纯棉tex针织用纱精梳步骤的工艺设计
- 格式:ppt
- 大小:731.50 KB
- 文档页数:21
纯棉精梳14.6tex针织用纱工艺设计任务描述:在普梳系统中,生条含有较多的短绒,纤维形态差异较大(弯钩纤维、未伸直分离纤维),且存在未被梳棉机清除的结杂,这些都会影响成纱质量(如细纱结杂、条干、强度等),所以在梳棉后采用精梳工序,以进一步清除生条中的疵点,排除短绒,伸直平行纤维,为提高成纱质量打好基础。
精梳工艺设计重点是合理配置精梳准备工艺和精梳机工艺,确保生产出高档优质的精梳纱线。
一、精梳准备工艺梳理机制成的生条,纤维排列较乱,纤维平行伸直度较差,具有大量弯钩,特别是后弯钩纤维占50%以上。
这种状态的纤维,不能满足握持梳理的要求,如直接由精梳机加工,不仅梳理阻力过大使梳针易损坏,而且纤维易损伤,使很多未伸直的纤维被作为过短纤维而被排除,并产生过多的落纤,这将降低精梳质量率和劳动生产率。
因此,生条在进入精梳前,应经过精梳准备工序,制成条干均匀的小卷,以改善条子中的纤维状态,满足握持梳理的喂入要求。
精梳准备工艺方式有三种类型:条卷工艺:预并条机→条卷机工艺牵伸由大到小,所用的机型结构简单,占地面积小,是国产A201系列精梳机配套使用的工艺流程。
制成的小卷牵伸不足,约6-12倍,虽然黏卷现象较少,但纤维平行伸直度较差,小卷横向不匀,嵌板对小卷握持不匀,致使精梳落棉率偏高。
所以,条卷工艺已逐渐被其他两种工艺流程取代。
并卷工艺:条卷机→并卷机牵伸由小到大,总牵伸约6-12倍;制成的小卷成形良好,层次清晰,纵横向均匀度好,有利于精梳机嵌板的可靠握持;落棉均匀,成条工艺好;占地面积小;6层小卷并卷后,成卷均匀度好。
所以,适用于双精梳工艺的头道精梳准备工艺,且适于生产较高档、高档的精梳产品。
国内一般用于FA系列设备。
条并卷工艺:预并条机→条并卷联合机工艺牵伸由大到小,总牵伸约7-14倍;制成的小卷因合并条子多而成卷均匀度好,纤维伸直平行度很好,可以减轻精梳机的梳理负担,小卷质量不匀率小,可纺纤维的损失少且产量高,输出线密度可达100m/mi以上,故被普遍认为是当今最先进的精梳准备工序,国内现代精梳多采用此流程。
纺纱工艺流程把棉花纺成纱,一般要经过清花、梳棉、并条、粗纱、细纱等主要工序。
用于高档产品的纱和线还需要增加精梳工序。
生产不同要求的棉纱,要采取不同的加工程序,如纺纯棉纱和涤棉混纺纱,由于使用的原料不同,各种原料所具有的物理性能不同,以及产品质量要求不同,在加工时需采用不同的生产流程。
(一)纯棉纱工艺流程1.普梳纱:清花→梳棉→头并→二并→粗纱→细纱→后加工2.精梳纱:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工(二)涤棉混纺纱的工艺流程1.普梳纱:原棉:清花→梳棉→→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→2.精梳纱:原棉:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→预并→二、纱线产品分类及品种代号(一)纱线产品的一般分类,见下表。
