基于砂轮均匀磨损的曲面磨削研究
- 格式:pdf
- 大小:1.33 MB
- 文档页数:2

砂轮在磨削过程中常见问题及解决方案
磨削是用硬质磨料去除工件上多余材料的加工方法,可加工任何硬度的材料,它作为一种传统的加工方式,可获得较高的工件精度及表面质量,而且加工效率高、成本低,其在先进制造领域中占有极高的比重。
不同的磨削方式在应用过程中会产生不同的磨削缺陷,而对磨削缺陷影响最大的因素为砂轮,本文详细描写了具体的砂轮因素引起的缺陷及相对应的修整方法,具体如下表所示。
表1砂轮在磨削过程中常见问题及解决方案
磨削是一个复杂的系统工程,应根据工件材质特点正确选择砂轮及磨削工艺。
当工况中出现不同的磨削缺陷时,应当采取正确的修整方法,这样才能获得加工质量好、尺寸精度高的工件,从而提高生产效率,降低生产成本。

砂轮一砂轮的特性参数及其选择砂轮是由磨料和结合剂经压坯、焙烧而制成的多孔体。
砂轮是由磨料、结合剂和气孔所组成。
它的特性是由磨料、粒度、结合剂、硬度和组织五个参数所决定。
1. 磨料常用磨料可分为刚玉系、碳化物系和超硬磨料系三类。
2. 粒度粒度是指磨料颗粒大小.磨料颗粒大小通常分为磨粒和微粉两大类。
3. 结合剂把磨粒粘结在一起组成磨具的材料称为结合剂,它的性能决定了砂轮的强度、耐冲击性、耐腐蚀性和耐热性。
4. 硬度砂轮硬度是指在磨削力作用下,磨粒从砂轮表面脱落的难易程度。
砂轮硬,表示磨粒较难脱落;砂轮软,磨粒容易脱落。
砂轮的硬度主要由结合剂的粘结强度决定,与磨粒本身的硬度无关。
5. 组织砂轮的组织是表示磨粒、结合剂和气孔三者体积的比例关系。
根据磨粒在砂轮总体积中占有的百分数,将砂轮组织分为紧密、中等和疏松三大类。
砂轮特性,代号和适用范围二.砂轮外形及尺寸砂轮的形状根据被磨削表面的几何形状和尺寸选择,砂轮的外形及尺寸选择由磨床的规格决定。
在生产中通常将砂轮的形状尺寸和特性标注在砂轮端面上,其顺序依次为:形状、尺寸、磨料、粒度号、硬度、组织号、结合剂、线速度。
其中尺寸一般是指外径*厚度*内径。
三人造金刚石砂轮与立方氮化硼砂轮砂轮的修整一.砂轮磨损与失去磨削性能的形式1,磨粒的磨耗磨损在磨削过程中,在高温高压的作用下,磨粒发生塑性流动和化学反应。
然后,在强烈的机械摩擦作用下,被磨平变钝。
2,磨粒的破碎磨损磨粒在磨削过程中,瞬间升至高温,又在切削液的作用下骤冷。
这样经受多次反复速热骤冷,使磨粒表面形成很大热应力,从而使磨粒因热疲劳沿某个面破碎。
3,磨粒的脱粒磨损在磨削过程中,随着磨削温度的升高,结合剂强度相应下降。
当磨削力超过结合剂强度时,沿结合剂某断面破碎,使整个磨粒从砂轮上脱落不均匀,使砂轮轮廓失真。
4,砂轮表面的堵塞在磨削过程中,在高温高压的作用下使被磨削的材料粘附在磨粒上。
磨下的磨屑也会嵌入砂轮空隙中,砂轮表面的空隙被堵塞后,砂轮钝化而失去磨削能力。

磨削缺陷分析与解决1.产生原因及影响因素零件的磨削精度指零件在磨削加工后,其形状、尺寸及表面相互位置三方面与理想零件的符合程度。
一般说来,形状精度高于尺寸精度,而位置精度也应高于尺寸精度。
磨削加工中的误差主要来源与两方面。
一是磨床-夹具-砂轮组成的工艺系统本身误差;二是磨削过程中出现的载荷和各种干扰:包括力变形、热变形、振动、磨损等引起的误差。
而在磨削过程中,使砂轮与工件位置改变以降低磨削精度的主要原因有:⑴.由磨削力引起的磨床和工件弹性变形;⑵.磨床和工件的热变形;⑶.磨床和工件的振动;⑷.砂轮磨损后其形状、尺寸变化;⑸.工装、夹具的损坏或变形;⑹.导轨、轴承和轴等部件的非弹性变形。
其中磨削过程中的弹性变形是主要的影响因素,它会使砂轮的实际切入深度与输入切入深度不一致,这一变化是由“砂轮架—砂轮轴承-砂轮轴-工件-工件支承”的弹性系统刚性决定。
一般为消除这种原因带来的误差常在行程进给磨削后,停止相互间的进给,仅依靠弹性回复力维持磨削,即光磨阶段(又叫清火花磨削),从而消除残留余量。
