浇口及流道设计GATE_RUN_DESIGN
- 格式:ppt
- 大小:1.75 MB
- 文档页数:58
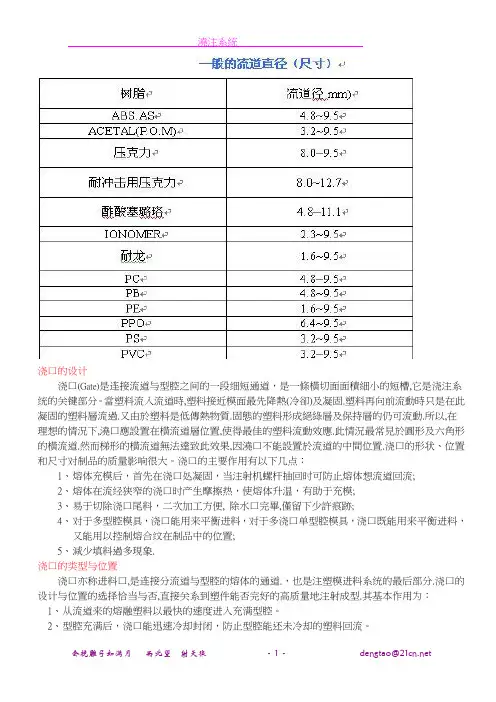
浇口的设计浇口(Gate)是连接流道与型腔之间的一段细短通道,是一條橫切面面積細小的短槽,它是浇注系统的关键部分。
當塑料流入流道時,塑料接近模面最先降熱(冷卻)及凝固.塑料再向前流動時只是在此凝固的塑料層流過.又由於塑料是低傳熱物質.固態的塑料形成絕綠層及保持層的仍可流動.所以,在理想的情況下,澆口應設置在橫流道層位置,使得最佳的塑料流動效應.此情況最常見於圓形及六角形的橫流道.然而梯形的橫流道無法達致此效果,因澆口不能設置於流道的中間位置.浇口的形状、位置和尺寸对制品的质量影响很大。
浇口的主要作用有以下几点:1、熔体充模后,首先在浇口处凝固,当注射机螺杆抽回时可防止熔体想流道回流;2、熔体在流经狭窄的浇口时产生摩擦热,使熔体升温,有助于充模;3、易于切除浇口尾料,二次加工方便,除水口完畢,僅留下少許痕跡;4、对于多型腔模具,浇口能用来平衡进料,对于多浇口单型腔模具,浇口既能用来平衡进料,又能用以控制熔合纹在制品中的位置;5、減少填料過多現象.浇口的类型与位置浇口亦称进料口,是连接分流道与型腔的熔体的通道.,也是注塑模进料系统的最后部分.浇口的设计与位置的选择恰当与否,直接关系到塑件能否完好的高质量地注射成型.其基本作用为:1、从流道来的熔融塑料以最快的速度进入充满型腔。
2、型腔充满后,浇口能迅速冷却封闭,防止型腔能还未冷却的塑料回流。
浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关.但是根据上述两句基本作用来说,浇口截面小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求.「浇口」(Gate)对於成形性及内部应力有较大的影响,通常依据成形品的形状来决定适当形式,可分为「限制浇口」与「非限制浇口」两大类.限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面尺寸的突然变化使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均均衡的充满型腔.对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量. 另外限制性浇口还起着较早固化防止型腔中的熔体倒流的作用, 加工容易,易从浇道切断成形品,可减少残留应力. 又可分为「侧状浇口」(Side Gate)、「重叠浇口」(Overlap Gate)、「凸片浇口」(Tab Gate)、「扇形浇口」(Fan Gate)、「膜状浇口」(Film Gate)、「环形浇口」(Ring Gate)、「盘状浇口」(Disk Gate)、「点状浇口」(Point Gate)及「潜状浇口」(Submarine Gate)等非限制性浇口是由竖浇道直接将塑料注入模穴的浇口,整个浇注系统中截面尺寸最大的部位,它主要是对中大型筒类,壳类塑件型腔起引料和进料后的施压作用.浇口的种类、位置、大小、数目等,直接影响成形品的外观、变形、成形收缩率及强度,所以在设计上应考虑下列事项:在注塑模设计中, 按浇口的结构形式和特点,常用的浇口形式有如下几种:1、直接浇口既是主流道浇口,属于非限制性浇口. 塑料熔体由主流道的大端直接进入型腔,因儿具有流动阻力小,流动流程短及补给时间长等特点.