分类依据分类使用原料的不同纯棉纱线、纯化纤纱线、棉型混纺纱线、毛型混纺纱线纺纱的方法不同环锭纺纱线、气流纺纱线、静电纺纱线等纺纱的工艺不同梳棉纱线、精梳纱线、桃毛纱线加捻方向的不同顺手捻(s捻)、反手捻(z捻)产品用途的不同织布用纱线、针织用纱线、起绒用纱线、绳带用纱线、渔网用纱线、帘子布用纱线(二)纱线粗细程度分类类别号数英制支数粗号纱大于32tex 18支及以下中号纱20—30tex 19—29支细号纱9—19tex 30—60支特细号小于9tex 60支以上(三)纱线品种代号,见下表。
品种代号品种代号经纱线T 起绒用纱Q纬纱线w 烧毛纱线G绞纱线R 转杯纱线OE筒子纱线D 涤棉混纺纱线T/C精梳纱线J 棉维混纺纱线C/V针织汗布用纱K 有光粘胶纱线FB精梳针织汗布用纱线JK 无光粘胶纱线FD注:纱线在用代号表示时,一般原料代号、加工代号写在tex值前,用途代号写在tex值后。
三、纱线粗细程度的表示方法1、有关定义表示纱线粗细程度的方法有两种:一种是定长制(号数制),即以单位长度纱线的重量来表示。
30tex纯棉普梳针织用纱纺纱工艺设计纺纱工艺是纺织品生产中的重要环节,它直接影响到纱线的质量和性能。
30tex纯棉普梳针织用纱是一种常用的纱线,它具有柔软、透气、吸湿、舒适等特点,广泛应用于针织品的生产中。
本文将介绍30tex纯棉普梳针织用纱的纺纱工艺设计。
一、纱线的选择30tex纯棉普梳针织用纱的纺纱工艺设计首先要选择合适的纱线。
纱线的选择应根据产品的要求和工艺特点来确定。
30tex纯棉普梳针织用纱的纱线应选用优质的棉花为原料,经过普梳工艺处理后,纱线的质量和性能更加稳定。
同时,纱线的细度应根据产品的要求来确定,一般在30tex左右。
二、纺纱工艺流程30tex纯棉普梳针织用纱的纺纱工艺流程包括开松、清洗、梳棉、精梳、牵伸、捻合等环节。
1. 开松开松是将棉花进行初步处理的环节,目的是使棉花变得松软,易于后续的加工处理。
开松的方法有多种,如手工开松、机械开松等。
在30tex纯棉普梳针织用纱的纺纱工艺中,一般采用机械开松的方法,可以提高生产效率和纱线的质量。
2. 清洗清洗是将棉花中的杂质和污渍去除的环节,目的是保证纱线的质量和卫生。
清洗的方法有多种,如水洗、气流清洗等。
在30tex纯棉普梳针织用纱的纺纱工艺中,一般采用水洗的方法,可以彻底清洗棉花中的杂质和污渍。
3. 梳棉梳棉是将棉花进行细化处理的环节,目的是使棉花的纤维更加细长、平整,便于后续的加工处理。
梳棉的方法有多种,如手工梳棉、机械梳棉等。
在30tex纯棉普梳针织用纱的纺纱工艺中,一般采用机械梳棉的方法,可以提高生产效率和纱线的质量。
4. 精梳精梳是将梳棉后的棉花进行进一步处理的环节,目的是使棉花的纤维更加细长、平整,提高纱线的质量和性能。
精梳的方法有多种,如手工精梳、机械精梳等。
在30tex纯棉普梳针织用纱的纺纱工艺中,一般采用机械精梳的方法,可以提高生产效率和纱线的质量。
5. 牵伸牵伸是将精梳后的棉花进行拉伸处理的环节,目的是使纱线的强度和延伸性更好。
纺纱工艺设计与质量控制第一章棉纺工艺设计一、棉纺基本概念1、棉纺产品:用棉纺设备将多种纤维加工成的纱线制品。
2、棉纺特点:工艺流程短,速度高,设备完善,对纤维适应性广,加工成本低。
