车偏心工件
- 格式:pptx
- 大小:3.95 MB
- 文档页数:22
车工高级(深孔件、偏心件、曲轴的加工)模拟试卷1(题后含答案及解析)题型有:1. 综合题 2. 填空题3. 判断题请判断下列各题正误。
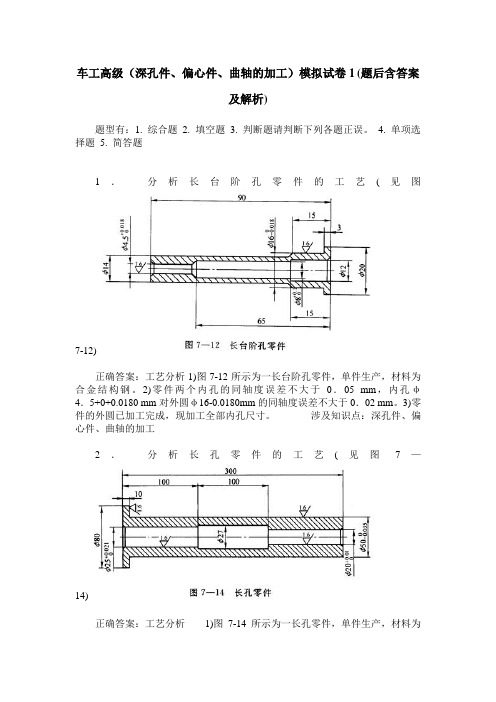
4. 单项选择题5. 简答题1.分析长台阶孔零件的工艺(见图7-12)正确答案:工艺分析1)图7-12所示为一长台阶孔零件,单件生产,材料为合金结构钢。
2)零件两个内孔的同轴度误差不大于0.05 mm,内孔φ4.5+0+0.0180 mm对外圆φ16-0.0180mm的同轴度误差不大于0.02 mm。
3)零件的外圆已加工完成,现加工全部内孔尺寸。
涉及知识点:深孔件、偏心件、曲轴的加工2.分析长孔零件的工艺(见图7—14)正确答案:工艺分析1)图7-14所示为一长孔零件,单件生产,材料为45钢,热处理后硬度35~38HRC。
2)工件内孔φ200+0.01mm、φ250+0.021mm对外圆φ500.0250mm的同轴度误差不大于0.02 mm。
3)内孔的直线度误差不大于0.03 mm。
4)本工序加工全部尺寸。
涉及知识点:深孔件、偏心件、曲轴的加工3.分析液压筒零件的工艺(见图7—16)正确答案:工艺分析。
该零件毛坯为HT200铸件,由图示尺寸可知液压筒属于一般深孔,但形状位置精度要求较高,故应合理安排工艺过程。
主要从以下几方面考虑:1)对零件的加工应划分阶段进行,特别是几个主要尺寸,如φ700+0.19mm内孔、两处φ88 mm外圆、φ82-0.0220mm外圆等,必须将粗加工、半精加工、精加工分开。
2)φ88 mm外圆为加工φ700+0.19mm内孔表面用,两处φ88 mm外圆需在一次装夹中完成并要求尺寸一致,φ700+0.19mm 内孔表面粗糙度要求较高(为Ra0.4μm),精加工后再用珩磨进行精整加工,提高表面质量。
3)法兰盘尺寸为95 mm×95 mm,工件总长达682 mm,应采用卡盘夹持一端,中心架支持另一端的装夹方式或采用两顶尖装夹。
4)铸件毛坯加工前应进行人工时效,以消除应力。

组织教学一、学生站队进入实习教室。
二、宣布本课题内容要求:1.掌握偏心工件在三爪或四爪卡盘上的找正方法。
2.掌握偏心工件的划线、车削方法。
3.了解曲轴的加工工艺。
入门指导复习提问对盲孔车刀有什么要求答:主偏角K r大于90 ° ;刀尖到刀背的距离小于内孔的半径。
讲授新课相关工艺知识零件的外圆与外圆或外圆与内孔的轴线平行而不重合,这两条平行轴线间的距离称为偏心距,外圆与外圆偏心的零件叫偏心轴;外圆与内孔偏心的零件叫偏心套。
(如图)曲偏心零件的精度要求除尺寸要求外,还应特别注意控制轴线间的平行度和偏心距的精度。
、偏心工件在三爪或四爪卡盘上的找正方法1.三爪车偏心垫块的计算X=± KeX――偏心垫块厚度;e 工件偏心距;K――偏心距修正值;实测偏心距比工件大,K取负值,反之取正值;△ e 试切后,实测偏心距误差;2.找正方法(1)工件加垫块后适当夹紧(找出与工件偏心距误差最小的卡爪)先找平一条最高素线,使其与主轴轴线平行;(2)工件转过90°找平另一条最高素线(方法同1);(3)找正偏心距(工件的跳动量为2e);(4)工件夹紧后复查(2)、(3)、(4)、防止相互干扰。
