偏心工件的加工方法及车削技巧
- 格式:doc
- 大小:24.50 KB
- 文档页数:3

—科教导刊(电子版)·2019年第05期/2月(中)—285车削加工偏心件的方法马立军(东风汽车公司高级技工学校湖北·十堰442000)摘要针对偏心工件车削加工特点,分别介绍了三爪卡盘车削、四爪卡盘车削、两顶尖车削和专用夹具车削加工方法。
说明了三爪卡盘加工偏心工件时垫片厚度与偏心距的计算、修正方法以及相互之间的关系。
探讨了偏心工件车削加工时需要注意的事项。
关键词偏心件偏心距车削加工中图分类号:TH162文献标识码:A 0引言在机械传动中,回转运动变为往复直线运动或往复直线运动变为回转运动时,一般通过偏心零件来完成。
例如车床床头箱采用偏心工件带动的润滑泵、汽车发动机中的曲轴等。
因此,偏心件车削是车削加工中经常遇到的加工问题。
偏心零件即是零件的外圆和外圆或外圆和内孔的轴线平行而不重合,两条轴线之间的距离称为偏心距。
偏心零件的加工原理基本相同,主要是在装夹方面采取措施,将需要加工偏心部分的轴线找正到与车床主轴旋转轴线相重合进行加工。
一般偏心工件车削的方法有五种,即利用三爪卡盘车偏心工件、利用四爪卡盘车偏心工件、利用前后两顶尖车偏心工件、利用偏心卡盘车偏心工件、利用专用夹具车偏心工件。
为确保偏心零件使用中的工作精度,加工时必须控制好轴线间的平行度和偏心距精度。
1偏心工件车削的方法1.1利用三爪卡盘加工偏心件长度较短、数量较多的偏心工件,可在三爪卡盘上进行车削。
根据偏心工件偏心距的大小分两种情况加以讨论。
(1)工件偏心距较小(e ≤5-6mm )时,可在三爪卡盘的一个卡爪垫上垫片使工件产生偏心(见图1),垫片厚度x 与偏心距e 间的关系为x=1.5e (12)(1)式中,x 为垫片厚度(mm );e 为偏心工件的偏心距(mm );D 为夹持部位的工件直径(mm )。
图1:三爪卡盘平垫片偏心件加工图2:三爪卡盘扇形垫片偏心件加工(2)如图2所示,工件的偏心距较大时,最好使用扇形垫片,扇形垫片厚度x 与偏心距e 的关系为x=1.5e (1+2+7)(2)由于卡爪与工件表面接触位置的偏差及垫片夹紧后的变形,当车削偏心精度要求较高的工件时,先按式(2)计算出垫片厚度,试车削并实测偏心距误差后,需再对垫片厚度进行修正,修正后的公式为,x 调=x +1.5e(3)式中,x 调为调整后垫片厚度(mm );x 为加工时垫片厚度(mm );e 为车削后偏心距误差(mm )。

组织教学一、学生站队进入实习教室。
二、宣布本课题内容要求:1.掌握偏心工件在三爪或四爪卡盘上的找正方法。
2.掌握偏心工件的划线、车削方法。
3.了解曲轴的加工工艺。
入门指导复习提问对盲孔车刀有什么要求答:主偏角K r大于90 ° ;刀尖到刀背的距离小于内孔的半径。
讲授新课相关工艺知识零件的外圆与外圆或外圆与内孔的轴线平行而不重合,这两条平行轴线间的距离称为偏心距,外圆与外圆偏心的零件叫偏心轴;外圆与内孔偏心的零件叫偏心套。
(如图)曲偏心零件的精度要求除尺寸要求外,还应特别注意控制轴线间的平行度和偏心距的精度。
、偏心工件在三爪或四爪卡盘上的找正方法1.三爪车偏心垫块的计算X=± KeX――偏心垫块厚度;e 工件偏心距;K――偏心距修正值;实测偏心距比工件大,K取负值,反之取正值;△ e 试切后,实测偏心距误差;2.找正方法(1)工件加垫块后适当夹紧(找出与工件偏心距误差最小的卡爪)先找平一条最高素线,使其与主轴轴线平行;(2)工件转过90°找平另一条最高素线(方法同1);(3)找正偏心距(工件的跳动量为2e);(4)工件夹紧后复查(2)、(3)、(4)、防止相互干扰。