棉纺产品品种繁多,风格各异。
3、棉纺设备可加工:传统的棉花、各种棉型化纤、中长化纤、长丝、以及其它天然纤维的纯纺和混纺。
4、棉纺规模:以细纱锭子数和转杯纺头数来表示棉纺厂的规模大小。
5、棉纺产品开发设计包括:棉纺新原料的开发、混纺纱不同混纺比的设计、新原料和新品种的工艺设计、多种花式纱的设计与加工方法。
三、棉纺工艺设计纺纱工艺是纺纱加工中的流程和各机件的参数设置的总称。
在纺纱工艺设计时,既要考虑到设备及其状态,更要考虑到所加工的纤维原料的性能和最终产品(纱、线)的要求。
1.纺纱系统:普梳、精梳、混纺纱、新型纺、中长化纤、废纺,后加工新型纺纱开清棉梳棉→并条(2道)→新型纺纱。
中长纺中长专用开清棉设备→M 型梳棉机→并条(2-3 道)→粗纱→细纱。
废纺系统:利用下脚纺制棉毯等。
开清→梳棉→粗纱→细纱。
后加工2.原料:(1)棉籽棉轧棉→皮棉→打包→送到纺织厂锯齿棉皮辊棉打包国产棉包规格:100×42×60cm,V=0.25m܁,密度300~360kg/m܁,G=75~90kg。
标注唛头、产地、规格等。
棉花品级及参考指标:中国按成熟度、色泽、轧棉质量分级。
纺织部颁发:细绒棉分七级,长绒棉分五级,三级为标准级。
美国按色泽、强力、长度、细度及成熟度(马克隆值)等分级。
采用大容量快速仪HVI检验原棉所有指标。
(2)化纤品种:粘胶(人造棉)、莫代尔、丽赛、天丝、竹纤维涤纶(聚酯)腈纶(丙烯腈)锦纶(聚酰胺、尼龙)维纶(聚乙烯醇、维尼纶)丙纶(聚丙烯)芳纶(芳族聚酰胺)氨纶聚乳酸化纤分等及质量指标分等按内在质量和外观疵点分:内在质量:断裂强度、断裂伸长、细度偏差、长度偏差以及超长纤维、倍长纤维等。
外观疵点:粗丝、并丝、异状丝、油污纤维。
精纺纱线设计工艺
精纺纱线设计工艺是一个复杂的过程,包括以下几个主要步骤:
1. 配棉:根据纱线质量要求,选择合适的棉花原料,并进行混合,以充分利用各种原料的特性,同时降低成本。
2. 开清棉:将块状的纤维原料松解成较小的块状或束状纤维,并清除其中的杂质和疵点,同时进行混合,制成适合下工序加工要求的半制品。
3. 梳棉:对纤维块或束进行细致梳理,使其成为单纤维状态,并进一步除去其中的细小杂质及疵点,使纤维之间充分混合。
然后将纤维集拢而呈条状,称为生条,并有规则地圈放在条筒内,便于下工序加工。
4. 精梳:对梳棉的生条制成的条卷进行精细的梳理,使纤维进一步伸直、平行、分离,同时排除短纤维、杂质和棉结,制成条干均匀的精梳条,并按一定规律将其圈入条筒内,以利于下道工序加工。
5. 并条:将6-8根梳棉或精梳条进行合并,使条子间的粗细不匀相互弥补,以改善条子的均匀度。
同时在并合的过程中,进行比合并数略大倍数的牵伸,以达到抽细和拉长的效果。
精纺纱线设计工艺的每个步骤都需要严格控制,以确保最终产品的质量和性能符合要求。
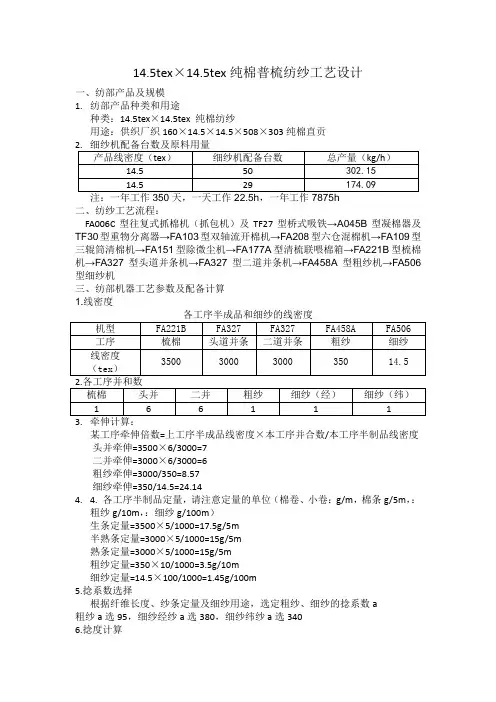
