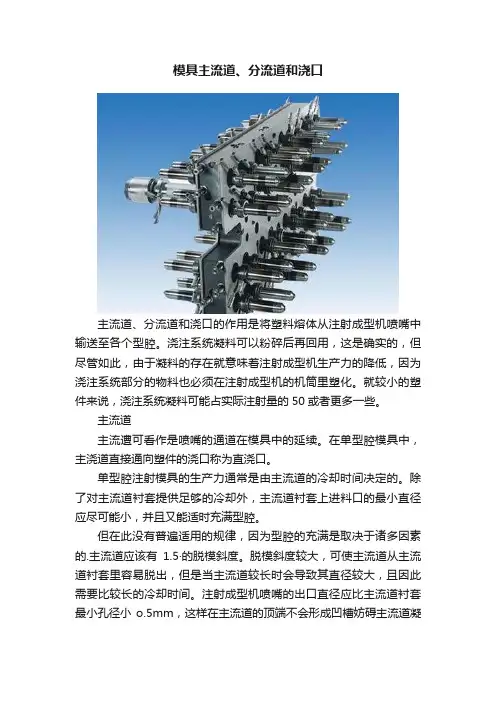
模具主流道、分流道和浇口主流道、分流道和浇口的作用是将塑料熔体从注射成型机喷嘴中输送至各个型腔。
浇注系统凝料可以粉碎后再回用,这是确实的,但尽管如此,由于凝料的存在就意味着注射成型机生产力的降低,因为浇注系统部分的物料也必须在注射成型机的机筒里塑化。
就较小的塑件来说,浇注系统凝料可能占实际注射量的50或者更多一些。
主流道主流遭可看作是喷嘴的通道在模具中的延续。
在单型腔模具中,主浇道直接通向塑件的浇口称为直浇口。
单型腔注射模具的生产力通常是由主流道的冷却时间决定的。
除了对主流道衬套提供足够的冷却外,主流道衬套上进料口的最小直径应尽可能小,并且又能适时充满型腔。
但在此没有普遍适用的规律,因为型腔的充满是取决于诸多因素的.主流道应该有1.5·的脱模斜度。
脱模斜度较大,可使主流道从主流道衬套里容易脱出,但是当主流道较长时会导致其直径较大,且因此需要比较长的冷却时间。
注射成型机喷嘴的出口直径应比主流道衬套最小孔径小o.5mm,这样在主流道的顶端不会形成凹槽妨碍主流道凝料的脱出。
分流道在多型腔模具中,塑料熔体必须通过设在模具分型面上的分流道注入各型腔。
适用于主流道的基本规律同样也适用于分流道的横断面。
还有一个附加的因素必须考虑,分流道横断面也是其长度的函数,因为可以假设分流道中压力损失的增大至少是与分流道长度成正比的。
而多半情况压力损失将更大,因为其横断面由于沿流道壁塑料熔体的固化而减小,而且离主流道距离越远,压力损失则更大。
另外主流道和分流道系统意味着损耗原料和白费了注射成型机的塑化量,所以分流道应尽可能设计得短,横断面应尽可能最小。
分流道的长度是由模具的型腔数和各型腔的几何排列决定的。
分流道横断面的形状因圆形断面分流道的表面积最小,相对于分流道断面积的热损失最少,故应尽可能采用圆形断面的分流道。
因在圆形断面分流道中心的熔料最后固化,故在保压压力的作用下,塑料熔体能沿着圆形断面分流道的中心流动最长的距离。
注塑模具设计之浇口与流道设计
1.浇口设计:
浇口是塑料进入模具腔体的通道,直接影响产品的质量和外观。
浇口设计应遵循以下原则:
1.1浇口的位置应尽量选择在产品的无重要表面或结构上,以减少产品上的痕迹和缺陷。
1.2浇口的形状应尽量简单,以便于注塑成型时的塑料流动,避免气泡和短流等缺陷。
1.3浇口的大小应根据产品的要求确定,过大会导致浇注时间过长,过小会导致注塑过程压力过高。
1.4浇口与产品的交界处应尽量平滑,以减少痕迹和切除时的损耗。
1.5浇口的数量应尽量减少,多个浇口可能导致注塑不平衡,造成产品尺寸不一致。
2.流道设计:
流道是浇口与模具腔体之间的连接通道,它将塑料从浇口引导到模具腔体中。
流道设计应遵循以下原则:
2.1流道的形状应尽量简单,避免过多的转弯或急角,以减少流动阻力和塑料流动不均匀导致的缺陷。
2.2流道的长度应尽量短,以减少注塑周期和塑料的凝结时间。
