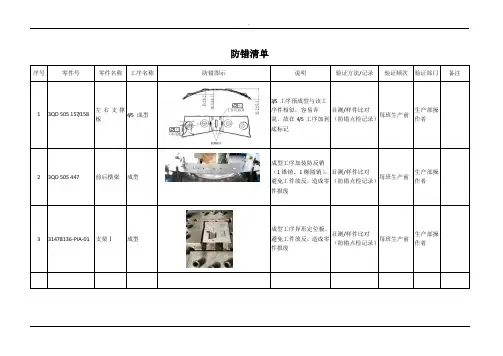
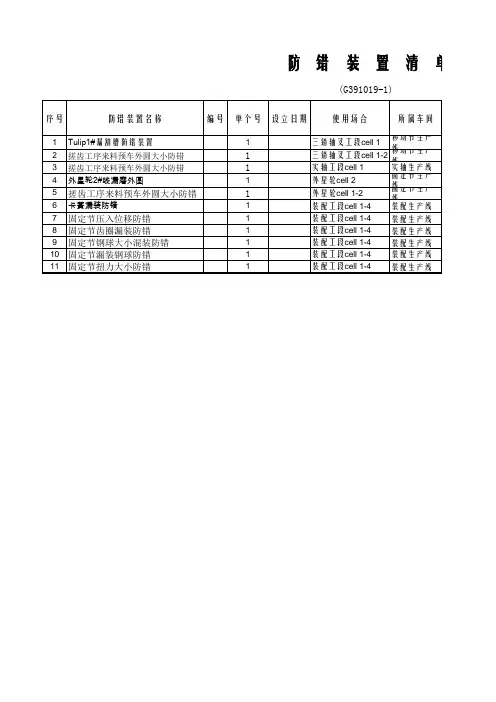
防错装置清单
- 格式:xls
- 大小:26.00 KB
- 文档页数:2

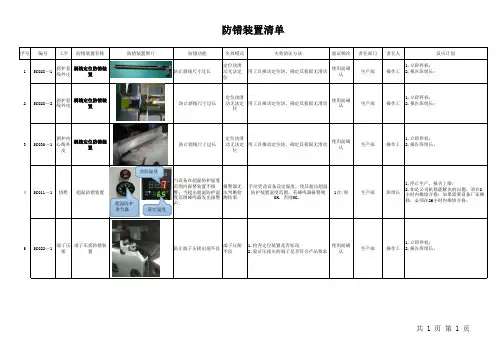
No . 12 34注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计生产时,模块和端子可以正常放到航模,光电感应器常亮,反之光电感应器灯不亮且机械手停止动作生产单位N/A 光电感应器防止端子和模块无法放入裁切模OK位置每班生产生产单位设备感应、紧急停止线第1:设计阶段N/A第1:设计阶段N/A 设备数据显示气压检测设备防止程序无法启动、机械手抓不到航模每班生产生产单位自动化集成保养表生产单位N/A生产预备点检,设备可正常工作气压>5kgf/c㎡没有放入到位的话,光电感应器红色灯会亮起,且机械手停止动作,如果放入到位,光电感应器不会亮生产时,端子能正常被裁切OK,光电感应器红色灯常亮,如果裁切异常,光电感应器红灯不亮且机械手停止动作N/AN/A 024项目编号024-04492581-1第1:设计阶段N/A模具编号防呆防错清单工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期注塑/S3Y831-1-4机器人设计设备感应、紧急停止线光电感应器防止端子无法被裁断第1:设计阶段每班生产设备感应、紧急停止线光电感应器防止裁切好的端子无法精确放入到航模每班生产气压检测设备光电感应器光电感应器光电感应器A1汽车件电子件No .024项目编号024-04492581-1模具编号防呆防错清单工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期汽车件电子件567注Re vA0A1HYWI-R045-2016.7.26内部变更修正记录表单熊少波罗雅周孙伟2015.08.06新制作新制作夏斌注塑/S3Y831-1-4机器人设计第1:设计阶段不良品测试试作OK设备感应、紧急停止线检测等高棒报警器光电感应器防止产品端子高低PIN无法测试通过每班生产核准审核制定注塑/S3Y831-1-4机器人设计修改原因修改内容.