14.5tex×14.5tex纯棉普梳纺纱工艺设计一、纺部产品及规模1.纺部产品种类和用途种类:14.5tex×14.5tex 纯棉纺纱用途:供织厂织160×14.5×14.5×508×303纯棉直贡二、纺纱工艺流程:FA006C型往复式抓棉机(抓包机)及TF27型桥式吸铁→A045B型凝棉器及TF30型重物分离器→FA103型双轴流开棉机→FA208型六仓混棉机→FA109型三辊筒清棉机→FA151型除微尘机→FA177A型清梳联喂棉箱→FA221B型梳棉机→FA327型头道并条机→FA327型二道并条机→FA458A型粗纱机→FA506型细纱机三、纺部机器工艺参数及配备计算1.线密度某工序牵伸倍数=上工序半成品线密度×本工序并合数/本工序半制品线密度头并牵伸=3500×6/3000=7二并牵伸=3000×6/3000=6粗纱牵伸=3000/350=8.57细纱牵伸=350/14.5=24.144. 4. 各工序半制品定量,请注意定量的单位(棉卷、小卷:g/m,棉条g/5m,:粗纱g/10m,:细纱g/100m)生条定量=3500×5/1000=17.5g/5m半熟条定量=3000×5/1000=15g/5m熟条定量=3000×5/1000=15g/5m粗纱定量=350×10/1000=3.5g/10m细纱定量=14.5×100/1000=1.45g/100m5.捻系数选择根据纤维长度、纱条定量及细纱用途,选定粗纱、细纱的捻系数a粗纱a选95,细纱经纱a选380,细纱纬纱a选3406.捻度计算捻度t T =t tN ∂捻/10cm粗纱捻度=08.535095=捻/10cm细纱捻度(经)=79.995.14380=捻/10cm细纱捻度(纬)=29.895.14340=捻/10cm7.锭速计算粗纱经纱和粗纱纬纱的锭速均取1000r/min细纱机拟选锭速n 。
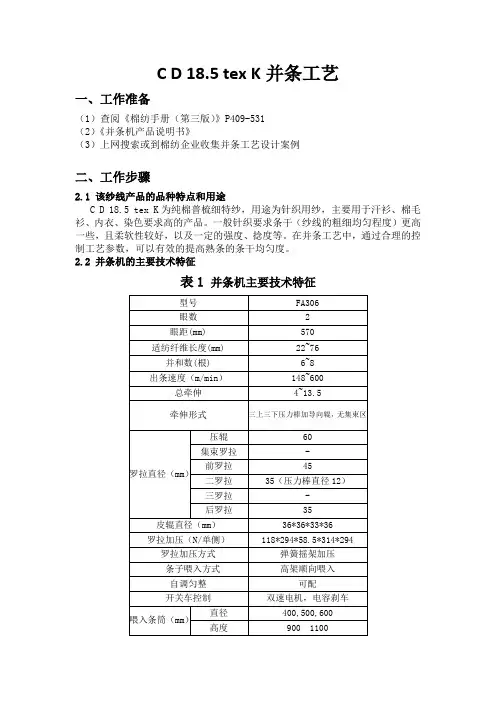
C D 18.5 tex K并条工艺一、工作准备(1)查阅《棉纺手册(第三版)》P409-531(2)《并条机产品说明书》(3)上网搜索或到棉纺企业收集并条工艺设计案例二、工作步骤2.1 该纱线产品的品种特点和用途C D 18.5 tex K为纯棉普梳细特纱,用途为针织用纱,主要用于汗衫、棉毛衫、内衣、染色要求高的产品。
一般针织要求条干(纱线的粗细均匀程度)更高一些,且柔软性较好,以及一定的强度、捻度等。
在并条工艺中,通过合理的控制工艺参数,可以有效的提高熟条的条干均匀度。
2.2 并条机的主要技术特征表1 并条机主要技术特征2.3 配置并条机主要工艺参数 1、速度选择出条速度提高,产量也会提高,但是条干不匀率会增加,考虑到针织用纱对条干均匀度的要求,出条速度初定为333m/min 。
2、输出速度计算 ① 压辊输出线速度V1310min)/(D D d n m V m⨯⨯⨯=-πmin)/(3.33215010001806014.31470m =⨯⨯⨯⨯=② 压辊输出转速n 压3、半熟条、熟条定量计算半熟条、熟条定量设计结合并条总牵伸和头末道牵伸分配考虑。
为了提高纤维的伸直平行度,采用顺牵伸;考虑头道并合数为6根,故采用6倍左右牵伸,末道采用8根并合、8倍左右牵伸。
