1314磨削与砂轮磨床精讲
- 格式:ppt
- 大小:2.71 MB
- 文档页数:57

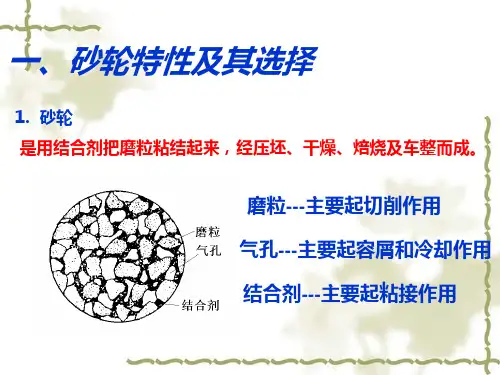
砂轮一砂轮的特性参数及其选择砂轮是由磨料和结合剂经压坯、焙烧而制成的多孔体。
砂轮是由磨料、结合剂和气孔所组成。
它的特性是由磨料、粒度、结合剂、硬度和组织五个参数所决定。
1. 磨料常用磨料可分为刚玉系、碳化物系和超硬磨料系三类。
2. 粒度粒度是指磨料颗粒大小.磨料颗粒大小通常分为磨粒和微粉两大类。
3. 结合剂把磨粒粘结在一起组成磨具的材料称为结合剂,它的性能决定了砂轮的强度、耐冲击性、耐腐蚀性和耐热性。
4. 硬度砂轮硬度是指在磨削力作用下,磨粒从砂轮表面脱落的难易程度。
砂轮硬,表示磨粒较难脱落;砂轮软,磨粒容易脱落。
砂轮的硬度主要由结合剂的粘结强度决定,与磨粒本身的硬度无关。
5. 组织砂轮的组织是表示磨粒、结合剂和气孔三者体积的比例关系。
根据磨粒在砂轮总体积中占有的百分数,将砂轮组织分为紧密、中等和疏松三大类。
砂轮特性,代号和适用范围二.砂轮外形及尺寸砂轮的形状根据被磨削表面的几何形状和尺寸选择,砂轮的外形及尺寸选择由磨床的规格决定。
在生产中通常将砂轮的形状尺寸和特性标注在砂轮端面上,其顺序依次为:形状、尺寸、磨料、粒度号、硬度、组织号、结合剂、线速度。
其中尺寸一般是指外径*厚度*内径。
三人造金刚石砂轮与立方氮化硼砂轮砂轮的修整一.砂轮磨损与失去磨削性能的形式1,磨粒的磨耗磨损在磨削过程中,在高温高压的作用下,磨粒发生塑性流动和化学反应。
然后,在强烈的机械摩擦作用下,被磨平变钝。
2,磨粒的破碎磨损磨粒在磨削过程中,瞬间升至高温,又在切削液的作用下骤冷。
这样经受多次反复速热骤冷,使磨粒表面形成很大热应力,从而使磨粒因热疲劳沿某个面破碎。
3,磨粒的脱粒磨损在磨削过程中,随着磨削温度的升高,结合剂强度相应下降。
当磨削力超过结合剂强度时,沿结合剂某断面破碎,使整个磨粒从砂轮上脱落不均匀,使砂轮轮廓失真。
4,砂轮表面的堵塞在磨削过程中,在高温高压的作用下使被磨削的材料粘附在磨粒上。
磨下的磨屑也会嵌入砂轮空隙中,砂轮表面的空隙被堵塞后,砂轮钝化而失去磨削能力。
磨工基础知识一、砂轮:砂轮是磨削加工中最主要的一类磨具。
砂轮是在磨料中加入结合剂,经压坯、干燥和焙烧而制成的多孔体。
由于磨料、结合剂及制造工艺不同,砂轮的特性差别很大,因此对磨削的加工质量、生产率和经济性有着重要影响。
砂轮的特性主要是由磨料、力度、结合剂、硬度、组织、形状和尺寸等因素决定。
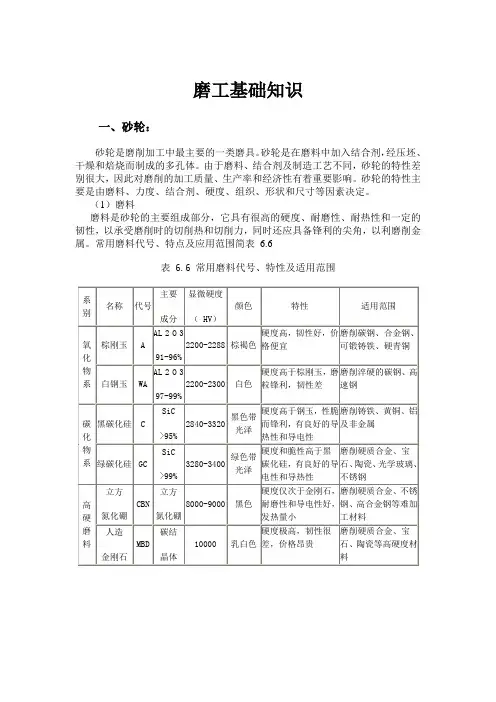
(1)磨料磨料是砂轮的主要组成部分,它具有很高的硬度、耐磨性、耐热性和一定的韧性,以承受磨削时的切削热和切削力,同时还应具备锋利的尖角,以利磨削金属。
常用磨料代号、特点及应用范围简表 6.6表 6.6 常用磨料代号、特性及适用范围(2)粒度粒度是指磨料颗粒尺寸的大小。
粒度分为磨粒和微粉两类。
对于颗粒尺寸大于40 μ m的磨料,称为磨粒。
用筛选法分级,粒度号以磨粒通过的筛网上每英寸长度内的孔眼数来表示。
如60 # 的磨粒表示其大小刚好能通过每英寸长度上有60孔眼的筛网。