生产单位制/修订日期生产单位92581-1电测样品点检记录表生产时,电流导通测试OK,测试机显示PASS且绿灯亮起,测试NG的话,测试机显示FAIL且红灯亮起同时报警器红灯报警生产时,产品高底PIN测试OK,产品会正常流向工作台,测试NG的话,产品会分流到不良品盒同时报警器会红色灯亮起设备感应、紧急停止线检测探针报警器测试仪防止产品电流导通测试无法通过生产单位92581-1电测样品点检记录表每班生产注塑/S3Y831-1-4机器人设计设备感应、紧急停止线检测镶块报警器光电感应器防止产品端子位置度测试无法通过第1:设计阶段每班生产不良品测试试作OK92581-1电测样品点检记录表第1:设计阶段不良品测试试作OK生产时,产品端子位置度测试OK,灯不亮状态,测试NG,光电感应器红色灯会亮起(静止状态感应器灯也是亮的)且报警器红灯报警光电感应器光电感应器不良品箱A1A1A1。
防错装置管理规范1目的为确保防错装置和检测设备按照设定的功能正常工作,防止不合格品被制造或被传递,建立每个防错装置的历史记录,为防错装置的预防性维护和必要的维修提供依据,特制定本管理规定。
2范围适用于公司内所有防错装置的管理和有效性验证。
3职责技术部对本程序负管理职责。
生产部对本程序的正确执行负责。
4定义防错装置——防止加工或装配不合格品的装置。
错误检测设备——防止传递不合格产品的装置。
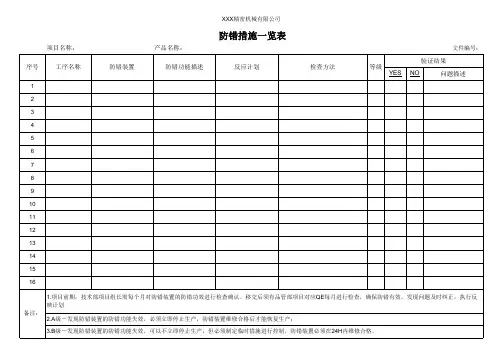
5程序内容5.1生产部必须建立防错装置清单,见附录A,明确各防错装置的编号、需验证的内容,失效模式及反应计划,并在车间明示。
5.2防错装置编号为:YH-FC-01,其中YH为我司代号,FC为防错装置缩写,01为防错装置的流水号,如01、02、03……。
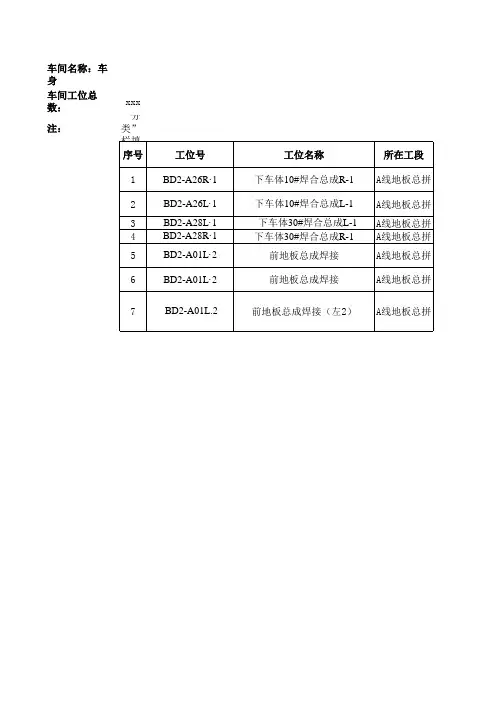
5.3生产部必须在生产平面布置图中明确标出防错装置的位置。