二、偏心工件的划线、车削方法1.划线方法(1)将工件车成一根光轴,直径为D,长为L,使两平面与轴线垂直,将两平面涂色后平放在V形架中;(涂色)(2)用游标高度尺在光轴一端平面半径处划水平线,将工件转过90°划出另一条水平线,两线的交点为工件的轴线位置;(找中心)(3)用游标高度尺在工件四周划一道圈线,将工件转90°划另一道圈线;划圈线)(4)将游标高度尺移动一个偏心距,在工件四周划一道圈线;(画偏心圈线)(5)在偏心中心的两端面分别打样冲眼,样冲眼的中心要正确,深浅一致,小而圆。
(打样冲眼)1)若用四爪单动卡盘车偏心,先画偏心圆,打四个样冲眼。
2)若用两顶尖车偏心轴,要依此样冲眼钻出中心孔。
一、偏心工件的相关概念在机械传动中,把回转运动变为往复直线运动或把直线运动变为回转运动,一般都是用偏心轴或曲轴来完成的。
例如车床主轴变速箱中用偏心轴带动的润滑油泵,汽车发动机中的曲轴等。
偏心工件: 外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件。
偏心轴:外圆与外圆偏心的工件。
偏心套:内孔与外圆偏心的工件。
偏心距:两平行轴线之间的垂直距离。
偏心轴偏心套偏心轴、偏心套一般都在车床上加工。
其加工原理基本相同,都是要采取适当的安装方法,将需要加工偏心圆部分的轴线校正到与车床主轴轴线重和的位置后,再进行车削。
加工偏心零件时的精度除尺寸要求外,还应注意控制轴线间的平行度和偏心距的精度。
二、三爪自定心卡盘车偏心工件1)三爪自定心卡盘车削偏心对于长度较短、形状比较简单且加工数量较多的偏心工件,也可以在三爪自定心卡盘上进行车削。
其方法是在三爪中的任意一个卡爪与工件接触面之间,垫上一块预先选好的垫片,使工件轴线相对车床主轴轴线产生位移,并使位移距离等于工件的偏心距。
2)垫片厚度的计算垫片厚度X可按下列公式计算:X=1.5e±K K≈1.5△e式中X——垫片厚度,mm;e ——偏心距,mm;k ——偏心距修正值,正负值可按实测结果确定, mm (实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值;如果实测偏心距比工件要求的小,则垫片厚度的正确值应加上修正值);△e——试切后,实测偏心距误差, mm;3)举例例如:在三爪自定心卡盘加垫片的方法车削偏心距e=4 mm的偏心工件,试试切后测得偏心距为3.06mm,计算垫片厚度X。
解:先暂时不考虑修正值,初步计算垫片的厚度:X=1.5e=1.5×3=4.5mm垫入4.5mm厚的垫片进行试切削,然后检查其实际偏心距是3.06mm,那么其偏心距误差为:△e=3.06-3=0.06 mmK≈1.5△e=1.5×0.06=0.09 mm由于实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值,即:X=1.5e-K=1.5×3-0.09=4.41mm4)校正偏心(a)将工件车成一根光轴,直径为D,长为L,使工件两平面与轴线垂直。


《机械制造技术实训》课程授课教案№31实训课题第六章车工技能实训(二)续(Ⅱ)实训课时6学时教学目的掌握偏心轴、曲轴、复杂台阶轴的加工方法重点掌握偏心轴、曲轴、复杂台阶轴的加工方法难点主要教学容第六章车工技能实训(二)续(Ⅱ)6.2车偏心工件6.3.1偏心工件的划线根据图样或实物的尺寸,在工件上用划线工具划出待加工部位的轮廓线或定位基准的点、线的工作,称为划线。