所纺纱线为18.5tex ,其梳棉生条干定量为21.12 g/5m ; ① 头道半熟条 设计干定量为20 g/5m,则Nt=(20/5)×(1+8.5%)×1000 = 4340 tex 实际回潮率为7.0%,得G 湿=20×(1+7.0%) = 21.4 g/5m② 半道熟条 设计干定量为18 g/5m,则Nt=(18/5)×(1+8.5%)×1000 = 3906 tex 实际回潮率为7.0%,得G 湿=18×(1+7.0%) = 19.26 g/5m4、牵伸计算①头道并条牵伸计算 实际牵伸倍输出半熟条干定量并合数喂入生条干定量实33.620612.21=⨯=⨯=E31428506Z Z Z Z Z E ⨯⨯⨯⨯=总牵伸式中:Z 4—冠牙齿数,121、122、123、124、125; Z 3—轻重牙齿数,25、26、27;Z 2/Z 1—变换对牙齿数,62/36,60/38,58/40,56/42,54/44,52/46,50/48, 48/50,46/52,44/54,42/56,40/58,38/60,36/62 Z 8—后张力齿轮齿数,49,50,51。
纺纱工艺流程把棉花纺成纱,一般要经过清花、梳棉、并条、粗纱、细纱等主要工序。
用于高档产品的纱和线还需要增加精梳工序。
生产不同要求的棉纱,要采取不同的加工程序,如纺纯棉纱和涤棉混纺纱,由于使用的原料不同,各种原料所具有的物理性能不同,以及产品质量要求不同,在加工时需采用不同的生产流程。
(一)纯棉纱工艺流程1.普梳纱:清花→梳棉→头并→二并→粗纱→细纱→后加工2.精梳纱:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工(二)涤棉混纺纱的工艺流程1.普梳纱:原棉:清花→梳棉→→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→2.精梳纱:原棉:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→预并→二、纱线产品分类及品种代号(一)纱线产品的一般分类,见下表。
分类依据分类使用原料的不同纯棉纱线、纯化纤纱线、棉型混纺纱线、毛型混纺纱线纺纱的方法不同环锭纺纱线、气流纺纱线、静电纺纱线等纺纱的工艺不同梳棉纱线、精梳纱线、桃毛纱线加捻方向的不同顺手捻(s捻)、反手捻(z捻)产品用途的不同织布用纱线、针织用纱线、起绒用纱线、绳带用纱线、渔网用纱线、帘子布用纱线(二)纱线粗细程度分类类别号数英制支数粗号纱大于32tex 18支及以下中号纱20—30tex 19—29支细号纱9—19tex 30—60支特细号小于9tex 60支以上(三)纱线品种代号,见下表。
品种代号品种代号经纱线T 起绒用纱Q纬纱线w 烧毛纱线G绞纱线R 转杯纱线OE筒子纱线D 涤棉混纺纱线T/C精梳纱线J 棉维混纺纱线C/V针织汗布用纱K 有光粘胶纱线FB精梳针织汗布用纱线JK 无光粘胶纱线FD注:纱线在用代号表示时,一般原料代号、加工代号写在tex值前,用途代号写在tex值后。
三、纱线粗细程度的表示方法1、有关定义表示纱线粗细程度的方法有两种:一种是定长制(号数制),即以单位长度纱线的重量来表示。
纯棉普梳19.4tex针织用纱细纱工艺设计任务描述:细纱工序是成纱的最后一道工序,其作用是将粗纱纺制成具有一定线密度和物理机械性能、符合质量标准的细纱,并卷绕成一定卷装。