当然造成磨削误差的其它因素液很多如:工件磨削形状误差,工件热变形,磨粒切刃引起的塑性变形,砂轮的磨损等。
2.对工件的影响:降低工件使用寿命;降低工件抗疲劳强度;特殊特性的尺寸精度误差易影响工件使用,如轴承孔尺寸的控制,尺寸过小,安装不到轴上;过大,易引起振动,影响轴承使用寿命等。
3.解决方法:增加系统刚性;减少上工序加工留量,以减小磨削厚度,从而减小磨削力降低残留应力;增加光磨时间;及时修整砂轮,及时检查工装、夹具、轴承完好性及电主轴的振动性等;精细的选择砂轮,如挑选细粒度,硬度较大,组织稍紧密的砂轮;选用导热性好的砂轮(如CBN 砂轮);采用冷却性能优良的磨削液以减少因热变形引起的误差。
二、工件表面粗糙度1.产生原因及影响因素表面粗糙度指加工表面具有较小间距和峰谷所组成微观几何形状特征。
它是大量磨粒在工件表面进行切削后留下的微观痕迹的集合。
.. ELID超精密磨削技术综述蔡智杰天津大学机械工程学院机械工程系2014级硕士生摘要:金属基超硬磨料砂轮在线电解修整(Electrolytic In-process Dressing, 简称ELID)磨削技术作为一种结合传统磨削、研磨、抛光为一体的复合镜面加工技术,开辟了超精密加工的新途径,具有广发的应用价值。
本文将从工作原理、磨削机理、工艺特点、影响因素及磨削机床的分类等方面系统地介绍ELID超精密磨削技术,并通过分析国外研究应用状况,阐述该技术在精密加工制造行业的应用发展前景。
关键词:在线电解修整(ELID) 超精密镜面加工金属基超硬磨料砂轮硬脆材料磨削机理0 引言随着制造行业的飞速发展,硬质合金、工程瓷、光学玻璃、玻璃瓷、淬火钢及半单晶硅等硬脆难加工材料得到广泛应用,寻求低成本、高效率的超精密加工技术的研究工作正在广泛开展。
超精密镜面磨削技术是一种借助高性能的机床、良好的工具(砂轮)、完善的辅助技术和稳定的环境条件,控制加工精度在0.1μm级以下、表面粗糙度Ra<0.04μm甚至Ra<0.01μm的磨削方法[1]。
然而,由于传统磨削工艺效率低、磨削力大、磨削温度高,且砂轮极易钝化、堵塞而丧失切削性能,从而造成加工面脆性破坏,加工质量恶化,难以满足高精度、高效率的加工要求。
随着砂轮精密修整技术的发展及超微细粒度砂轮的使用,将磨削加工的材料去除工作引入到一个新的领域。
ELID磨削技术是应用电化学反应的非传统材料去除技术来解决金属基超硬磨料砂轮的修整问题的超精密镜面加工技术,以其效率高、精度高、表面质量好、加工装置简单及适应性广等特点,已较广泛用于电子、机械、光学、仪表、汽车等领域。
1 ELID磨削的基本原理ELID(Electrolytic In-process Dressing)磨削是在磨削过程中,利用非线性电解修整作用使金属结合剂超硬磨料砂轮表层氧化层的连续修整用与钝化膜抑制电解的作用达到动态平衡。
基于砂轮均匀磨损的曲面磨削研究孔令叶(广东工贸职业技术学院,广州510510)摘要:磨削模具曲面时,工件曲面形状在数控插补下由圆弧砂轮的截面包络叠加而成,因此曲面的形状误差主要取决于 砂轮的形状精度和系统刚度。
按照单位磨粒参与磨削时间相同的原则,建立了砂轮均匀磨损的模型,根据曲率半径的不同,得出相应的砂轮进给速度。
通过磨削0.5 mm的余量后,砂轮整体的磨损量约有0.17 mm,采用变速均匀磨损法,砂轮的局 部法向误差由0.033 mm降为0.0239 mm,可减小约30%的局部磨损。
