在三爪卡盘上车削偏心工件
- 格式:doc
- 大小:18.50 KB
- 文档页数:3

在三爪自定心卡盘上车偏心轴
一、实训目的
1、掌握在三爪自定心卡盘上垫垫片车偏心工件的方法。
2、掌握偏心距的测量和检验方法。
二、偏心的加工方法
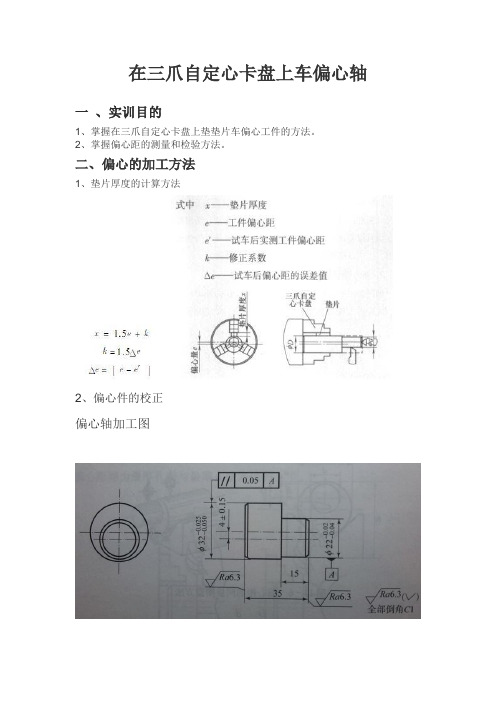
1、垫片厚度的计算方法
2、偏心件的校正
偏心轴加工图
3工艺参数
(1)选CS6140车床,使用三爪自定心卡盘偏心垫块完成加工(2)选择硬质合金90°外圆车刀
(3)切削用量选择
主轴转速每分钟600转,进给量每转0.18mm, 背吃刀深度粗车3mm, 精车0.5mm
4、加工步骤如下:
(1)下料ø35mm×40mm, 45#圆钢
(2)在三爪自定心卡盘上装夹工件时,伸出长度约25mm
(3)车端面见光
(4)粗、精车外圆直径尺寸ø32mm,长26mm.
(5)倒角1x45°
(6)调头在三爪上垫垫片夹持工件,并校正夹紧
(7)去总长35mm,
(8)粗、精车ø22mm,长15mm
(9)倒角1x45°
(10)检验合格后卸工件。

⒈确定在三爪卡盘上车偏心工件时的垫片厚度;⒉掌握在三爪自定心卡盘上车偏心工件的方法;⒊具备在三爪自定心卡盘及 V 形架上检测偏心距的技能;1.熟练运用垫片及百分表调整及检测偏心距;⒉熟练地在三爪自定心卡盘上车偏心工件;⒊具备在三爪自定心卡盘及 V 形架上检测偏心距的技能;球头联轴节,如图20- 1 所示,毛坯尺寸: 75 50mm,材料:45#钢,分析零件加工工艺,编写工艺卡,加工该零件。
图20- 1 偏心套本任务为车偏心套,车偏心工件装夹时,工件轴线不能歪斜,以免影响加工质量。
调整偏心距后仍要重新找正外圆侧素线与车床主轴轴线的平行度。
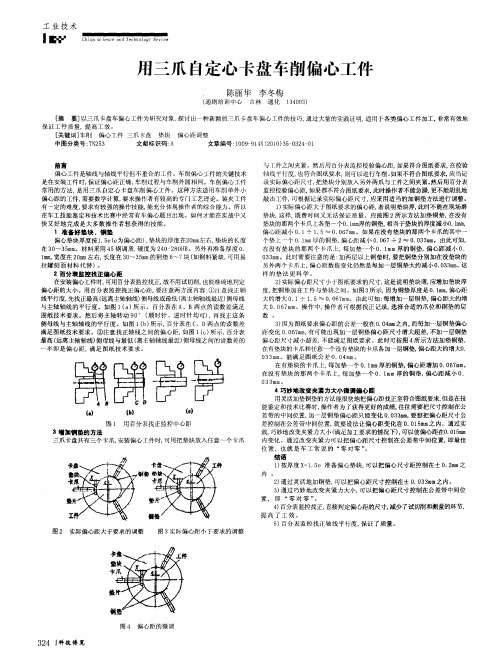
车削偏心时,应把所要加工偏心部份的轴线找正到与车床主轴轴线重合,根据工件的数量、形状、偏心距的大小和精度要求相应地采用不同的装夹方法,常用的装夹方式有以下几种。
⒈在两顶尖间车削偏心轴普通的偏心轴,只要两端面能钻中心孔,有鸡心夹头的装置位置,都可以用在两顶尖车偏心的方法,如图20-2 所示。
图20-2 在两顶尖间车偏心轴⒉在四爪单动卡盘上车偏心工件对于长度较短,外形复杂,加工数量较少且不便于在两顶尖间装夹的偏心工件,可装夹在四爪单动卡盘上车削,如图20-3 所示。
图20-3 在四爪单动卡盘上车偏心件⒊在三爪自定心卡盘上车削偏心工件长度较短,且偏心距较小(e≤6mm)的偏心工件,在三爪自定心卡盘的任意一个卡爪与工件基准外圆柱面(已加工好)的接触部位之间,垫上一片预先选好厚度的垫片,使工件的轴线相对车床主轴轴线产生等于工件偏心距e 的位移,夹紧工件后即可车削,如图20-4 所示。
图20-4 在三爪自定心卡盘上车偏心件选择垫片厚度x=1.5e+kk≈1.5△ee e e测式中x——垫片厚度(mm) ;k——偏心距修正值,其正负值按实测结果确定(mm) ;e——工件的偏心距(mm) ;△e——试切后的实测偏心距误差(mm);e ——试切后的实测偏心距(mm)。
测近似公式:x=1.5e⒋在双重卡盘上车偏心工件将三爪自定心卡盘装夹在四爪单动卡盘上,并挪移一个偏心距e,如图20-5 所示。
一、偏心工件的相关概念在机械传动中,把回转运动变为往复直线运动或把直线运动变为回转运动,一般都是用偏心轴或曲轴来完成的。
例如车床主轴变速箱中用偏心轴带动的润滑油泵,汽车发动机中的曲轴等。
偏心工件: 外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件。