但是也有一定的缺点如进料处有较大的残余应力而导致塑件翘曲变形,由于浇口较大驱除浇口痕迹较困难,而且痕迹较大,影响美观.所以这类浇口多用于注射成型大,中型长流程深型腔筒型或翘型塑件,尤其适合与如聚碳酸脂,聚砜等高粘度塑料.另外,这种形式的浇口只适合于单型腔模具.在设计浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩口,变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2~4度),另一方面尽量减小定模板和定模座的厚度.这样的浇口有良好的熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于排气;这样的形式使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀.2、中心浇口当筒类或壳类塑件的底部中心或接近于中心部位有通孔时,内浇口就开设在该浇口处,同时中心设置分流锥,这种类型的浇口.实际上这是直接浇口的一种特殊形式,具有直接浇口的一系列优点,而克服了直接浇口易产生缩孔,变形等缺陷.中心浇口其实也是端面进料的环行浇口(下面介绍),在设计时,环行的厚度一般不小于0.5mm.进料口环行的面积大于主流道小端面积时,浇口为非限制性浇口;反之,则浇口为限制性型浇口.3、侧浇口侧浇口国外称为标准浇口,(各种图我这里有但是没有扫描仪) 侧浇口一般开设在分型面上,塑料熔体从内侧或外侧充满模具型腔,其截面形状多为矩形(扁槽),改变浇口宽度与厚度可以调节熔体的剪切剪切速率及浇口的冻结时间.这类浇口可根据塑件的形状特征选择其位置,加工和修整方便,因此它是应用较广泛的.优点如下由于浇口截面小,减小浇注系统的浇注系统塑料的消耗量,去除浇口容易,痕迹不明显.缺点有熔接痕存在,注射压力损失较大,使深型腔塑件的排气不利.还克分为1)扇形浇口2)平缝浇口4、环行浇口对型腔填充采用圆环形进料形式的浇口称为环行浇口.特点进料均匀,圆周上各处流速大致相同,流动状态好,型腔中的空气容易排除,熔接痕可以避免.浇口设计在型心上,浇口的厚度t=0.25~1.6mm,长度l=0.8~1.8mm;端面进料的搭接式环行浇口,搭接长度L1=0.8~1.2mm,总长L可取2~3mm; 环行浇口主要用于成型圆筒型无底塑件,但是浇注系统耗料较多,浇口去除困难,浇口痕迹明显.5、轮辐式浇口6、爪形浇口。
压铸模流道与浇口设计压铸模流道设计是压铸模具设计中的重要环节,其质量的好与坏直接影响着铸件的质量和生产效果。
好的流道设计能够使得金属熔液在铸件中充分流动,保证铸件的充填性和凝固性,减少缩孔、破裂等缺陷。
因此,在进行压铸模具设计时,流道设计是需要重点考虑和完善的。
首先,流道设计需要考虑到金属熔液进入模腔的流动路径。
一般情况下,流道设计应遵循从大到小、从圆到方、从长到短的原则。
即,从金属熔液流动的开始到结束,流道的截面积逐渐减小,形状也从圆形转变为方形。
这样可以使得金属熔液在流动过程中更加平稳,避免较大的速度差异引起的涡流和过剩的测射。
其次,流道设计还应考虑到金属熔液的冷却影响。
流道的设计应使其能够迅速将熔液引导到模腔中,并确保流动的速度和温度均匀。
这样可以避免熔液在流动过程中过度冷却而凝固,造成流道堵塞或铸件表面不光滑的问题。
同时,流道设计还需要考虑到金属熔液的流动阻力。
流道的长度和弯曲度越小,流经流道的金属熔液的阻力就越小,流动能力就越好。