关键词:曲面磨削;形状精度;均匀磨损中图分类号:TB 58 文献标志码:A 文章编号:1002-2333(2017)07-0096-02 Research on Curved Surface Grinding Based on Uniform Wear of WheelKONG Lingye(Guangdong College of Industry and Commerce, Guangzhou 510510, China)Abstract:W h en g rin d in g cu rved su rfa ce u sin g a r c g rin d in g w h eel, th e sh a p e of w o rkp iece su rfa ce is fo r m e d by th e o verla p p in g o f a rc g rin d in g w h eel u n d er th e n u m erica l c o n tro l in te rp o la tio n. S o th e sh a p e e r r o r o f th e su rfa ce d ep en d s m a in ly o n th e sh a p e accu racy a n d th e sy stem stiffn e ss o f th e grin d in g w h eel. A ccordin g to th e p rin cip le th a t th e u n it a b ra sive g ra in s p a rticip ate in th e sa m e g rin d in g tim e, a u n ifo r m w e a r m o d e l of th e g rin d in g w h eel is esta b lish ed. A ccordin g to th e d iffe re n t ra d iu s o f cu rv a tu re, th e co rre sp o n d in g g rin d in g w h eel feed r a te is o b ta in e d. A fter g rin d in g th e rem a in in g a m o u n t of 0.5m m, th e o v era ll w e a r o f th e g rin d in g w h eel is a b o u t 0.17 m m. U sin g th e varia b le sp eed u n ifo rm w e a r m e th o d, th e local n o r m a l e r r o r of th e g rin d in g w h eel is red u ced fr o m 0.033m m to0.0239m m, w h ich can red u ce th e local w e a r o f a b o u t 30%.Key words:cu rved su rfa ce g rin d in g; sh a p e accu racy; u n ifo r m w e a r0引言复杂模具曲面的加工质量决定了最终坯料成型的精 度和质量,当采用圆弧砂轮包络磨削曲面时,工件曲面形状 在数控插补下由圆弧砂轮的截面包络叠加而成,砂轮的形 状精度及其磨损量直接决定了曲面的形状精度[1九同时,整个磨削系统特别是砂轮和工件之间的刚度也会产生较 大的形状加工误差。
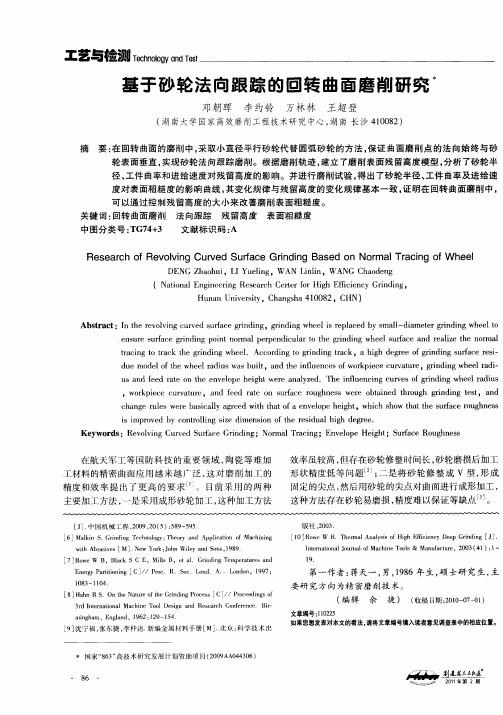
当采用如图1所示的圆弧包络磨削法 时,砂轮沿两个轴进行数控插补,其圆弧截面上的磨粒依 次参与磨削,而不再限制于固定的磨削点,其优点是砂轮 表面绝大部分磨粒都能参与磨削,可以大大降低砂轮的集 中磨损量,从而提髙砂轮和所加工曲面的形状精度但砂轮表面和工件表面磨削点一一对应,属于一次性 磨削'且加工曲面曲率变化复杂,可能存在相同曲率的情 况M,继而砂轮表面上某些地方要多次参与磨削,其他磨 粒则只参与一次磨削,势必造成砂轮局部磨损。