2.3流道的截面积应逐渐减小,以确保塑料在流道中均匀流动,避免气泡的产生。
2.4流道与模具腔体的接头处应尽量平滑,避免塑料流动时的冲击和挤压,以减少产品上的痕迹和缺陷。
总结起来,注塑模具设计中的浇口与流道设计需要考虑产品的要求、材料的特性和注塑工艺的要求等多个因素,以使得产品的质量达到最佳状态。
在实际设计中,需要结合实际情况进行调整和优化,不断改进和提高设计水平。

三分钟弄懂注塑模具流道与浇⼝塑料熔体从注射成型机的喷嘴经主流道、流道、浇⼝进⼈模腔。
模腔的⼈⼝被称为浇⼝。
为了防⽌喷嘴末端的固化冷料进⼈模腔,在流道的末端应该设计冷料井。
01—流道流道是从主流道到浇⼝间的重要通道,是注塑机喷嘴射出的熔融塑料的流动通道。
流道应被设计成低阻⼒和防⽌冷却。
通常,流道被设计成梯形或圆形。
图:常见流道的形状对于多腔模具,为了得到好的尺⼨精度,流道的设计⼗分重要,下图典型的多腔模具的流道设计。
图:多腔模具流道02—浇⼝浇⼝系统设计,如位置、数⽬、⼏何形状和尺⼨对⽣产效率和尺⼨精度是⼗分重要的,浇⼝的作⽤总结如下:控制流⼊模腔的塑料熔体的体积和⽅向固化前,在模腔内封闭熔料并阻⽌熔体回流到流道由于黏性耗散引起的热⽽⽣成易于切下流道,简化制品的后处理分类:⾮限制性浇⼝称为直浇⼝,如下图所⽰,这种浇⼝形式的模具设计简单,操作容易,成型容易并减⼩收缩。
但这种浇⼝成型周期变长,并易出现如裂纹、翘曲和残余应⼒等成型缺陷。
图:直浇⼝因为这种浇⼝的截⾯积,限制性浇⼝被设计成迅速固化,这种形式浇⼝的优点如下:由于减⼩了残余应⼒和围绕饶⼝的变形,从⽽减少了制品的裂纹、翘曲和变形;由于减⼩了模腔内的注射压⼒,允许更⼤的制品投影⾯积;由于缩短了浇⼝闭合时间,从⽽缩短了成型周期;由于消除了后加⼯,从⽽提⾼了制品质量。
下⾯介绍6种限制性浇⼝①侧浇⼝侧浇⼝厚度通常为制品壁厚的30%⼀-40%。
同时其宽度⼤约3倍于制品壁厚,侧浇⼝⼏乎可应⽤于所有的塑料,叠合式浇⼝和轮辐式浇⼝是侧浇⼝的变形设计。
②扇形浇⼝扇形浇⼝的截⾯宽⽽扁,有效地消除了浇⼝的缺陷,常被⽤于扁平的产品。
③膜式浇⼝上图是典型的膜式浇⼝设计,其浇⼝宽度与制品宽度⼀致,但厚度⼩很多,与扇形浇⼝⼀样能有效地消除制品的残余应⼒和变形。
④盘式浇⼝⼀个薄的盘式浇⼝围绕着盘形或环形制品以避免熔接痕的⽣成,环形浇⼝是盘式浇⼝的变形。
⑤针式浇⼝针式浇⼝通常位于制品的中间,⽽且常⽤于多点浇⼝,由于浇⼝的直径通常为0.8- -1.2mm,⼩的截⾯积引起⾼的流动阻⼒,建议使⽤低黏度塑料或⾼注射压⼒以避免⽋注。
压铸模流道与浇口设计压铸是一种通过将熔融的金属注入到模具中,形成所需形状的工艺。
在这个过程中,流道和浇口是非常重要的,因为它们决定了金属液的流动路径和充模情况。
对于大多数压铸件而言,流道主要包括归流道和分流道。
归流道是将熔融金属从浇注口引导到模腔的通道,而分流道则将金属液引导到各个腔室中。
流道的设计应该尽可能地减小金属液的流速和流动阻力,确保金属液能够均匀地填充模腔,并且不会产生气泡或其他缺陷。