划线的方法有两种:平面划线和立体划线,只在工件的一个平面上划线的方法称平面划线;同时在工件的几个平面上(如长、宽、高方向或其它倾斜方向)划线的方法称立体划线。
偏心工件所用的是立体划线法。
偏斜工件的划线如图6.32所示,将已车好的光轴放置在平台上的V型块上。
用游标高度划线(a)(b)图6.32偏心工件划线示意图a)划十字轴线b)划偏心圆周尺移到工件的最高点读出最高点的尺寸,由此将划线尺下移工件的一个半径距离,在工件的端面和四周水平划出轴线。
将工件转过90°,用90°角尺对齐已划号的轴线,用原来调好的游标高度划线尺,在工件和端面上再划出一圈十字轴线。
将游标高度划线尺的游标上移一个图纸要求尺寸的偏心距,在工件端面水平划出偏心轴线,找到偏心轴轴心A点,以A为圆心,用划规画出偏心园即可。
度划线尺移到工件的最高点读出最高点的尺寸,由此将划线尺下移工件的一个半径距离,在工件的端面和四周水平划出轴线。
将工件转过90°,用90°角尺对齐已划号的轴线,用原来调好的游标高度划线尺,在工件和端面上再划出一圈十字轴线。
将游标高度划线尺的游标上移一个图纸要求尺寸的偏心距,在工件端面水平划出偏心轴线,找到偏心轴轴心A点,以A为圆心,用划规画出偏心园即可。
6.3.2偏心工件的加工外园和外园或孔和外园的轴线平行而不重合的零件,称偏心工件。
1. 偏心工件的车削方法偏心工件的车削主要在于装夹,只要工件在装夹时,使偏心轴的轴心线与车床主轴的回转中心重合,就可以用外园车削法车出偏心轴。
车削加工时工件偏心对加工精度的影响1 绪论1.1机械加工工艺的发展及重要性机械加工工艺与当前的社会发展相适应,存在着自身的优势。
机械加工工艺保持着极高的精准度。
随着社会经济的不断发展,机械加工工艺水平也在不断地发展和提高,机械加工工艺越来越精细。
精密准确的机械才能更加好的适应当今社会的需求。
机械加工工艺的速度正在不断提高,生活在现代社会的人们追求速度以及工件的精度,在提高效率的同时也在提高精确性,在工业的慢慢完善中,工件的偏心给精度带来的误差,也在渐渐减少,。
如今加工技术已经慢慢走向机械化,在这个过程中,出现了质量的问题,对于精度的零件在加工中出现的偏心带来的零件质量问题,如何使得工件在工件加工加工时避免产生误差。
质量能够保证,这就成为我们主要考虑的问题。
机械加工的精度是决定机械零件质量的关键影响的因素。
一般情况下,可以通过对加工后的零件几何参数进行仔细的提升,可以在一定程度上减少与理想参数的差距。
但是,随着机械生产的高速化和精准化,机械零件的精度提出更加严格的要求,这也就决定了在生产中一定要确保机械加工的精度。
如果在机械生产中不能确保工件的不偏心,导致其产品的精度存在着误差,这样会大大降低了机械零件的使用效率和寿命。
同时在生产中给工人带来一定性的危险,工件的偏心会导致工件不按照正常的轨迹运作。
这样也会导致机械的损坏,只要保证工件不偏心,在加工时能够控制误差在一定的范围里面。
这也才能够极大地提升生产效率,确保零件的质量。
1.2研究方案与研究内容减少偏心的位置与加工表面的位置距离,分析加工表面的是个什么形状的表面。
对改变工件的偏心来说,机械的工件装配和刀具也是极其重要的,而夹件和刀具的使用误差也会导致偏心的距离加大,使用夹具的时候必须定位好可能出现的误差情况,从而确定夹具位置,由于工件的加工工艺不同,我们也应取出不同的加工车削方法。
2精度影响因素有哪些2.1机械加工精度的影响机械加工的原理,主要指采用近似的刀具轮廓,加工方法或成形的运动所导致的误差。