如何提高 圆弧砂轮的形状保持性、避免砂轮的局部磨损来改善工件 的形状精度对于曲面磨削来说是一个急待解决的问题。
Z-axis图1圆弧包络磨削示意图1圆弧砂轮均匀磨损由于曲面曲率是复杂变化的,而砂轮的圆弧半径是 固定的,因而圆弧砂轮与不同曲率的曲面接触时间不 同[1°_11],砂轮表面单位磨粒参与磨削的时间和距离也不同,势必会产生不同的磨损量[12]。
本文将根据砂轮与工 件曲面的接触情况以及砂轮的磨损情况进行分析。
某结构尺寸的凹曲面辊轧如图2所示,整个曲面由 多段不同半径的圆弧曲面相切组成。
在磨削工件各段曲 面时,根据其接触情况,把砂轮圆弧表面上参与磨削的磨 粒也分成三段。
在图2中,工件上三段圆弧的截面弧长为L=6-R; (i?1=80,i?2= 110.4,i?3=58,r= 17)〇而与之对应的砂轮表面参与磨粒的弧长为/ =!••0 〇那么,砂轮单位磨粒的总材料去除量可得:—L/1〇实验中采用恒进给速度加工。
那么,在磨削三段曲面96|2017 年第 7 期网址: 电邮:hrbengineer@-10-5510位置图3不同进给方式的砂轮磨损量时,砂轮单位磨粒参与磨削的距离可知:/s l =L , / /^80/17=4.71;4 =12//2=110.4/17=6.49;/s 3 =L 3 / /3=58/17=3.41〇从上述结果中可知,4的比值最大,说明在磨削M 10.4 的圆弧时砂轮截面上单位磨粒参与磨削的距离和时间最 大,即单位磨粒的总材料去除量最大。
在相同的加工条件下, 砂轮表面上此段圆弧磨损最严重。
从上述三个比值关系可 知,圆弧砂轮的局部磨损量与工件的曲率半径大小成正比。
在极端倩况下,当工件曲率半径无限大,接近平面时,圆弧砂 轮与工件变成固定点接触,加剧砂轮的磨损。
根据磨削原理可知,砂轮转速的提高或磨削进给速 度的降低,可以让单位磨粒的切削力降低,在相同的材料 去除量时,相当于参与切削的磨粒增多[13_14]。
当采用恒速 进给时,砂轮单位磨粒参与磨削的时间与其距离成正比,也等于4.71: 6.49: 3.41。
为实现砂轮良好的形状保持性及 均匀磨损,尽量使单位磨粒在单位时间内的材料去除量 相同。
为此,在材料去除量和移动距离保持不变的情况 下,磨削各段曲面时可以采用不同的磨削进给速度,即变 进给磨削气由于编程时控制的是砂轮圆弧中心的速度, 根据几何关系,可以得出砂轮均勻磨损时砂轮中心的进 给速度比:u ,. u ' U=4.71x ^^:6.49x^^:3.41x %^。
Jt 2R 3SP/i:/3=27:40:17.6〇根据上式得出的变进给速度比值可以转换为不同的进给速度。
分别米用彳旦速/= 40 mm /m in 和上式所得速度 比值进行实验对比,实验结果如图3所示。
从图3中可知,在加工完0.5 m m 的余量后,约有 0.17 m m 的砂轮整体磨损量(左侧竖直线)。
但两种不 同速度控制方式对砂轮磨损量的影响不同。
当采用恒 进给速度和变进给速度磨削时,砂轮沿径向最大形状 误差值分别为0.08 mm 和0.055 mm ,折算成法向误差 分别为0.033 mm 和0.0239 mm 。
采用变进给速度磨削 的法向磨损量下降了约30%,验证了变速磨削的有效 性。
特别是在砂轮的两侧边缘处,对应的工件曲率半径 较小,由于进给速度的降低,单位磨粒的切削力降低, 在相同的材料去除量时,相当于参与切削的磨粒增多。
同时,由于在加工左右两侧曲面时,砂轮和工件的受力 方向发生明显变化,平行砂轮和工件系统的整体刚度变小,进给速度的变化,可有效降低该处工件的形状误 差和砂轮的局部误差值。
2结论1) 曲面磨削时,根据包络相切关系,圆弧砂轮表面和 工件表面磨削点一一对应,属于一次性磨削,砂轮的局部 磨损直接影响工件形状精度。