因此,在流道设计中应尽量减少流道的弯曲和咽喉,使金属熔液能够顺畅地流动。
另外,在流道设计中,浇口的位置和形状也是需要注意的。
浇口的位置应选择在铸件底部或靠近铸件底部的位置,以充分利用重力来推动金属熔液流动。
浇口的形状应选择为喇叭口状或倒喇叭口状,以便于金属熔液的顺畅流动和避免气泡和杂质的混入。
在进行流道设计时,还需要综合考虑模腔的结构和形状。
流道设计应适应模腔的形状,保证金属熔液能够均匀地流入并充填整个模腔。
同时,流道的尺寸也需要根据铸件的尺寸和结构来进行合理确定,以保证铸件的充填性能和凝固性能。
需要注意的是,流道设计还应结合具体的铸造材料和生产工艺来进行综合考虑和设计。
不同的铸造材料和生产工艺对流道的要求和设计方法也会有所不同。
总结起来,压铸模流道设计的目标是使金属熔液在模腔中充分流动,保证铸件的充填性能和凝固性能。
良好的流道设计能够避免铸件缺陷,提高生产效率和质量。


压铸模流道与浇口设计压铸是一种通过将熔融的金属注入到模具中,形成所需形状的工艺。
在这个过程中,流道和浇口是非常重要的,因为它们决定了金属液的流动路径和充模情况。
对于大多数压铸件而言,流道主要包括归流道和分流道。
归流道是将熔融金属从浇注口引导到模腔的通道,而分流道则将金属液引导到各个腔室中。
流道的设计应该尽可能地减小金属液的流速和流动阻力,确保金属液能够均匀地填充模腔,并且不会产生气泡或其他缺陷。
在设计流道时,要考虑到金属的流动行为和模具的结构。
流道的截面应该逐渐增大,以保证金属液能够均匀地流动。
此外,流道的长度和弯曲程度也需要适当调整,以减小流动阻力和流动速度。
在流道的设计中,还应该考虑到金属的流场分布和模具的加热和冷却情况,以确保金属液能够流动到模腔的每个角落。
浇口的设计也是非常重要的。
浇口是金属液注入模具的入口,直接影响到金属液的充模情况和充模速度。
一个合理的浇口设计应该能够使金属液均匀地分布到模腔中,并且不会产生气泡或其他缺陷。
浇口的设计要尽可能地减小气体的进入,并且能够方便地从铸件中排出。
浇口的位置和形状也需要仔细考虑。
一般来说,最好选择在模具的上部或侧部设置浇口,这样可以减少气体的进入并且方便排气。
浇口的形状可以是圆形、椭圆形或矩形,具体要根据铸件的形状来确定。
在浇口的设计中,还应该考虑到金属液的充模速度、充模压力和浇注温度,以确保铸件的质量。
在流道和浇口的设计中,还需要考虑到模具的制造成本和生产效率。
流道和浇口的设计应该尽可能地简单和经济,同时也要能够满足产品的质量要求。
此外,在模具的制造过程中,还需要考虑到流道和浇口的冷却和加热情况,以确保模具的寿命和稳定性。
总之,流道和浇口的设计是压铸工艺中非常重要的环节。
一个合理的流道和浇口设计可以确保金属液能够均匀地填充到模腔中,并且不会产生气泡或其他缺陷。
同时,流道和浇口的设计还需要考虑到模具的制造成本和生产效率。
通过合理的流道和浇口设计,可以提高压铸件的质量和性能。
一. 流道(RUNNER)
流道一般分為三種:圓形,梯形及U形.
1. 圓形: 表面積小,熱量不容易散失,流動陰力最小,但需要同開在母模和公模上,要保證兩半
圓完全吻合,制造困難.
2. 梯形: 加工容易,熱量散失和陰力也不大,是常用的一種.
3. U形: 加工困難,少用.
考慮壓力損失用圓形,考慮加工容易用U形.
二. 澆口(GATE)
1. 直接澆口
優點: 熔體直接通過主流進入形腔,流程短,進料快,流動陰力小,有利排氣,適用於兩板式模具.
缺點: 去除澆口不便,部品上有明顯的澆口痕跡.
