轴类零件
- 格式:doc
- 大小:88.00 KB
- 文档页数:5
轴类零件的作用一、引言轴类零件是机械设备中不可或缺的部分。
它们是连接传动装置和承载工作件的关键组成部分。
轴类零件的作用非常重要,对于整个机械设备的工作性能和寿命都有着至关重要的影响。
二、轴类零件的定义轴类零件是指用于连接和传递转动力矩的圆柱形构件。
它们通常由金属材料制成,具有较高的强度和硬度,以承受大量转动力矩和负载。
三、轴类零件的分类1. 按形状分类:轴类零件可以根据其形状分为直轴、曲轴、花键轴等。
2. 按用途分类:轴类零件可以根据其用途分为主动轴、从动轴、中间轴等。
3. 按制造方式分类:轴类零件可以根据其制造方式分为锻造、铸造、机加工等。
四、轴类零件的作用1. 传递转动力矩:作为机械设备中重要的传动部分,轴类零件能够将发动机或电机产生的转动力矩传递给其他机械部件,从而实现机械设备的正常工作。
2. 承载工作件:轴类零件可以承载各种工作件,如齿轮、联轴器等。
它们通过轴类零件的连接和传递转动力矩,实现各种机械部件之间的协调运转。
3. 支撑受力:轴类零件不仅需要承受来自发动机或电机的转动力矩,还需要承受来自其他机械部件的负载和惯性力。
因此,它们必须具有足够的强度和硬度,以保证整个机械设备的稳定性和安全性。
4. 传递信号:在一些特殊情况下,轴类零件还可以用于传递信号。
例如,在某些旋转式测量仪器中,通过旋转轴与测量元件相连来实现测量功能。
五、轴类零件的应用领域1. 工业生产:轴类零件广泛应用于各种工业生产领域中。
例如,在汽车制造业中,发动机输出轴、变速箱输入轴、驱动桥输出轴等都是重要的轴类零件。
2. 机械制造:轴类零件也广泛应用于各种机械设备制造领域,如风力发电机、水力发电机、石油钻井设备等。
3. 家用电器:在家用电器中,轴类零件也有着重要的作用。
例如,洗衣机的转筒轴、空调的风扇轴等都是常见的轴类零件。
六、结论综上所述,轴类零件作为机械设备中不可或缺的部分,具有传递转动力矩、承载工作件、支撑受力和传递信号等多种重要作用。
轴类零件分析报告1. 引言本报告旨在对轴类零件进行分析和评估,以便更好地了解其特点、优势和应用领域。
在本文中,我们将对轴类零件的定义、分类、特性以及其在不同领域中的应用进行详细介绍和分析。
2. 轴类零件的定义和分类轴类零件是一种常见的机械零件,用于支撑和旋转其他零件或装置。
它通常由金属材料制成,具有高强度和耐磨损的特性。
根据其形状和用途,轴类零件可以分为以下几类:2.1 固定轴固定轴是最常见的轴类零件之一,用于连接和支撑其他零件,如滚动轴承、齿轮等。
它通常具有圆柱形状,并且在两端通常有固定的定位部件,以保证零件的位置和稳定性。
2.2 传动轴传动轴主要用于传递动力和扭矩,常见于各种传动装置中,如汽车发动机、机械传动系统等。
传动轴通常具有较大的长度和直径,以增强其承载能力和传递效率。
2.3 空心轴空心轴是一种中空的轴类零件,常用于需要通过轴内部传递气体或液体的装置中。
它的内部空腔可以用于传递介质、冷却装置等。
空心轴的结构设计需要考虑到内部流体的流动特性和压力限制。
3. 轴类零件的特性和优势轴类零件具有以下几个显著特性和优势,使其在机械工程中得到广泛应用:3.1 高强度和刚性轴类零件通常由金属材料制成,因此具有较高的强度和刚性。
这使得它们能够承受较大的载荷和扭矩,同时保持稳定的形状和结构。
3.2 耐磨损和耐腐蚀由于轴类零件常与其他零件进行接触和转动,因此其表面往往需要具有良好的耐磨损和耐腐蚀性能。
通过选用适当的材料和表面处理方式,可以使轴类零件具有较长的使用寿命。
3.3 精确加工和装配轴类零件通常需要进行精确的加工和装配,以确保其几何形状和尺寸的精度。
这使得轴类零件能够与其他零件良好地配合,并确保整个装置的工作效率和稳定性。
4. 轴类零件在不同领域的应用轴类零件由于其特点和优势,在各个领域中都有广泛的应用。
以下是一些典型的应用领域的例子:4.1 汽车工业在汽车工业中,轴类零件被广泛用于发动机、传动系统和悬挂系统等装置中。