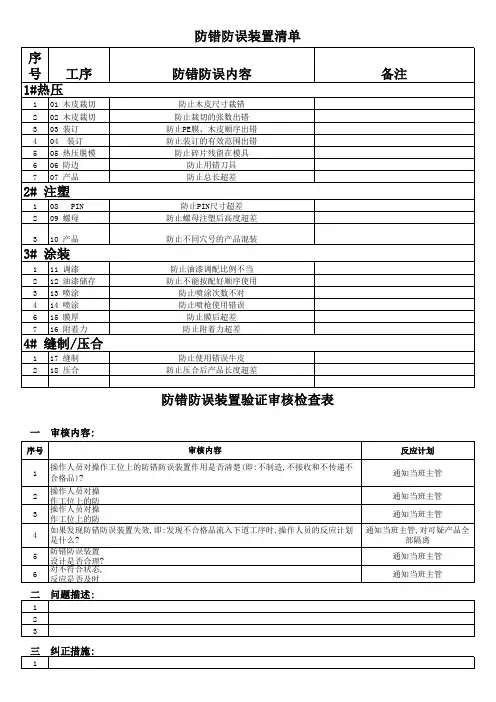
5.4为确保防错装置有效,防错装置必须每班验证一次,并填写防错验证检查表,见附录B。
5.5生产部必须建立用于防错验证的标准样件的管理方法,制订适宜的检查频次,确保其精度、准确。
5.6生产部必须建立防错装置失效的历史记录及整改记录,并责成专人负责,见附录C,以便于对防错装置的管理,为改进提供依据。
6防错验证的管理6.1生产部必须及时对相关人员进行防错验证方面知识的培训,确保防错验证的各种信息在各层次人员间准确传递。
6.2生产部必须根据防错验证的相关记录,定期更新和改进防错装置,使其更加完善。
6.3当出现新的防错装置和更新防错装置时,必须及时更新所有相关文件。
6.4对于复杂的防错装置,生产部应制订定期的维修计划,并按计划进行维修,建立维修记录。
6.5生产部必须妥善保管防错验证的各种记录,并便于检索。
6.6部门负责人必须定期检查和评审防错验证结果,见附录D,并根据验证结果及时制订防错的改进计划。
6.7所有防错验证的纪录保存期限为1年。
7附录防错装置清单防错验证检查表防错装置失效记录表防错验证结果统计防错装置清单更多免费资料下载请进:好好学习社区防错验证检查表日期:生产车间:主管:检查人:更多免费资料下载请进:好好学习社区防错装置失效记录表记录:更多免费资料下载请进:好好学习社区防错验证结果统计生产部更多免费资料下载请进:好好学习社区。
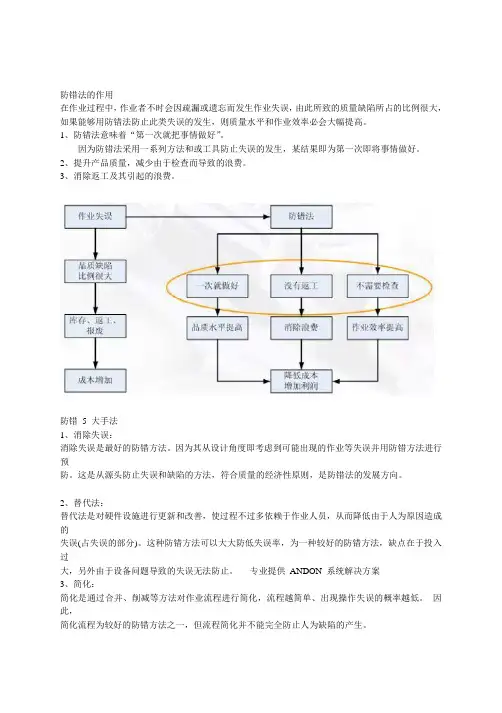
防错法的作用在作业过程中,作业者不时会因疏漏或遗忘而发生作业失误,由此所致的质量缺陷所占的比例很大,如果能够用防错法防止此类失误的发生,则质量水平和作业效率必会大幅提高。
1、防错法意味着“第一次就把事情做好”。
因为防错法采用一系列方法和或工具防止失误的发生,某结果即为第一次即将事情做好。
2、提升产品质量,减少由于检查而导致的浪费。
3、消除返工及其引起的浪费。
防错 5 大手法1、消除失误:消除失误是最好的防错方法。
因为其从设计角度即考虑到可能出现的作业等失误并用防错方法进行预防。