对于颗粒尺寸小于40 μ m的磨料,称为微粉。
用显微测量法分级,用W和后面的数字表示粒度号,其W后的数值代表微粉的实际尺寸。
如W20表示微粉的实际尺寸为20 μ m。
砂轮的粒度对磨削表面的粗糙度和磨削效率影响很大。
磨粒粗,磨削深度大,生产率高,但表面粗糙度值大。
反之,则磨削深度均匀,表面粗糙度值小。
所以粗磨时,一般选粗粒度,精磨时选细粒度。
磨软金属时,多选用粗磨粒,磨削脆而硬材料时,则选用较细的磨粒。
粒度的选用见表 6.7。
表 6.7 磨料粒度的选用(3)结合剂结合剂是把磨粒粘结在一起组成磨具的材料。
砂轮的强度、抗冲击性、耐热性极耐腐蚀性,主要取决于结合剂的种类和性质。
常用结合剂的种类、性能及适用范围见表6.8。
表 6.8常用结合剂的种类、性能及适用范围(4)硬度砂轮硬度是指砂轮工作时,磨粒在外力作用下脱落的难易程度。
砂轮硬,表示磨粒难以脱落;砂轮软,表示砂轮容易脱落。
砂轮的硬度等级见表 6.9。
砂轮的硬度与磨料的硬度是完全不同的两个概念。
硬度相同的磨料可以制成硬度不同的砂轮,砂轮的硬度主要决定于结合剂性质、数量和砂轮的制造工艺。
第九章磨削与砂轮第九章磨削与砂轮引言:磨削加工是一种历史悠久的加工方法,同时又是一种最有发展前途的加工方法。
因为它既能加工普通材料又能加工超硬材料,既能作粗加工又能作精加工及超精加工,可加工外圆、内孔、平面、螺纹、齿轮、花键、导轨和成形面等各种表面。
目前磨削加工精度可达IT4~IT7,表面粗糙度为1.25 μm~0.01 μm,磨削加工对毛坯余量要求很小,磨削尤其适合于加工难以切削的超硬材料(如淬火钢)。
磨削的用途非常广泛。
此外,磨削加工生产效率高,容易实现生产过程自动化。
因此磨削加工在机械制造工业中的地位日显重要。
本章主要介绍砂轮特性和形貌图、磨削运动和要素、磨削力和温度的影响因素及其控制,并简介了先进的磨削方法。
磨削加工的基本规律,重点分析砂粒的切削厚度及磨削表面质量。
§9-1 砂轮砂轮是磨削加工中最常用的工具。
它是由结合剂将磨料颗粒黏结而成的多孔体。
掌握砂轮的特性,合理选择砂轮,是提高磨削质量和磨削效率、控制磨削加工成本的重要措施。
一、砂轮的组成要素1、磨料磨料即砂轮中的硬质颗粒。
磨料分为天然磨料和人造磨料两大类。
一般天然磨料含杂质多,质地不匀,天然金刚石虽好,但价格昂贵。
所以目前主要采用人造磨料。
常用人造磨料可分为氧化物系、碳化物系和超硬磨料系三大类。
氧化物系主要成分为Al2O3;碳化物系主要以碳化硅、碳化硼为基体,根据其纯度或添加的金属元素不同又可分为不同品种;超硬磨料系中主要有人造金刚石和立方氮化硼。
各种常用磨料的名称、代号、性能和用途见下表。
2、粒度粒度表示磨料颗粒的大小。
粒度有两种表示方法。
旧的表示方法是沿用英制单位,按大小把磨粒分为一般磨粒和微细磨粒两大类。
一般磨粒(制砂轮用)用筛分法来确定粒度号,粒度号就是磨粒刚好可通过的筛网每英寸(25.4mm)长度的孔眼数。
单位为“目”。
如40#的磨粒,表示粒度为40 目的磨粒。
所用的粒度号越大,磨粒的实际尺寸越小。
有时还用45/50 表示,意思是所筛选的磨粒能通过45 目的筛网,通不过50 目的筛网。