轴类零件加工工艺介绍第一节第一节轴类零件加工一、一、概述(一)、轴类零件的功用与结构特点1、功用:为支承传动零件(齿轮、皮带轮等)、传动扭矩、承受载荷,与保证装在主轴上的工件或者刀具具有一定的回转精度。
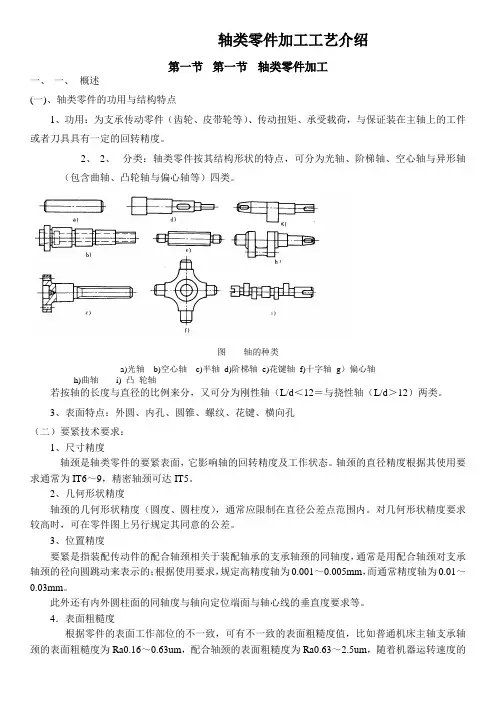
2、2、分类:轴类零件按其结构形状的特点,可分为光轴、阶梯轴、空心轴与异形轴(包含曲轴、凸轮轴与偏心轴等)四类。
图轴的种类a)光轴b)空心轴c)半轴d)阶梯轴e)花键轴f)十字轴g)偏心轴h)曲轴i) 凸轮轴若按轴的长度与直径的比例来分,又可分为刚性轴(L/d<12=与挠性轴(L/d>12)两类。
3、表面特点:外圆、内孔、圆锥、螺纹、花键、横向孔(二)要紧技术要求:1、尺寸精度轴颈是轴类零件的要紧表面,它影响轴的回转精度及工作状态。
轴颈的直径精度根据其使用要求通常为IT6~9,精密轴颈可达IT5。
2、几何形状精度轴颈的几何形状精度(圆度、圆柱度),通常应限制在直径公差点范围内。
对几何形状精度要求较高时,可在零件图上另行规定其同意的公差。
3、位置精度要紧是指装配传动件的配合轴颈相关于装配轴承的支承轴颈的同轴度,通常是用配合轴颈对支承轴颈的径向圆跳动来表示的;根据使用要求,规定高精度轴为0.001~0.005mm,而通常精度轴为0.01~0.03mm。
此外还有内外圆柱面的同轴度与轴向定位端面与轴心线的垂直度要求等。
4.表面粗糙度根据零件的表面工作部位的不一致,可有不一致的表面粗糙度值,比如普通机床主轴支承轴颈的表面粗糙度为Ra0.16~0.63um,配合轴颈的表面粗糙度为Ra0.63~2.5um,随着机器运转速度的增大与精密程度的提高,轴类零件表面粗糙度值要求也将越来越小。
(三)、轴类零件的材料与毛坯合理选用材料与规定热处理的技术要求,对提高轴类零件的强度与使用寿命有重要意义,同时,对轴的加工过程有极大的影响。
1、轴类零件的材料通常轴类零件常用45钢,根据不一致的工作条件使用不一致的热处理规范(如正火、调质、淬火等),以获得一定的强度、韧性与耐磨性。

轴类零件摘要:轴类零件是机械传动系统中不可或缺的重要组成部分。
本文将从轴类零件的定义、分类、功能、设计要点等方面进行详细介绍,旨在帮助读者了解和掌握轴类零件的基本知识。
1. 引言轴类零件是机械传动系统中起着连接、支撑和传递动力的作用的零部件。
在机械工程中,轴类零件的设计与制造对于保证传动系统的正常运转至关重要。
本文将围绕轴类零件的定义、分类、功能和设计要点等方面进行探讨。
2. 轴类零件的定义轴类零件是指在机械传动系统中作为主动与从动元件之间的连接部分,用于支撑、传递动力和承受负载的零部件。
轴类零件通常由金属材料制成,具有较高的强度和硬度。
3. 轴类零件的分类根据用途和结构形式的不同,轴类零件可以分为以下几种:3.1 固定轴:用于将动力传递给从动零件的轴类零件,固定在机械设备中并与其他零件连接。
3.2 支承轴:用于支撑机械设备中其他元件或部件的轴类零件,通常由两个或多个支承轴组合而成。
3.3 编织轴:用于连接两个或多个旋转部件的轴类零件,通常在传动系统中起到平行轴传动的作用。
3.4 传动轴:用于将动力从一个装置传递到另一个装置的轴类零件,通常作为主动与从动零件之间的连接。
4. 轴类零件的功能轴类零件作为机械传动系统的核心组成部分,具有以下几个主要功能:4.1 承载负载:轴类零件能够承受传动过程中产生的负载,保证传动系统的稳定运行。
4.2 传递动力:轴类零件能够将主动零件传递的动力传递给从动零件,实现机械传动系统的正常工作。
4.3 支撑元件:轴类零件作为机械设备中的支撑部件,能够支撑其他元件或部件,保证整个机械系统的稳定性。
4.4 连接部分:轴类零件作为连接主动与从动元件的部分,实现传动系统的有效连接,保证力的传递和能量转换。
5. 轴类零件的设计要点在轴类零件的设计过程中,需要考虑以下几个关键要点:5.1 强度计算:根据传动系统的工作条件和负载要求,进行轴类零件的强度计算,以保证轴的安全使用。