细纱工序的主要任务是牵伸、加捻、卷绕成形。
细纱工艺设计就是合理配置细纱机牵伸、加捻、卷绕成形工艺参数,保证成纱质量最优化。
我们选择的细纱机是EJM138JLA型细纱机。
设计步骤:1.成纱质量要求该纱为纯棉普梳针织纱,按细特乙类配棉,原棉的色泽乳白有丝光、细长、整齐度好、成熟正常、短绒率低、未成熟纤维和疵点少、轧花良好。
为降低成本,选用一定比例的129高级棉和229中级棉,机检含杂率为2.13%,有害疵点少,线密度差异不是很大。
成纱质量上,要求达到国际(GB/T 398-2008)优级,条干CV%不超过14.5%,单纱断裂强度变异系数不超过8.5%,百米质量变异系数不超过2.2%,平均单纱断裂强度不低于16.4cN/tex,一克内棉结粒数不多于30粒,一克内结杂总粒数不多于55粒。
2.分析EJM138JLA型细纱机技术性能,主要技术特征如下表6-1。
表6-1 EJM138JLA型细纱机的主要技术特征机型EJM138JLA适纺纤维长度(mm)棉、化纤或混纺,60以下锭距(mm)70,75每台锭数(锭)720~1008牵伸形式三罗拉长短皮圈牵伸(倍)10~60罗拉直径(mm)27每节罗拉锭数 6罗拉加压方式弹簧加压摇架,气压加压摇架罗拉中心距(mm)前~后143 前~中44刚领直径(mm)36,38,40,42,45 升降动程(mm)170,180,190,200 锭子型号ZDS5110铝套管锭速(r/min)12500~25000 满纱最小气圈高度(mm)92 锭带张力盘单、双张力盘捻向Z,Z或S齿轮润滑淋油粗纱卷装尺寸(mm)直径×长度最大152×406 粗纱架单层六列吊锭新技术变频调速,集体落纱,锭子、罗拉、钢领板电动机分开传动,管纱成形自动化主机制造厂太平洋机电集团上海二纺机股份有限公司3.配置细纱机主要工艺参数(1)总牵伸与牵伸分配纺19.4tex,考虑总牵伸在28倍左右;加工针织用纱,后区牵伸一般为1.04~1.30,通常情况下以偏小为宜,本设计取1.1倍。
6精梳工艺设计范文一、引言精梳是一种对棉花进行预处理和精细筛分的工艺流程。
其主要目的是去除棉花中的杂质、破损的纤维和短纤维,使棉纤维的长度和强度更加均匀,提高棉纱的质量和产品的附加值。
在精梳工艺中,主要涉及到设备的选型与配置、工艺参数的控制和操作技术的要求等方面。
本文将从这些角度对精梳工艺进行设计和探讨。
二、设备选型与配置在精梳工艺中,设备的选型与配置是关键。
主要设备包括精梳机、预堆纺机、梳棉机和精梳板等。
在选型时,需要考虑到设备的性能、技术指标和价格等因素。
同时,还要根据产量、品质要求和经济效益等方面确定设备的配置。
在精梳机的选型中,需要关注其梳理效果、生产能力和能耗等指标。
一般来说,选用线形速度较高、梳理效果好、能耗低的精梳机效果较好。
同时,还应根据棉花的品质和长度,选择适当的精梳机配套。
预堆纺机的选型与配置也是重要的一环。
预堆纺机主要起到棉花的预处理作用,需要具备较好的清梳能力和杂质去除效果。
在选型时,可以参考精梳机的线形速度和配梳比等指标。
梳棉机是精梳工艺中的关键设备之一、其主要功能是进一步清洁和梳理棉纤维,提高棉纤维的品质。
在选型时,需要考虑到梳棉机的配梳比、线形速度和梳理效果等因素。