2) 根据砂轮截面上单位截面弧长参与磨削的工件截面 弧长比为,要想保证砂轮均匀磨损,应尽量保证其单位磨粒 与工件的接触时间相同,然后结合工件曲率半径和砂轮圆弧 半径,可得出砂轮均匀磨损时砂轮中心的移动速度比。
3) 分别采用均勻磨损所得的变进给速度和恒进给速 度进行的实验,可以得出磨削0.5 m m 的余量后,砂轮整 体的磨损量约有0.17 mm ,但局部法向误差分别为0.033 mm 和0.0239 mm ,米用均勻磨损法,可以降低约30%的 局部磨损。
[参考文献][1] XIE J,WEI F,ZHENG J H.3D laser investigation on micron-scalegrain protrusion topography of truncated diamond grinding wheel for precision grinding performance [JJ.International Journal of Machine Tools & Manufacture,2011(51):411-419.[2] 杨清全.高速数控非球面加工技术研究[D].厦门:厦门大学,2009.[3] LEE J S,SAEKI M,KURIYAGAWA T.A Study on the MirrorGrinding for Mold of a Small Aspherical Lens [JJ.International Journal of the Korean Society of Precision Engineering,2003 (4): 48-54.[4] ZHANG B,UEMATSU T.Surface generation mechanism in helicalscan grinding: an analytical study [J].Joural of M aterials Processing Technology, 1999,91(1 -3):206-214.[5] 孔令叶,阎秋生,宋军辉.基于表面粗糙度均匀性的曲面磨削研究[J].中国机械工程,2008,19(21):2557-2560.[6] 孔令叶.轴对称回转曲面精密磨削加工技术研究[D].广州:广东工业大学,2011.[7] 庄司克雄.磨削加工技术[M].北京:机械工业出版社,2007.[8] 查体建.杯形砂轮球面磨削的砂轮磨损及磨削力研究[D].上海:上海交通大学,2013.[9] 殷龙海.大中型SiC 非球面反射镜确定性高效加工工艺的研究[D].长春:中国科学院长春光学精密机械与物理研究所,2015.[10] 陈明君,董申,李旦,等.脆性材料超精密磨削时影响表面质量因素的研究[J]•机械工程学报,2001,37(3):1-4.[11] 龙飘.氮化硅陶瓷球面ELID 磨削实验研究[D].长沙:湖南大学,2012.[12] 李青.光学玻璃F_thet a 自由曲面磨削的形状误差补偿精密加工研究[D].广州:华南理工大学,2015.[13] 姚斌,席文明,叶军君.基于砂轮均匀钝化和进让式进给精密磨削的研究[J].中国机械工程,2007(2):127-129.[14] SAEKI M, KURIYAGAWA T, SYOJI K. Machining of AsphericalMolding Dies Utilizing Parallel Grinding Method[J]. Journal of the Japan Society for Precision Engineering, 2002, 68(8): 1067-1071.[15] 黄浩,郭隐彪,王振忠.轴对称非球面加工进给速度控制技术研究[J].金刚石与磨料磨具工程,2004(2):20-24.(编辑明涛)作者简介:孔令叶(1982—),男,博士,主要研究方向为机械制造及自动化、精密磨削技术。