二、偏心工件的划线、车削方法1.划线方法(1)将工件车成一根光轴,直径为D,长为L,使两平面与轴线垂直,将两平面涂色后平放在V形架中;(涂色)(2)用游标高度尺在光轴一端平面半径处划水平线,将工件转过90°划出另一条水平线,两线的交点为工件的轴线位置;(找中心)(3)用游标高度尺在工件四周划一道圈线,将工件转90°划另一道圈线;划圈线)(4)将游标高度尺移动一个偏心距,在工件四周划一道圈线;(画偏心圈线)(5)在偏心中心的两端面分别打样冲眼,样冲眼的中心要正确,深浅一致,小而圆。
(打样冲眼)1)若用四爪单动卡盘车偏心,先画偏心圆,打四个样冲眼。
2)若用两顶尖车偏心轴,要依此样冲眼钻出中心孔。
偏心工件的加工方法及车削技巧摘要:通过对偏心工件的加工工艺分析和加工方法的研究,总结用垫片加工偏心工件的方法和技巧及加工中容易出现的问题和需要注意的事项。
关键词:偏心工件;车削;垫片;技巧1.问题的提出通常把圆柱面轴线平行且不相重合的零件称为偏心工件。
在机械零件的加工中,经常会遇到偏心类零件的车削加工。
实际生产过程中,大批量加工偏心工件时可采用专用夹具或偏心套,单件或小批量加工时可采用四爪卡盘或垫片夹紧的方法加工。
本文主要介绍的是用垫片加工偏心工件的方法和车削技巧。
2.垫片的选择垫片夹紧的加工方法即根据偏心工件偏心距的大小在三爪卡盘的任一卡爪上垫一垫片,使工件不同部位的轴线产生一定距离来满足偏心距要求的加工方法。
所以对垫片的材料、形状、大小等均有相应的要求。
2.1.垫片的材料:一般采用45#调质钢料,且要有一定的硬度,以防止装夹或使用过程中产生变形,影响加工精度;2.2.垫片的形状:垫片与卡爪接触的一面应制成圆弧形,其圆弧的大小应等于或小于卡爪的圆弧,以贴合卡爪,提高装夹质量;2.3.垫片的大小:垫片的宽度一般采用8~10mm,不易太宽,防止产生过定位,影响校验;垫片的厚度可用公式计算:X=1.5e±K,其中K≈1.5△e式中X——垫片厚度,e ——偏心距,K ——修正值,△e ——实测偏心距误差。
由于一般卡盘卡爪的精度不高,所以实际的垫片厚度要比计算出的尺寸薄0.1~0.2mm。
3.装夹在卡盘(三爪自定心卡盘)的任一卡爪上垫上预先制作好的垫片,并装夹工件,夹紧力不易过大,然后利用百分表在工件的两端分别检查工件的正母线和侧母线与车床主轴轴线是否平行(找正),如图1,图1在用百分表检查找正时应注意以下问题:3.1.百分表应与工件表面垂直,否则测量出的偏心距有误差,如图2。
图2缓慢转动卡盘一周,观察百分表的跳动量,此时百分表读出的数值为2倍的偏心距。
若同一母线两端测出的数值不一致,应调整工件位置,直到读数一致为止。

偏心零件的车削方法
偏心零件是指轴线不在零件中心的零件。
由于偏心零件无法在一
台普通车床上直接车削,因此需要采用特殊的车削方法,以下是偏心
零件的车削方法:
1. 偏心旋转法:偏心旋转法是将零件放在可旋转的夹具上,在
车削时,让零件随着夹具旋转,再使用车刀进行车削。
2. 偏心镗孔法:偏心镗孔法是在偏心零件上切一个倾斜的镗孔,在车削时,让车刀平行于镗孔进行车削,从而实现对偏心零件的车削。
3. 偏心倾斜法:偏心倾斜法是将偏心零件固定在可倾斜的夹具上,在车削时,让夹具倾斜,再使用车刀进行车削。
需要注意的是,偏心零件的车削方法需要根据具体情况选择,且
操作人员需要具备一定的专业知识和操作技巧,以保证车削质量和安
全性。

《机械制造技术实训》课程授课教案№31实训课题第六章车工技能实训(二)续(Ⅱ)实训课时6学时教学目的掌握偏心轴、曲轴、复杂台阶轴的加工方法重点掌握偏心轴、曲轴、复杂台阶轴的加工方法难点主要教学容第六章车工技能实训(二)续(Ⅱ)6.2车偏心工件6.3.1偏心工件的划线根据图样或实物的尺寸,在工件上用划线工具划出待加工部位的轮廓线或定位基准的点、线的工作,称为划线。
划线的方法有两种:平面划线和立体划线,只在工件的一个平面上划线的方法称平面划线;同时在工件的几个平面上(如长、宽、高方向或其它倾斜方向)划线的方法称立体划线。
偏心工件所用的是立体划线法。
