焊接工艺卡标-曾鑫
- 格式:xls
- 大小:164.50 KB
- 文档页数:6
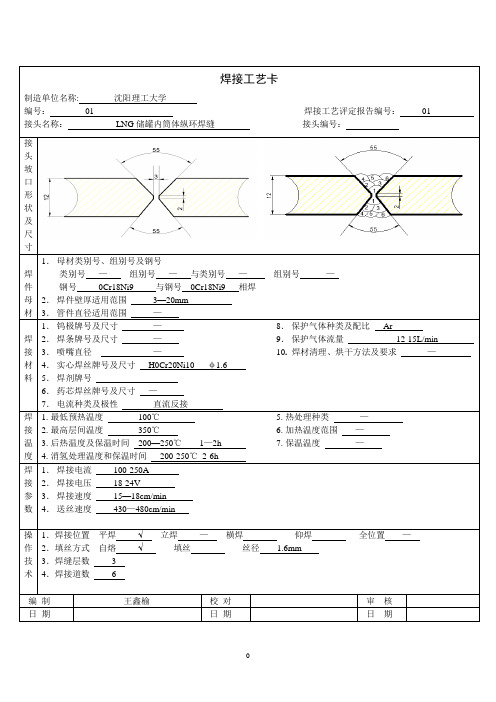
焊接工艺卡制造单位名称: 沈阳理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3—20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号-6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200—250℃1—2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15—18cm/min 4.送丝速度430—480cm/min操作技术1.焊接位置平焊√立焊—横焊- 仰焊- 全位置—2.填丝方式自熔√填丝- 丝径 1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 02 焊接工艺评定报告编号: 02 接头名称: LNG 储罐内封头与内筒体环焊缝 接头编号: 接 头 坡 口 形 状 及 尺 寸焊 件 母 材 1. 母材类别号、组别号及钢号 类别号 — 组别号 - 与类别号 - 组别号 — 钢号 0Cr18Ni9 与钢号 0Cr18Ni9 相焊 2. 焊件壁厚适用范围 3—20mm 3. 管件直径适用范围 — 焊 接 材 料1. 钨极牌号及尺寸 —2. 焊条牌号及尺寸 —3. 喷嘴直径 —4. 实心焊丝牌号及尺寸 H0Cr20Ni10 φ1.65. 焊剂牌号 -6. 药芯焊丝牌号及尺寸 —7. 电流种类及极性 直流反接8. 保护气体种类及配比 Ar9. 保护气体流量 12-15L/min 10. 焊材清理、烘干方法及要求 —焊 接 温 度 1. 最低预热温度 100℃ 2. 最高层间温度 350℃3. 后热温度及保温时间 200-250℃ 1-2h4. 消氢处理温度和保温时间 200-250℃ 2—6h5. 热处理种类 —6. 加热温度范围 —7. 保温温度 -焊 接 参 数 1. 焊接电流 100—250A 2. 焊接电压 18—24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430—480cm/min操 作 技 术1. 焊接位置 平焊 √ 立焊 — 横焊 — 仰焊 — 全位置 —2. 填丝方式 自熔 √ 填丝 — 丝径 1.5mm 3。


焊接工艺卡
单位名称:中化二建集团有限公司
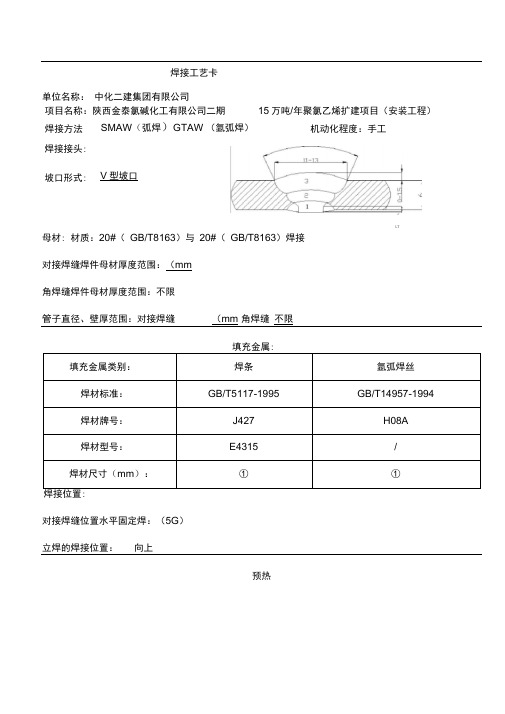
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)焊接方法SMAW(弧焊)GTAW (氩弧焊)机动化程度:手工
焊接接头:
坡口形式: V型坡口
U'
LT
母材: 材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:(mm
角焊缝焊件母材厚度范围:不限
管子直径、壁厚范围:对接焊缝(mm 角焊缝不限
填充金属:
填充金属类别:焊条氩弧焊丝焊材标准:GB/T5117-1995 GB/T14957-1994 焊材牌号:J427 H08A
焊材型号:E4315 / 焊材尺寸(mm):①①
焊接位置:
对接焊缝位置水平固定焊:(5G)
立焊的焊接位置:向上
预热。
焊接工艺卡焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡项目名称B电动给水泵出口母管放水门更换工艺卡编号2012-006 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b30-50 0-4母材:型号或牌号母材规格母材1 管道 20# Φ32×3母材2 管道 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.5电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求1焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
2坡口的局部间隙过大时,应设法修整规定的尺寸,严禁在间隙内填金属物, 坡口的制备采用机械加工方法为宜3焊接采用手工钨极氩弧焊。
4采用双V型坡口,组对间隙为3~4mm,局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物;钝边尺寸为1~2mm6 焊后进行RT检验。
编制审核批准临河发电有限责任公司焊接工艺卡项目名称C电动给水泵出口母管放水门更换工艺卡编号2012-007 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b母材:型号或牌号母材规格母材1 管道 20# Φ32×3 母材2 阀门 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.4电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求5焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
接头焊接工艺卡接头焊接工艺卡第页共页接头简图焊接顺序焊接工艺卡编号DuGDM5-41、清理净坡口及待焊区内的一切污物杂质,直至露图号出金属光泽。