5.2 材料选择:选择合适的材料,考虑轴类零件的强度、硬度和韧性等指标,以满足传动系统的工作要求。
典型轴类零件的名称
以下是一些典型的轴类零件的名称:
1. 主轴(Main Shaft):主要负责支撑和旋转其他零件的中心轴。
2. 锥形轴(Tapered Shaft):具有锥形的轴,常用于与锥形孔
配合使用。
3. 特殊轴(Special Shaft):根据特定需要定制的轴,可以具
有特殊形状或特殊加工。
4. 驱动轴(Drive Shaft):用于传递动力或扭矩的轴,通常与
驱动装置连接。
5. 转轴(Rotating Shaft):用于将动力或扭矩从一个部件传输
到另一个部件的旋转轴。
6. 连接轴(Connecting Shaft):用于连接两个部件或组件的轴,也称为连杆轴。
7. 中空轴(Hollow Shaft):轴的中心为空心的类型,通常用
于通过轴内部进行传输(例如流体或电线)。
8. 直线导轴(Linear Guide Shaft):用于支撑和导向其他部件
的线性运动的轴。
9. 快速连接轴(Quick Connect Shaft):具有特殊连接机制,可快速连接或断开其他部件。
10. 支撑轴(Support Shaft):用于提供支撑和稳定其他部件的轴。
第1章轴类零件的结构特点和工艺分析
1.1 轴类零件的结构特点
轴类零件是机器中经常遇到的典型零件之一。
它主要用来支承传动零部件,传递扭矩和承受载荷。
轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。
根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。
轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。
轴用轴承支承,与轴承配合的轴段称为轴颈。
轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:
尺寸精度起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。
装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。
1.2 轴类零件的受力分析
(1)承受较大的交变弯曲应力、扭转应力。
(2)轴颈和花键部位承受较大的摩擦。
(3)一定的冲击载荷
1.3 轴类零件的加工工艺分析
轴类零件可根据使用要求、生产类型、设备条件及结构,选用棒料、锻件等毛坯形式。
对于外圆直径相差不大的轴,一般以棒料为主;而对于外圆直径相差大的阶梯轴或重要的轴,常选用锻件,这样既节约材料又减少机械加工的工作量,还可改善机械性能。
根据生产规模的不同,毛坯的锻造方式有自由锻和模锻两种。
中小批生产多采用自由锻,大批大量生产时采用模锻。
1.4 阶梯轴的尺寸图
图1-1阶梯轴的尺寸
第2章轴类零件的选材与热处理
2.1 轴类零件的选材分析
(1)中碳钢和中碳合金钢。
考虑到轴类零件的综合力学性能要求,主要选用经过轧制或锻造的35、40、45、50、40Cr、40CrNi、40MnB钢等,一般应进行正火或调质;若轴颈处耐磨性要求高,可对轴颈处进行表面淬火。
具体的钢种应根据载荷的类型、零件的尺寸和淬透性的大小决定。
承受弯曲载荷和扭转载荷的轴类,应力的分布是由表面向中心递减的,对淬透性要求不高;承受拉、压载荷的轴类,应力沿轴的截面均匀分布,应选用淬透性较高的钢。
(2)对承受冲击载荷较大,对强韧性要求高时或要求进一步提高轴颈的耐磨性时,可选用20Cr、20CrMnTi等合金渗碳钢并进行渗碳、淬火、低温回火处理。
(3)对于受力小、不重要的轴可选用Q235~Q275等普通质量碳钢。
(4)球墨铸铁和高强度灰铸铁可用来制作形状复杂、难以锻造成形的轴类零件,如曲轴等。
2.2 轴类零件的选材实例