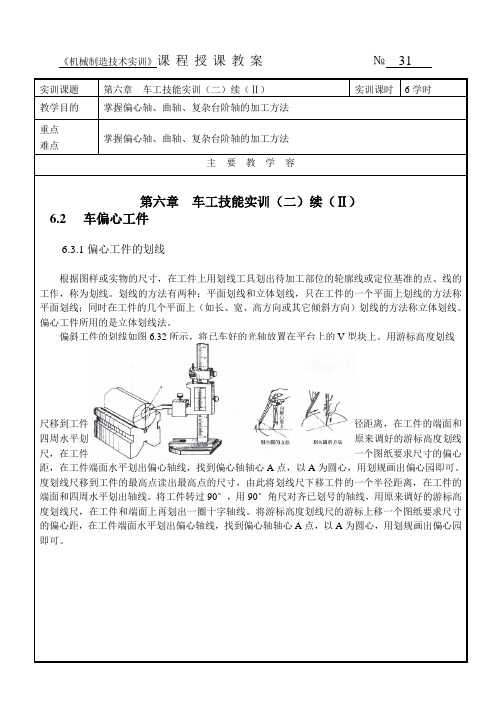
偏斜工件的划线如图6.32所示,将已车好的光轴放置在平台上的V型块上。
用游标高度划线(a)(b)图6.32偏心工件划线示意图a)划十字轴线b)划偏心圆周尺移到工件的最高点读出最高点的尺寸,由此将划线尺下移工件的一个半径距离,在工件的端面和四周水平划出轴线。
将工件转过90°,用90°角尺对齐已划号的轴线,用原来调好的游标高度划线尺,在工件和端面上再划出一圈十字轴线。
将游标高度划线尺的游标上移一个图纸要求尺寸的偏心距,在工件端面水平划出偏心轴线,找到偏心轴轴心A点,以A为圆心,用划规画出偏心园即可。
度划线尺移到工件的最高点读出最高点的尺寸,由此将划线尺下移工件的一个半径距离,在工件的端面和四周水平划出轴线。
将工件转过90°,用90°角尺对齐已划号的轴线,用原来调好的游标高度划线尺,在工件和端面上再划出一圈十字轴线。
将游标高度划线尺的游标上移一个图纸要求尺寸的偏心距,在工件端面水平划出偏心轴线,找到偏心轴轴心A点,以A为圆心,用划规画出偏心园即可。
6.3.2偏心工件的加工外园和外园或孔和外园的轴线平行而不重合的零件,称偏心工件。
1. 偏心工件的车削方法偏心工件的车削主要在于装夹,只要工件在装夹时,使偏心轴的轴心线与车床主轴的回转中心重合,就可以用外园车削法车出偏心轴。
在两顶尖间上车削偏心工件的加工方法Machining an eccentric workpiece between two centers can be a challenging task, but with the right methods and techniques, it can be achieved effectively.在两顶尖之间加工偏心工件可能是一个具有挑战性的任务,但是通过正确的方法和技术,可以有效地实现这一目标。
One common method for machining an eccentric workpiece between centers is to use a lathe with a chuck or a faceplate. The workpiece is clamped to the lathe's chuck or faceplate, and the cutting tool is then used to create the desired shape on the workpiece.一个常见的方法是使用带千斤顶或托盘的车床来加工偏心工件。
工件被夹紧在车床的千斤顶或托盘上,然后使用切削工具在工件上创建所需的形状。
Another method for machining an eccentric workpiece between centers is to use a milling machine. In this method, the workpiece is mounted on the milling machine's table, and the cutting tool is used to remove material from the workpiece to create the desired shape.另一种在两顶尖之间加工偏心工件的方法是使用铣床。
偏心工件的加工方法及车削技巧
摘要:通过对偏心工件的加工工艺分析和加工方法的研究,总结用垫片加工偏心工件的方法和技巧及加工中容易出现的问题和需要注意的事项。
关键词:偏心工件;车削;垫片;技巧
1.问题的提出
通常把圆柱面轴线平行且不相重合的零件称为偏心工件。
在机械零件的加工中,经常会遇到偏心类零件的车削加工。
实际生产过程中,大批量加工偏心工件时可采用专用夹具或偏心套,单件或小批量加工时可采用四爪卡盘或垫片夹紧的方法加工。