接头名称法兰与壳体或接管的组合焊接接头2、采用六层焊接成形,焊接顺序如左图所示。
接头编对接焊缝1~3层采用焊条电弧焊。
角接焊缝先号用焊条电弧焊封底焊接第4层,再用埋弧焊焊接焊接工艺评定报告编号P004、P045角焊缝第5~6层(船形焊)。
在焊接过程中层间应清渣、修磨,并应确保每层焊缝的内在及外观质量。
否则应铲除重焊或修整。
3、焊后应清除熔渣及飞溅,自检后用产品简图记录焊工钢印代号。
焊工持证项目D4-5、M4-5检验序号本厂锅检所第三方或用户母材厚度,mm焊缝金属厚度,mm焊接位置平位+角焊俯位层一道焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(KJ/cm)施焊技术不摆动焊、层间清渣牌号直径极性电流(A)预热温度(℃)常温1焊条电弧焊A102(7)ф3.2交流或直流反极性80~12020~2516~187.9层间温度(℃)≤60℃ 2焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3焊后热处理无 3焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3后热无 4焊条电弧焊A102(7)ф4.交流或直流反极性130~18020~2516~1812.3钨极直径5埋弧焊HOC r21N i10+HJ260ф3.2直流反极性350~38028~3070~808.5喷嘴直径6埋弧焊HOC r21N i10+HJ260ф3.2直流反极性400~45028~3070~809.9脉冲频率脉宽比(%)气体成分气体流量正面背面接头焊接工艺卡第页共页接头简图焊接顺序焊接工艺卡编号DuGDM4-41、清理净坡口及待焊区内的一切污物杂质,直至露图号出金属光泽。
接头名称法兰与壳体或接管的组合焊接接头2、采用六层焊接成形,焊接顺序如左图所示。
临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡项目名称B电动给水泵出口母管放水门更换工艺卡编号2012-006 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b30-50 0-4母材:型号或牌号母材规格母材1 管道 20# Φ32×3母材2 管道 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.5电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求1焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
2坡口的局部间隙过大时,应设法修整规定的尺寸,严禁在间隙内填金属物, 坡口的制备采用机械加工方法为宜3焊接采用手工钨极氩弧焊。
4采用双V型坡口,组对间隙为3~4mm,局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物;钝边尺寸为1~2mm5焊后要求进行外观检查,不许存在咬边、气孔、弧坑、裂纹等缺陷。
6 焊后进行RT检验。
编制审核批准临河发电有限责任公司焊接工艺卡项目名称C电动给水泵出口母管放水门更换工艺卡编号2012-007 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b母材:型号或牌号母材规格母材1 管道 20# Φ32×3 母材2 阀门 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.4电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求5焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
12345序号
本厂
Q235-A 厚度10mm Q235-A
厚度20mm
厚度厚度
正面背面
11手工电弧焊J4234mm 160-20030-6020-30/
21手工电弧焊J4234mm 160-20030-6020-303
2
手工电弧焊
J423
4mm
160-220
30-60
20-30
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
接头名称角接接头
采用手工电弧焊焊接。
接头编号焊后检验焊缝外形尺寸和肋板与翼板的垂直度。
焊 接 顺 序
焊接工艺卡编号1
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
焊评编号清理飞溅和焊渣。
持证项目焊后检验焊缝外形尺寸。
检验
母材-1预热温度(℃)母材-2层间温度(℃)焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置层道焊接方法焊材/尺寸电流种类/极性
焊接电流(A)电弧电压(V)焊接速度(cm/min)气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度
(%)
气体流量(L/min)脉宽比交流交流
交流
12345序号
本厂
Q235-A 厚度10mm Q235-A
厚度20mm
厚度厚度
正面背面
11手工电弧焊J4234mm 160-20030-6020-30/
21手工电弧焊J4234mm 160-20030-6020-303
2
手工电弧焊
J423
4mm
160-220