2. 側澆口
優點: 一般開設在模具分型面上,從制品內側或外側邊緣進料,適用於一模多件,能提高生產率去除澆口容易.熔體通過主流道直接進入型腔,流程短,進料快.
缺點: 排氣不便,部口上有明顯的澆口痕跡.
3. 點澆口
優點: 這種澆口尺寸很小,去除澆口后,制品上留下的痕跡不明顯,開模后可自動拉斷,不需二次加工,有利於自動化操作,適用於雙分型的三板式模,以便脫出流道凝料.
缺點: 壓力損失大,制品收縮大,變形大.
4. 潛伏式澆口
優點: 澆口設在制品側面不影響制品外觀的較隱藏部位並與流道成一定角度,潛入母模下面斜向進料.
缺點: 排氣不便,不適用於強韌材料.
排氣系統:可使型腔和澆注系統中株有空氣及塑料受熱或凝固而產生的發揮物順利地排出模具之外,以保證熔體順利充滿型腔,否則,被壓縮的氣體所產生的高溫將引起部品局部碳化焦或
產生氣泡.。
Runner and gate design.The Important FeaturesIntroduction;The following is a brief summary of the important factors to consider when designing runner and gating systems for Zinc and Aluminium pressure die casting dies.In the past runner systems were designed using empirical knowledge and developed using trial and error methods which involved excessive time and often multiple die trials. Today, computer programmes exist which eliminate these problems and are able to give good results immediately but, many of the most basic design issues are often neglected during the design stage particularly if the die is designed by the tool maker without consultation to the die casting technicians.These brief notes are intended as guidelines for use during training and as an aide memoiré for die design technicians and designers. They are not intended to cover all aspects of die design practice.____________________________Objective:The runner and gate system should achieve the following in basic terms:•Produce a casting of the specified quality; in terms of finish, size and tolerance, casting integrity, mechanical properties, cycle time and consistency.••Achieve first time success; to avoid wasted time on successive machine trials, delays in delivery of samples, loss of customer confidence and excessive die developmentcosts.••Provide optimum yield; increases efficiency by optimising the casting to runner yield ratio, improve metal losses due to lower re-melt weights, reduces cycle times due toimproved thermal efficiency.THE BROCK METAL COMPANY LIMITED,WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR.Runner and gate design.Influencing factors.Designing a runner system:Selection of the machine should be based on several factors but not just shot weight and platen area. Most machines are supplied with a PQ2 diagram or one exists from measurements taken on other similar machines. Runner designs should be based on machine performance with a given plunger or shot sleeve diameter, known hydraulic pressure and in the case of hot chamber die casting the nozzle size. Both projected area and lock tonnage should also be considered if the proposed runner plus casting is liable to approach the machine limits.Casting geometry:The cavity should be positioned to promote the best cavity fill conditions while accommodating essential die features such as core slides, cooling channels, sensitive casting features, number of cavities and robotic removal constraints. Other process criteria such as second operation locations, clipping orientation, break off de-gating and finishing requirements should also be considered before the cavity position is decided.Uniform flow path:The runner should establish a uniform metal flow rate deigned to promote the best hydraulic system, stable metal pressure and velocity. Most computer design programmes will control these features but the designer will still have institute a flow path allows these features conform to the desired parameters.Cavity fill conditions:Modern pressure die casting machines often have more power at the shot end than is required to achieve the optimum fill conditions. Consequently, the performance offers many gate area options capable of achieving the desired fill conditions – the designer must select the most suitable based on the casting