偏心轴:外圆与外圆偏心的工件。
偏心套:内孔与外圆偏心的工件。
偏心距:两平行轴线之间的垂直距离。
偏心轴偏心套偏心轴、偏心套一般都在车床上加工。
其加工原理基本相同,都是要采取适当的安装方法,将需要加工偏心圆部分的轴线校正到与车床主轴轴线重和的位置后,再进行车削。
加工偏心零件时的精度除尺寸要求外,还应注意控制轴线间的平行度和偏心距的精度。
二、三爪自定心卡盘车偏心工件1)三爪自定心卡盘车削偏心对于长度较短、形状比较简单且加工数量较多的偏心工件,也可以在三爪自定心卡盘上进行车削。
其方法是在三爪中的任意一个卡爪与工件接触面之间,垫上一块预先选好的垫片,使工件轴线相对车床主轴轴线产生位移,并使位移距离等于工件的偏心距。
2)垫片厚度的计算垫片厚度X可按下列公式计算:X=1.5e±K K≈1.5△e式中X——垫片厚度,mm;e ——偏心距,mm;k ——偏心距修正值,正负值可按实测结果确定, mm (实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值;如果实测偏心距比工件要求的小,则垫片厚度的正确值应加上修正值);△e——试切后,实测偏心距误差, mm;3)举例例如:在三爪自定心卡盘加垫片的方法车削偏心距e=4 mm的偏心工件,试试切后测得偏心距为3.06mm,计算垫片厚度X。
解:先暂时不考虑修正值,初步计算垫片的厚度:X=1.5e=1.5×3=4.5mm垫入4.5mm厚的垫片进行试切削,然后检查其实际偏心距是3.06mm,那么其偏心距误差为:△e=3.06-3=0.06 mmK≈1.5△e=1.5×0.06=0.09 mm由于实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值,即:X=1.5e-K=1.5×3-0.09=4.41mm4)校正偏心(a)将工件车成一根光轴,直径为D,长为L,使工件两平面与轴线垂直。
讲授新课a)偏向盘b)偏向套c)偏心轴图1 偏心工件一、偏心的概念外圆和外圆轴线或内孔与外圆的轴线平行而不重合(偏一个距离)的零件叫偏心工件。
这两条平行轴线之间的距离称为偏心距e。
外圆与外圆偏心的零件称为偏心轴,如图17-1(a)所示。
外圆与内孔偏心的零件称为偏心套,如图17-1(b)所示。
偏心轴、偏心套一般都在车床上加工。
它们的加工原理基本相同,无论采用什么样的装夹方式,只要把它们需要加工偏心部分的回转轴线校正到跟主轴旋转中心重合就可以。
在三爪自定心卡盘上车偏心工件就是在某一个卡爪上垫上一定厚度的垫片,使工件产生偏心,然后进行车削,如图17-2 所示。
这种方法适用于长度较短,数量较多,偏心距较小的偏心工件。
二、在三爪自定心卡盘上安装偏心工件的方法和步骤1.计算垫片厚度x(图17-2)x=1.5 e±K K ≈1.5Δe2.制作偏心垫片为防止在装夹时产生挤压变形的现象,应选择硬度较高的材料做垫片。
3.装夹工件工、量、刃具准备:切削用量选取:解读评分表:加工步骤:课题总结1.本次课主要学习了偏心的概念、偏心工件的划线方法、在三爪自定心卡盘安装和车削偏心工件和车偏心的注意事项。
播放了车偏心的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,布置作业补充材料使学生进一步增强对重点内容的认识和理解。
更加深了对车偏心的感性认识。
进而激发学生练习的浓厚兴趣。
希望同学们多动手、多练习,以提高车偏心的熟练程度。
2.偏心距的测量归纳成表1 ,以便学生记忆。
表1 偏心距的测量测量方法适应范围工件类别夹具在两顶尖间测量偏心距较小偏心轴(有中心孔)顶尖偏心套小锥度心轴在V形架上测量偏心距较大偏心轴或偏心套V形架1.简述偏心工件的概念。