30-60
20-30
交流交流交流
气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度
(%)
气体流量(L/min)脉宽比电流种类/极性
焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置母材-1预热温度(℃)母材-2层间温度(℃)清理飞溅和焊渣。
持证项目焊后检验焊缝外形尺寸。
检验
焊 接 顺 序
焊接工艺卡编号2
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称角接接头
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊评编号采用手工电弧焊。
接头编号焊后检验焊缝外形尺寸和肋板与翼板的垂直度。
1234序号
本厂
56Q235-A 厚度20mm Q235-A
厚度20mm
厚度厚度
正面背面
1
1
焊条电弧焊
J423
4mm
160-200
30-50
20-30
/
交流
气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度
(%)
气体流量(L/min)脉宽比电流种类/极性
焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置母材-1预热温度(℃)母材-2层间温度(℃)采用焊条电弧焊焊接
持证项目采用两焊工从中心向两端同时对称焊接。
检验
焊后检查腹板与翼板的垂直度。
清理飞溅和焊渣。
定位焊焊接参数见表,从中心线向两端焊接,接头编号焊缝长度40-50mm ,焊缝间隙300-500mm 。
焊评编号焊 接 顺 序
焊接工艺卡编号3
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称定位焊
QG/LT-C75
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
1234序号
本厂
56Q235-A 厚度20mm Q235-A
厚度20mm
厚度厚度
正面背面1
1
焊条电弧焊
J423
4mm
160-200
30-50
20-30
/
交流
气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度(%)
气体流量(L/min)脉宽比电流种类/极性
焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置母材-1预热温度(℃)母材-2层间温度(℃)采用焊条电弧焊焊接
持证项目采用两焊工从中心向两端同时对称焊接。
检验
焊后检查腹板与翼板的垂直度。
清理飞溅和焊渣。
定位焊焊接参数见表,从中心线向两端焊接,接头编号焊缝长度40-50mm ,焊缝间隙300-500mm 。
焊评编号焊 接 顺 序
焊接工艺卡编号4
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称定位焊
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
12345序号本厂61
Q235-A 厚度20mm Q235-A
厚度20mm
厚度厚度
正面背面11埋弧焊H08A/HJ4313mm 50030-3280/
22埋弧焊H08A/HJ4313mm 50030-32803
3
埋弧焊
H08A/HJ431
3mm
500
30-32
80
交流交流交流
气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度(%)
气体流量(L/min)脉宽比电流种类/极性
焊接电流(A)电弧电压(V)焊接速度(cm/min)层道焊接方法焊材/尺寸焊缝金属-1焊后热处理焊缝金属-2
焊 接 位 置母材-1预热温度(℃)母材-2层间温度(℃)焊后检验焊缝外形尺寸。
持证项目清理飞溅和焊渣。
检验
焊缝无损检测:100%UT Ⅱ级合格采用横角埋弧焊,焊接小车在轨道上运行。
接头编号由两台焊接在焊件两边从一端焊接到另一端。
焊评编号焊 接 顺 序
焊接工艺卡编号5
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称角接接头
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
12345序号本厂2
Q235-A 厚度20mm Q235-A
厚度20mm
厚度厚度
正面背面11手工电弧焊J4234mm 160-20030-6020-30/
22手工电弧焊J4234mm 160-20030-6020-303
3
手工电弧焊
J423
4mm
160-220
30-60
20-30
焊 接 工 艺 规 程
接 头 焊 接 工 艺 卡
焊 接 顺 序
焊接工艺卡编号6
焊接前将焊接区域及周围20mm范围内的油污图 号、锈蚀、水及其它有害杂质清理干净。
接头名称角接接头
采用手工电弧焊,焊接设计说明书上标注的焊缝。
接头编号焊后检验焊缝外形尺寸。
焊评编号清理飞溅和焊渣。
持证项目焊缝无损检测:100%UT Ⅱ级合格
检验
母材-1预热温度(℃)电弧电压(V)母材-2层间温度(℃)焊缝金属-1焊后热处理脉宽比焊缝金属-2
焊 接 位 置层道焊接方法焊材/尺寸电流种类/极性
焊接电流(A)交流
焊接速度(cm/min)气 体 保 护 焊
钨极直径
喷嘴直径
气体/纯度(%)
气体流量(L/min)交流交流。