specification and process limitations.Cavity fill pattern:Is invariably decided by the casting geometry and gate position but the metal pressure and velocity will have influence but to a lesser extent. The influence of casting features such as vertical surfaces and ribs, variable section thicknesses, isolated bosses and cores must be considered when the gate position is decided.Venting and overflow wells:Should all be considered at the design stage – are directly related to the cavity fill conditions and casting geometry but also the introduction of over flow wells or pockets may have significant cost implications.THE BROCK METAL COMPANY LIMITED,WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR.Runner and gate design.Machine Performance.Effects of change.Injection pressure: Reduce or increase .• Increased injection pressure – will increase flash, raise galvanising and die erosion.Optimum pressure levels will improve casting integrity, maintain speed and velocity and improve cavity fill conditions.Reduced injection pressure – reduces flow rates, and static metal pressure on hot chamber pressure die casting machines.• Plunger diameter – on hot chamber die casting machines smaller plungers give thebest casting results with higher injection pressure and faster delivery. On aluminium cold chamber machines plunger diameter choice is less critical but effect is far more significant in performance terms - increasing delivery velocity and reducing cavity fill times.• Plunger speeds - high terminal velocities can produce pressure spikes on older diecasting machines leading flash and die wear. High gate speeds result in expensive die maintenance due to die erosion and galvanising.• Runner Area/volume - die designer should create a uniform flow through the runnerby establishing nozzle area (hot chamber) as the largest section in the runner.Progressively reducing the cross sectional area of the runner at each section to the gate which should be the smallest area in the runner system. Similarly, on cold chamber dies the sprue post runner should be the largest runner section down to the gate which should be smallest section of the runner.Flow rate histogram.N o z z l e a r e aGateAreaTHE BROCK METAL COMPANY LIMITED,WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR.Runner and gate design.Runner features‘Y’ Junction not ‘T’‘Y’ JunctionReduces area and increases pressure progressively.‘T’ JunctionIncreases volume at the junction creating low pressure area at the centre of the gate.THE BROCK METAL COMPANY LIMITED,WALSALL RO D. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR.ARunner and gate design .Runner featuresTaper tangential runner - with shock absorber – showing section change A to B toSmaller diagram – illustrates poor runner design small access radius,increased e taper,maintain pressure and velocityrunner volume at the radius, small runner cross section at the end of th and no shock absorber.THE BROCK METAL COMPANY LIMITED,WALSALL RO D. NORTO NES, CANNOCK, STAFFS, UK WS11 9NR.A N CARunner and gate design .Runner featuresDrawings – Show section through sprue posts on Aluminium (top ) and Zinc (bottom )This area most commonly inte d incorrectly by toolmakers.Note; Th radiusdies.rprete e reduction from the sprue faces to die face and the size and blend which are struck from the same centre to ensure even transition from sprue to die.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD,. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR.Runner and gate design .Runner featuresRunner sections: Need to be adjusted by differing percentages tor l10% reduction in runnerarea- down stream of metalaccommodate larger angular direction changes30% reduction in runner a ea - down stream of meta flow – for 900 bend.flow – for a 200 bend.