这是从源头防止失误和缺陷的方法,符合质量的经济性原则,是防错法的发展方向。
2、替代法:替代法是对硬件设施进行更新和改善,使过程不过多依赖于作业人员,从而降低由于人为原因造成的失误(占失误的部分)。
这种防错方法可以大大防低失误率,为一种较好的防错方法,缺点在于投入过大,另外由于设备问题导致的失误无法防止。
-专业提供ANDON 系统解决方案3、简化:简化是通过合并、削减等方法对作业流程进行简化,流程越简单、出现操作失误的概率越低。
因此,简化流程为较好的防错方法之一,但流程简化并不能完全防止人为缺陷的产生。
4、检测:检测是在作业失误时自动提示的防错方法, 大都通过计算器软件实现, 为目前广泛使用的防错方法。
5、减少:从减少由于失误所造成的损失的角度出发, 即发生失误后, 将损失降至最低或可接受范围, 目前许多智能设备均或多或少具备该功能。
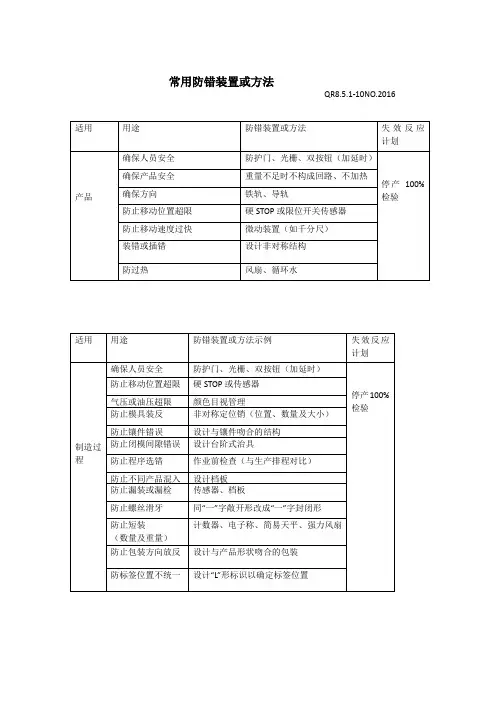
几类常见防错装置1、防错装置:查检表查检表可以防止人为疏漏,如出货查检表,包装查检表,5S 查检表等,示意如下:说明: 查检表在各个企业的使用相当普遍,是最基本的一种防错方法之一。
-专业提供ANDON 系统解决方案2、防错装置:光学传感器原理为靠工件阴断光路产生信号,示意如下图:说明: 当无工件时,光线由发射端直接射入接收端,传感器无输出,当工件处于传感器的发射端和接收端之间时,工件遮住了光线,接收端输出信号。
IATF16949防错装置清单
台嘉蚌埠玻纤最⾼管理者:
(3)保持应⽤临时替代⽅案时的相关记录,以便于追溯;
(4)临时替代⽅案下⽣产的零件应能确保所⽣产的不合格零件不流⼊下道⼯序。
2.防错法特点:不需要注意⼒,不需要经验和直觉、不需要专业的知识和⾼度的技能;
3.<验证频次>为每⽉10⽇、25⽇;
4.<临时替代⽅案>包括,但不限于以下:
(1)100%⼈⼯检验;
(2)100%检查过的特性进⾏可视化标识(在产品标签上说明);
(3)保持应⽤临时替代⽅案时的相关记录,以便于追溯;
(4)临时替代⽅案下⽣产的零件应能确保所⽣产的不合格零件不流⼊下道⼯序。
防错装置清单
审核:制表:
致;
;
;
表:。