本文主要介绍的是用垫片加工偏心工件的方法和车削技巧。
2.垫片的选择
垫片夹紧的加工方法即根据偏心工件偏心距的大小在三爪卡盘的任一卡爪上垫一垫片,使工件不同部位的轴线产生一定距离来满足偏心距要求的加工方法。
所以对垫片的材料、形状、大小等均有相应的要求。
2.1.垫片的材料:一般采用45#调质钢料,且要有一定的硬度,以防止装夹或使用过程中产生变形,影响加工精度;
2.2.垫片的形状:垫片与卡爪接触的一面应制成圆弧形,其圆弧的大小应等于或小于卡爪的圆弧,以贴合卡爪,提高装夹质量;
2.3.垫片的大小:垫片的宽度一般采用8~10mm,不易太宽,防止产生过定位,影响校验;垫片的厚度可用公式计算:
X=1.5e±K,其中K≈1.5△e
式中X——垫片厚度,e ——偏心距,K ——修正值,△e ——实测偏心距误差。
由于一般卡盘卡爪的精度不高,所以实际的垫片厚度要比计算出的尺寸薄0.1~0.2mm。
3.装夹
在卡盘(三爪自定心卡盘)的任一卡爪上垫上预先制作好的垫片,并装夹工件,夹紧力不易过大,然后利用百分表在工件的两端分别检查工件的正母线和侧母线与车床主轴轴线是否平行(找正),
如图1,
图1
在用百分表检查找正时应注意以下问题:
3.1.百分表应与工件表面垂直,否则测量出的偏心距有误差,如图2。
图2
缓慢转动卡盘一周,观察百分表的跳动量,此时百分表读出的数值为2倍的偏心距。
若同一母线两端测出的数值不一致,应调整工件位置,直到读数一致为止。
当实测偏心距小于图纸要求时,说明所用的垫片薄,此时应增加垫片的厚度,并重复上述操作,直至测得的偏心距与图纸要求的误差至0.03~0.04mm;反之,若实际测得的偏心距尺寸大于图纸要求时,说明垫片厚,就需在没有垫片的卡爪上垫铜片,铜片的厚度约为0.1mm。
3.2.用百分表找正时,当百分表测得跳动量在0.06~0.08mm时,可采用更换扳手插孔位置再夹紧的办法,使百分表指针朝零位靠近;当百分表的跳动量在0.02~0.03mm时,可用铜棒轻敲卡爪(因卡爪与卡盘的平面螺纹有0.02mm的间隙),并观察百分表,直到百分表的指针与零位重合,此时说明实际的偏心距与要求一致,可以夹紧工件加工。
4.车削时的注意事项
4.1.由于工件偏心,开车前注意车刀不能靠近工件,以防工件碰到车刀,车坏工件或刀具飞出伤人;
4.2.为防止硬质合金刀的刀头破裂,车刀要有一定的刃倾角,也可以选择高速钢车刀;
4.3.在不影响切削的情况下,刀头伸出刀架的距离应尽量短些(一般为刀杆厚度的1.5倍),这样可以提高车刀的刚性;
4.4.由于刚开始车削偏心工件时为断屑切削,故切削速度不宜过快,背吃刀量和进给量也要小;
4.5.粗加工后应用百分表再检查偏心距尺寸,防止粗加工后工件移位,造成偏心距改变;
4.6.因偏心工件的车削为一次加工完成,所以精加工时应注意工件的冷却措施,防止工件、刀具过热,影响加工质量。
5.其他加工偏心工件的方法
除了上述使用垫片加工偏心工件的方法,还有几种针对不同的偏心工件所采用不同的加工方法:
5.1.偏心距大于3mm的规则偏心工件,可先采用三爪错位的方式装夹工件,如图3,错位安装卡爪时,1爪先装,待卡盘内的平面螺纹旋过一定的圈数后再装2爪和3爪,旋过的圈数应是偏心距与平面螺纹螺距的倍数,这样把偏心距的误差降至3mm以下,再用上述垫片的方法装夹加工;
图3
5.2.要求不高的盘类偏心工件,可以采用先划中心线,预打中心孔,靠尾座顶尖定位靠紧的方式装夹加工,
如图4
图4
5.3.不规则的偏心工件可采用两正爪一反爪的装夹方式加工,如图5
图5
6.结语
由上述分析总结可知加工偏心工件需掌握一定的技巧,加工前做好充分的准备工作和反复测量工作是必不可少的。
本文主要介绍了用垫片加工偏心工件的方法和车削技巧,在实际生产过程中会碰到多种情况,可根据实际情况调整加工方式,不仅可保证工件的加工质量,也能提高加工效率。