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR,Runner and gate design .Gate Areasate Areas:ptimum for Zinc alloy pressure die-casting :ed / velocity – 35 – 45 metres per second.ish – 20 milli seconds or functionalOptimum for Aluminium alloy pressure die casting:5 metres per second..ortant on large castings asFil a etry: has the largest influence on cavity flow paths – high metal velocitypplied to vertical casting faces causes turbulence, galvanising and impedes metal. All of which and areas; It is possible to assess parts of the casting separately nd this may be advantageous if they are unlikely to be fed directly from the gate. of a given part sing separate gates for each zoned area. This will often improve fill characteristics low: It must be stressed that the gates and runner both fluence flow direction. Once the runner is established metal under pressure will G O • Gate spe • Cavity fill time – plated or powder coated fin parts – 40 milli seconds.• Gate depth – 0.15 – 0.5 mm.• Gate speed / velocity – 25 to 3To avoid die erosion and control cavity fill characteristics • Cavity fill time – end of fill temperature is most imp solidification can occur prior to cavity filling.• Depth 1.25 – 3 mm (1.5 mm minimum for machine intensification to be effective ).l P ttern:Casting geom a can result in expensive die repairs / maintenance. Section changes and cores change pressure and direction and these effects need to be considered and understood when considering gate position options.Zones volumes a Using computer programmes allows each separate zone to be quantified in volume and surface area terms. If treated as un-gated the fill time and end of fill temperature can be determined as a comparison with the main body of the total casting.Gating separate zones: It is possible also to examine separate zones u and reduce the risks of defects. The uses of multiple gates are not a risk if designed and implemented correctly.Runner will direct metal f in enter the cavity in the same direction and flow angle. Varying injection speed and metal pressure may alter this angle slightly but this is only a fine tuning method.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD. NORTO NES, CANNOCK, STAFFS, UK WS11 9NR,N CARunner and gate design .Fill pattern.Influence of casting geometry ertain casting shapes are best filled in a predetermined way, if the toolingre the depth is 50% of the edge length or more he box :C configuration allows. Deep boxes, whe can be fed using the gate runner configuration shown below – alternatively t can be turned through 450 to shorten the runner distance and improve shot yield.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR,Runner and gate design .Fill pattern.vals or round castings: Try to fill the centre first using either a runneronfiguration below or a more traditional fan feed. With fan feeds it is essential to getO c the ratio of the approach angle and width of gate correct.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR,Runner and gate design .Fill pattern.nnular rings: Can be fed using the runner configuration indicated below. A smallver flow well should positioned in the centre hole to take away any lubrication fume A o and another well placed on the out side perimeter adjacent to the last segment of the part to fill.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR,Runner and gate design .Fill pattern.Rectangular Plates: Fill across shortest distance whenever possible – t cut downow distance and increase end of fill temperature. It is therefore advisable to avoido fl the option shown in the upper diagram if possible.