在设计流道时,要考虑到金属的流动行为和模具的结构。
流道的截面应该逐渐增大,以保证金属液能够均匀地流动。
此外,流道的长度和弯曲程度也需要适当调整,以减小流动阻力和流动速度。
在流道的设计中,还应该考虑到金属的流场分布和模具的加热和冷却情况,以确保金属液能够流动到模腔的每个角落。
浇口的设计也是非常重要的。
浇口是金属液注入模具的入口,直接影响到金属液的充模情况和充模速度。
一个合理的浇口设计应该能够使金属液均匀地分布到模腔中,并且不会产生气泡或其他缺陷。
浇口的设计要尽可能地减小气体的进入,并且能够方便地从铸件中排出。
浇口的位置和形状也需要仔细考虑。
一般来说,最好选择在模具的上部或侧部设置浇口,这样可以减少气体的进入并且方便排气。
浇口的形状可以是圆形、椭圆形或矩形,具体要根据铸件的形状来确定。
在浇口的设计中,还应该考虑到金属液的充模速度、充模压力和浇注温度,以确保铸件的质量。
在流道和浇口的设计中,还需要考虑到模具的制造成本和生产效率。
流道和浇口的设计应该尽可能地简单和经济,同时也要能够满足产品的质量要求。
此外,在模具的制造过程中,还需要考虑到流道和浇口的冷却和加热情况,以确保模具的寿命和稳定性。
总之,流道和浇口的设计是压铸工艺中非常重要的环节。
一个合理的流道和浇口设计可以确保金属液能够均匀地填充到模腔中,并且不会产生气泡或其他缺陷。
同时,流道和浇口的设计还需要考虑到模具的制造成本和生产效率。
通过合理的流道和浇口设计,可以提高压铸件的质量和性能。
一. 流道(RUNNER)
流道一般分為三種:圓形,梯形及U形.
1. 圓形: 表面積小,熱量不容易散失,流動陰力最小,但需要同開在母模和公模上,要保證兩半
圓完全吻合,制造困難.
2. 梯形: 加工容易,熱量散失和陰力也不大,是常用的一種.
3. U形: 加工困難,少用.
考慮壓力損失用圓形,考慮加工容易用U形.
二. 澆口(GATE)
1. 直接澆口
優點: 熔體直接通過主流進入形腔,流程短,進料快,流動陰力小,有利排氣,適用於兩板式模具.
缺點: 去除澆口不便,部品上有明顯的澆口痕跡.
2. 側澆口
優點: 一般開設在模具分型面上,從制品內側或外側邊緣進料,適用於一模多件,能提高生產率去除澆口容易.熔體通過主流道直接進入型腔,流程短,進料快.
缺點: 排氣不便,部口上有明顯的澆口痕跡.
3. 點澆口
優點: 這種澆口尺寸很小,去除澆口后,制品上留下的痕跡不明顯,開模后可自動拉斷,不需二次加工,有利於自動化操作,適用於雙分型的三板式模,以便脫出流道凝料.
缺點: 壓力損失大,制品收縮大,變形大.
4. 潛伏式澆口
優點: 澆口設在制品側面不影響制品外觀的較隱藏部位並與流道成一定角度,潛入母模下面斜向進料.
缺點: 排氣不便,不適用於強韌材料.
排氣系統:可使型腔和澆注系統中株有空氣及塑料受熱或凝固而產生的發揮物順利地排出模具之外,以保證熔體順利充滿型腔,否則,被壓縮的氣體所產生的高溫將引起部品局部碳化焦或
產生氣泡.。