2.简述偏心轴与偏心套的区别。
3.简述在三爪自定心卡盘上车偏心工件的适用场合。
4.简述如何检测具有不同精度要求的偏心距。
5.简述用划线找出偏心工件轴线的适用场合。
6.简述打样冲眼的要求。
三爪卡盘加工工艺1.在三爪自定心卡盘上增加一垫片后装夹车削偏心工件在一个卡爪上增加一块垫片,使工件产生偏心来车削在三爪卡盘上车偏心工件垫片厚度x的计算公式:X=1.5e±kK≈1.5△e式中:x—垫片厚度(mm)e—工件偏心距(mm)k—偏心距修正值,正负值按实际结果确定(mm)△e—试切削后,实测偏心距误差(mm)。
图5-3所示偏心轴,先不考虑正值,计算垫片厚度χ。
即Χ=1.5e=1.5Ⅹ1.5mm=2.25mm垫入4.5mm厚度的垫片后进行试切削,试切削后实测偏心距为3.11mm,则偏心距误差为△e=3.11mm-3mm=0.11mmK=1.5△e=1.5×0.11mm=0.165mm由于实测偏心距比工作要求大,则垫片厚度的正确值为Χ=1.5e- K=1.5×3mm-0.165mm=4.34mm近似公式计算比较简单,但要进行试切削后才能得到正确的垫片厚度。
普通三角螺纹的基本牙型(一)普通三角螺纹的基本牙型如图所示,各基本尺寸的名称如下:D、d—内、外螺纹大径(公称直径);D2 d2 —内、外螺纹中径;D1、d1 —内、外螺纹小径;P—螺距;H—原始三角形高度。
外三角螺纹的尺寸计算牙型角α:α=60° ?原始三角形高度:H=0.866P ?牙形高度: h=5H/8=0.5413P ? 实际高度: K=0.65P螺纹加工的数值计算螺纹大径:螺纹小径:例:试计算M24×2螺纹d 、d 1的尺寸。
d=D=d-0. 1×P =24-0.1×2 = 23.8 mmd 1=D 1=d-0.65×P ×2 =24 –0.65×2×2= 21.4mm车削三角螺纹的方法车削三角螺纹的方法有低速车削和高速车削两种。
低速车削使用高速钢螺纹车刀,高速车削使用硬质合金螺纹车刀。
1、低速车削的三种方法:直进法,斜进法。
偏心工件就是零件的外圆和外圆或外圆与内孔的轴线平行而不重合。
这两条平行轴线之间的距离称为偏心距。
外圆与外圆偏心的零件叫做偏心轴或偏心盘。
外圆与内孔偏心的零件叫做偏心套。
在机械传动中,回转运动变成往复直线运动或往复直线运动变成回转运动一般都是利用偏心工件来完成的。
例如用偏心轴带动的油滑油泵;汽车发动机中的曲轴等。
为了保证偏心工件的工作精度,在车偏心工件时,要特别控制轴向间的平行度和偏心距的精度。
在三爪自定心卡盘上车偏心工件一、实习教学要求1.掌握在三爪自定心卡盘上垫垫片车偏心工件的方法。
2.掌握偏心距的测量方法。
垫片,经校正母线与偏心距,并把工件夹紧后,即可车削。
垫片厚度可用近似公式计算;垫片厚度X=1.5e(偏心距)。
若使计算更精确一些,则需在近似公式中带入偏心距修正值k来计算和调整垫片厚度,则近似公式为:垫片厚度x=1.5e+kk≈1.5△e△e=e-e测式中:e---工件偏心距;k---偏心距修正值,正负按实测结果确定;△e---试切后实测偏心距误差;e测---试切后,实测偏心距。
2. 偏心工件的测量、检查工件调整校正侧母线和偏心距时,主要是用带有磁力表座的百分表在车床上进行(如下图),直至符合要求后方可进行车削。
待工件车好后为确定偏心距是否符合要求,还需进行最后检查。
方法是把工件放入v型铁中,用四、加工步骤1.在三爪自定心卡盘夹住工件外圆,伸出长度50mm 左右,找正夹紧。
2.粗、精车外圆尺寸φ32025.005.0--mm ,长至41mm 。