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR,Runner and gate design .Fill pattern.Diagram show e – to resolve problems ofporosity and poor ximately 6 mm deep, with a gate depth of between 1.8 and 2.5 mm. Casting weighed approximately 5 Kg and with a flow distance of 510 m s: runner developed over a period of tim fill results. The darker blue area is appro m.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR,Runner and gate design .Fill pattern.Diagram show niform gate thickness of 2 mm. The runner and a subsequent increase in yield of 18% and a reduction in pr ected area of some 22% allowing improved shot speed and increased in injecs: Revised runner with balance fill and u shows reduced shot weight by over 1 Kg oj tion pressure.THE BROCK METAL COMPANY LIMITED, WALSALL ROAD. NORTON CANES, CANNOCK, STAFFS, UK WS11 9NR,Runner and gate design .Vents and Overflow wells.Points to remember:• Over flow w tal flow, but rarely remove gas and fume as the cavity is normal sealed before they become a .only work for less than half of the cavity fill time as they arefinal fill is achieved. • Over flow wells are a poor method of die heating both inefficient and wasteful.See reference material from ILZRO, IZA.JWTSep ells can be used to change or divert mective ly • Similarly vents can sealed off before the• Use only one connection per over flow to avoid back feeding through theoverflow and reintroducing gas and cold metal. • Always vent over flow wells – as a precaution.Many are lost before re-melting and therefore increase metal losses.t 05 – issue 5。
注塑模具的流道与浇口设计
塑料熔体从注射成型机的喷嘴经主流道、流道、浇口进人模腔。
模腔的人口被称为浇口。
为了防止喷嘴末端的固化冷料进人模腔,在流道的末端应该设计冷料井。
01流道
流道是从主流道到浇口间的重要通道,是注塑机喷嘴射出的熔融塑料的流动通道。
流道应被设计成低阻力和防止冷却。
通常,流道被设计成梯形或圆形。
常见流道的形状
对于多腔模具,为了得到好的尺寸精度,流道的设计十分重要,下图典型的多腔模具的流道设计。
多腔模具流道
02浇口
浇口系统设计,如位置、数目、几何形状和尺寸对生产效率和尺寸精度是十分重要的,浇口的作用总结如下:
1.控制流入模腔的塑料熔体的体积和方向
2.固化前,在模腔内封闭熔料并阻止熔体回流到流道
3.由于黏性耗散引起的热而生成
4.易于切下流道,简化制品的后处理
分类:
非限制性浇口称为直浇口,如下图所示,这种浇口形式的模具设计简单,操作容易,成型容易并减小收缩。
但这种浇口成型周期变长,并易出现如裂纹、翘曲和残余应力等成型缺陷。
直浇口。
2_05浇口和流道设计浇口和流道设计是塑料注塑成型过程中非常重要的一环,它们的设计质量直接关系到成型件的质量和生产过程的稳定性。
本文将详细介绍浇口和流道设计的意义、原则以及一些常见的设计方法。
一、浇口的设计意义1.提供熔融塑料进入模具腔体的通道,确保塑料充填腔体均匀;2.控制塑料进入速度和压力,避免短充、气泡等缺陷;3.有效防止熔融塑料对模具磨损和腐蚀;4.方便脱模和切除浇口处余料。
二、浇口设计的原则1.浇口位置应选择在产品外表面影响不大的部位,如底部、壁角等;2.浇口形状应简单,避免锐角和复杂几何形状,以利于塑料顺利进入腔体;3.浇口尺寸应合理,既能保证塑料充填,又不至于过大过长造成浪费和废料;4.浇口和产品分离的方式应考虑生产效率和产品外观要求;5.浇口设计要充分考虑熔融塑料的物理性质和流动性,避免局部过热或过冷。
三、流道设计的意义1.将浇注的熔融塑料传递到各个腔体,使得产品充填均匀;2.控制塑料的流速和压力,避免气泡、短充等缺陷;3.提供相对稳定的压力和温度环境,促进熔融塑料的密度均匀;4.对于多腔体模具,流道设计还要充分考虑产品产量的平衡。
四、流道设计的原则1.流道的直径、长度和截面积要合理选择,以保证塑料在流道内的流速符合流动性要求;2.流道和浇口的连接处要能够顺利过渡,避免过渡断面过小或过大造成流动不畅;3.流道的布置应考虑与模具结构的配合,以便于流道的加工和安装;4.尽量减少流道的弯曲和分支,以减小塑料流动阻力和热量损失;5.流道的表面要光滑,减小摩擦阻力和物料附着。
总之,浇口和流道设计是塑料注塑成型过程中关键的一环,其设计质量直接影响产品的质量和生产过程的稳定性。
合理的浇口和流道设计可以确保塑料充填均匀、避免气泡和短充等缺陷,并提高生产效率和降低生产成本。
因此,在进行浇口和流道设计时,需要综合考虑材料的流动性能、产品的几何形状、模具结构等因素,并遵循一定的设计原则。
技术专栏 : 塑料射出成型模具的浇口设计浇口(Gate)在射出成型模具的浇注系统(Feed System)中是连接流道(Runner)和型腔(Cavity)的熔胶通道。
浇口设计和塑件质量有着密不可分的关系。
1. 浇口的位置和数目1.1. 浇口位置与喷流(Jetting)的关系浇口若能布置成冲击型浇口 -- 也就是使得进浇后的塑料熔体立刻冲击到一阻挡物(如型腔壁、芯型销等),让塑流稳定下来,就可以减少喷流的机率。
1.2. 浇口的位置和数目与熔接线(Weld Line)的关系熔接线是两股熔胶的波前(Melt Front)相遇后所形成的线条。
就塑件的外观或是强度而言,熔接线都是负面的。
每增加一个浇口,至少要增加一条熔接线,同时还要增加一个浇口痕(Gate Mark)、较多的积风(Air Trap)以及流道的体积。
所以在型腔能够如期充填的前提下,浇口的数目是愈少愈好。
为了减少浇口的数目,每一浇口应在塑流力所能及的流动比之内(Flow Length to Thickness Ratio),找出可以涵盖最大塑件面积的进浇位置。
更改浇口位置以后,能够将熔接线自敏感处移除为上策。
如果熔接线无法移除,那么增加波前的熔胶温度(Melt Temperature);或是减少两相遇波前的熔胶温度差(Melt Temperature Difference);或是增加两波前相遇后的熔胶压力(Melt Pressure);或是增加熔胶波前相遇时的遇合角(Meeting Angle),都可以改善熔接线的质量。
1.3. 浇口的位置和数目与积风(Air Trap)的关系积风是型腔内的空气和熔胶释出的气体被熔胶包围后的缺陷。
积风的存在,重则导致短射(Short Shot)或焦痕(Burn Mark),轻亦影响外观和强度。
每增加一个浇口,就会增加积风发生的机率。
当塑件厚薄差异大时,如果浇口位置设置不当,就会因为跑道现象(Race Track Effect)而导致积风。