机床主轴。
下图是C6132卧式车床主轴,工作时主要承受交变弯曲应力、扭转应力作用和一定的冲击载荷,运转较平稳。
要求具有良好的综合力学性能,锥孔、外圆锥面、花键表面要求耐磨。
现选用45钢制造,其工艺路线如下:下料→锻造→正火→粗加工→调质→半精加工(花键除外)→局部淬火(内外圆锥面)+低温回火→粗磨→铣花键→花键感应淬火+低温回火→精磨。
整体调质硬度可达到220~250HBS;内外圆锥面采用盐浴局部淬火和低温回火,硬度为45~50HRC;花键部分采用高频感应淬火和低温回火,硬度为48~53HRC。
图2-1 C6132卧式车床主轴简图
2.3 轴类零件的热处理
(1)38CrMoAlA钢热处理工艺路线:退火y调质y高温除应力y渗氮。
在切削加工前进行完全退火,消除锻造应力。
在外圆精车前进行调质,930e@3h油或水冷,650e@6h高温回火,调质后的硬度为265~295HB,金相检查要求离表面10mm处铁素体量<5%。
在粗磨处圆后进行高温除应力,630e@5h炉冷,350e出炉空冷,消除切削加工引起的残余应力。
在外圆精磨前进行渗氮,(500~520)e@5h+550e@25h两段渗氮,渗氮层深度Y0.45mm,硬度>950HV,脆性级别Z2级。
(2)9Mn2V钢热处理工艺路线:球化退火y调质y中频淬火y人工时效。
在切削加工前进行球化退火,760e@4h或690e@6h,球化1.5~5级,网状碳化物1~3级。
在外圆精车前进行调质,800e@3h油冷,630e~650e高温回火,在外圆精车后进行中频淬火,用2500匝线圈连续加热冷却,850e水冷,过冷度<5mm,淬硬层3~5mm,有明显变形时校直,180e@8h低温回火。
(3)GCr15钢热处理工艺路线:球化退火y淬火+冷处理+低温回火(连续完成)y人工时效y二次人工时效。
在切削加工前进行球化退火,760e@4h或690e@6h,
使锻后硬度降低,硬度<210HB,以利于切削加工。
(840~860)e@3h硝盐分级淬火,以减小变形,180e出炉空冷。
-60e@1h冰冷处理,以减少残留奥氏体量,起到稳定尺寸的作用。
170e@2h低温回火,以降低淬火及冷处理后产生的应力(淬火+冷处理+低温回火3次不间断连续完成),在毛坯粗切后进行。
130e@6h人工时效,以进一步降低应力,使组织趋于稳定,在低温回火后进行;二次人工时效:130e@6h,以更进一步降低应力、稳定组织,在精磨后进行。
(4)20CrMnTi钢热处理工艺路线:正火y渗碳+预冷淬火(连续完成)y低温回火y喷丸强化。
在机加工前进行正火,(950~970)e@(1.5~2)h出炉空冷,改善锻造组织,以利切削加工。
在磨削加工前进行渗碳,920e@(6~8)h气体渗碳,渗碳层深1.2~1.6mm。
在渗碳后连续进行预冷淬火,由渗碳温度预冷(炉冷)到870~880e直接油冷。
在淬火后进行200e@(2~3)h低温回火,硬度为58~62HRC。
第3章轴类零件的热处理注意事项
制定合适的保温温度、适当的升温速度还有保温时间以及降温速度就可以了。
一船来说奥氏体化温度根据材料的Ac3来确定,回火温度根据产品的要求来确定;
高碳钢、合金钢、工具钢以及大截面的产品升温慢一些,最好中间加一个或几个台阶,其它材料的或小截面的产品可升温快些;
冷却和升温一样也要注意,防止开裂;
对于高碳钢、合金钢、工具钢的回火完成后最后炉冷到一定温度后再出炉;
至于保温时间是根据产品的截面来确定的,高碳钢、合金钢、工具钢要适当长些。
参考文献
【1】赵品、孙振国.材料科学基础教程.哈尔滨:哈尔滨工业大学出版社,2009.
【2】赵连城.金属热处理原理.哈尔滨:哈尔滨工业大学出版社,1987. 【3】安玉昆.钢铁热处理.北京:机械工业出版社,1985.
【4】夏立芳.金属热处理工艺学.哈尔滨:哈尔滨工业大学出版社,2008. 【5】吴胜壮.金属切削机床.北京,机械工业出版社,1980.
【6】王先奎.金属力学性能.北京,清华大学出版社,2005.。