精梳板是精梳工艺中的重要部件之一,直接影响到工艺的效果。
在选用精梳板时,需考虑到其精梳效果、耐磨性和质量稳定性等因素。
一般来说,选用材质均匀、表面光滑、寿命较长的精梳板效果较好。
三、工艺参数的控制在精梳工艺中,工艺参数的控制是决定精梳效果和产品质量的关键。
主要包括功率调整、配梳比、线速度、梳理筛的精度和磨损程度等参数。
功率调整是精梳工艺中的重要环节,直接影响到设备的运行效率和棉纱的质量。
在调整功率时,应根据设备的具体要求和棉花的特性等因素进行合理调整。
配梳比是精梳工艺中的关键参数之一、合理的配梳比可以保证梳理的均匀性和棉纱的品质。
根据棉花的特性和要求,可以适当调整配梳比,以达到最佳的工艺效果。
线速度是精梳工艺中的重要参数。
纯棉普梳18.2tex针织用筒子纱梳棉工艺设计1.分析原料特点和成纱质量要求该纱为纯棉普梳细特纱,其配棉特点总体而言,原棉性能一般,成熟度、线密度、强力正常,为了降低成本,选用了一定比例的低级棉(428的混用比例占20%),含杂偏高,机检含杂率为2.26%,有害疵点较多,线密度差异也偏大。
成纱质量上,要求达到国标(GB/T 398-2008)优级,条干CV%不超过14.5%,单纱断裂强度变异系数不超过8.5%,百米质量变异系数不超过2.2%,平均单纱断裂强度不低于16.4cN/tex,一克内棉结粒数不多于30粒,一克内结杂总粒数不多于55粒。
从本期配棉来讲,由于混用了部分低级棉,含杂和有害疵点偏多,因此要保证成纱质量达到要求,要求梳棉能较好地排除细小杂志和棉结。
2.梳棉机技术特征速度选择依据1) 锡林速度 锡林转速高,分梳、转移能力强,结合所给机型,锡林转速初定为360r/min 。
2) 刺辊速度 综合考虑刺辊的分梳、除杂要求,避免刺辊速度过高对纤维的损失加重,刺辊转速初选为920r/min 。
3) 道夫速度 要求较好地排除带纤维籽屑、棉结、短绒等细杂,即盖板花量多一些,盖板速度初定为220mm/min 。
● 主要隔距配置(详见梳棉工艺单) ● 计算梳棉机主要工艺参数1) 生条定量设计采用18~25 g/5m 。
因18.2tex 为细特纱,考虑梳棉机的梳理质量和产量要求,生条干定量初定为18.00 g/5m 。
2) 速度及相应变换带轮计算c n c (r/min )=n 1×D/542×98%=1460×D/542×0.98=2.64D式中:n 1---主电动机转速(1460r/min ); D---主电动机皮带轮直径(136mm )纺棉时选取D=136mm ,锡林转速约为360r/min ;纺化纤时选取D=125mm ,锡林转速约为330r/min 。
n c (r/min )=n 1×D/542×98%=1460×D/542×0.98=2.64D=2.64×136=359(r/min )② 刺辊转速n tn t (r/min )=n 1×D/D t ×98%=1460×D/D t ×0.98=1460×136/209×0.98=931(r/min)式中:D t ---刺辊皮带轮直径(209mm )注:刺辊皮带轮直径,纺棉时选用209mm ,刺辊转速约为930r/min ;纺化纤时选用224mm,刺辊转速约为860r/min。