3.外圆倒角1X45°。
4.切断,长36mm 。
5.车准总长35mm 。
6.工件在三爪自定心卡盘上垫垫片装夹、找正夹紧(垫片厚度为5.62mm )。
7. 粗、精车外圆尺寸φ22025.005.0--mm ,长至15mm 。
8. 外圆倒角1X45°。
9.检查。
五、容易产生的问题和注意事项1.选择垫片的材料,应有一定的硬度,以防止变形,垫片上与爪脚接触的一面应作成圆弧面,其圆弧大小等于或小于爪脚圆弧,如果作成平面,则在垫片与爪脚之间将会产生间隙,造成误差。
在三爪卡盘上车削偏心工件
一、 教学目的和要求
1、掌握在三爪卡盘上垫垫片车削偏心工件的方法。
2、掌握垫片厚度的计算方法。
3、掌握偏心距的检查方法。
二、 教学重点、难点
(一)、重点:1、垫片厚度的计算方法。
2、在三爪卡盘上车削偏心工件的方法。
(二)、难点:1、垫片厚度的调整和工件的校正。
2、在三爪卡盘上车削偏心工件的方法。
三、课前准备
1、磁力表座、百分表。
2、不同厚度的垫片。
四、组织教学
1、点名检查学生出勤情况。
2、检查学生工作服、帽穿戴情况,组织好学生纪律。
五、教学内容
(一)相关知识
1、偏心工件:是零件的外圆和外圆或外圆和内孔的轴线平
行而不重合的零件。
2、偏心距:两条平行轴线之间的距离。
3、偏心轴或偏心盘:是外圆与外圆偏心的零件。
4、偏心套:外圆与内孔偏心的零件。
(二)偏心的作用:将机械传动中的回转运动变为往复直线运动
或将往复直线运动变为回转运动。
(三)偏心零件的精度要求:轴线间的平行度和偏心距的精度。
(四)垫片厚度的计算
公式1、x=D e e D --+3223(2
1) 式中:D —卡盘夹住的工件部位的直径
e —工件偏心距
x —垫片厚度
公式2、x=1.5e±K
K≈1.5△e
式中:x—垫片厚度
e—偏心距
K—偏心距修正值
△e—实测偏心距误差
例:用三爪自定心卡盘装夹车削偏心距e=4㎜的偏心工件,试确定垫片厚度
解:x=1.5e=1.5×4=6㎜
用厚度为6㎜的垫片进行试切削,然后进行检测实际偏心距,如测得e
=4.05㎜,其偏心距误差
实
△e=|e-e
|=|4-4.05|=0.05㎜
实
K≈1.5△e=1.5×0.05=0.075㎜
由于实测偏心距大于工件要求的偏心距,所以垫片厚度应减去修正值,垫片厚度的正确值为:
x=1.5e-K=1.5×4-0.075=5.925㎜
(五)易出现的问题和注意事项
1、选择垫片的材料应有一定的硬度,以防止装夹时发生变
形。
垫片上与爪脚接触的一面应做成圆弧,其圆弧大小
等于或小于爪脚圆弧,如果做成平的,则在垫片与爪脚
之间将会产生间隙,造成误差。
2、为了防止硬质合金刀头碎裂,车刀应有一定的刃倾角,
切削深度大一些,进给量小一些。
3、由于工件偏心,在开车前车刀不能靠近工件,以防工件
碰击车刀。
4、车削偏心工件时建议采用高速钢车刀车削。
5、为了保证偏心轴两轴线的平行度,装夹时应用百分表校
正工件外圆,是外圆侧母线与车床主轴轴线平行。
6、安装后为了校验偏心距,可用百分表在圆周上测量,缓
慢转动,观察其跳动量是否是8毫米。
7、在三爪卡盘上车削偏心工件,一般适用于加工精度要求
不高,偏心距在10毫米以下的短偏心工件。
六、示范操作的内容
1、垫片的计算及制作
2、垫片的调整及计算
3、工件的安装及调整
4.工件的加工
七、巡回辅导的内容
1、辅导垫片的计算及制作
2、辅导垫片的调整及计算
3、辅导工件的安装及调整
4. 辅导工件的加工
八、结束指导
1、总结当天实习情况,找出不足,并分析产生不足的原因。
2、表扬练习认真,学习掌握技术好的同学,指出差生的不足,
做到抓两头带中间,使全班同学共同进步。