精梳工艺设计
- 格式:ppt
- 大小:5.81 MB
- 文档页数:138
精梳工艺设计在实际生产中,精梳工艺是一种非常重要的纺织工艺。
精梳工艺的设计可以直接影响到纱线的质量和生产效率。
本文将从工艺流程、设备选型和操作技巧等方面介绍精梳工艺的设计要点。
首先是工艺流程的设计。
精梳工艺的主要流程包括梳理、并条和干燥等环节。
在梳理过程中,原料先经过预选和开梳处理,然后经过多道凹槽梳理辊的梳理,剔除杂质和短纤维,提高纤维的整齐度和纤维长度。
在并条环节中,将多根梳理后的纤维并在一起,形成并条。
最后,通过干燥处理,使纱线达到适当的水分含量,避免纱线霉变等问题。
其次是设备选型的设计。
精梳工艺需要选用一些特殊的设备,如精梳机、并条机和干燥机等。
在选择精梳机时,应考虑其梳理辊的数量和间距、梳理速度、电动机功率等因素。
并条机的选型要考虑并条速度、并条张力和并条长度等因素。
干燥机的选型要考虑干燥温度、干燥时间和干燥容量等因素。
通过合理选择设备,可以提高工艺效率和纱线质量。
最后是操作技巧的设计。
在精梳工艺中,操作者的技术水平和操作技巧对产品质量有着重要影响。
操作者应熟悉设备的使用方法和工艺要求,并掌握梳理辊的调整方法,以确保梳理效果良好。
在并条过程中,操作者要注意控制并条速度和张力,避免纤维断裂和并条失衡。
在干燥过程中,操作者要严格控制干燥温度和时间,避免纱线受热过度而导致变色或变形。
综上所述,精梳工艺的设计是一项复杂而关键的任务。
通过合理设计工艺流程、选择适合的设备和培训操作者的技术水平,可以提高精梳工艺的效率和纱线的质量,满足市场对高品质纱线的需求。
(续)此外,在精梳工艺的设计过程中,还需要考虑纤维原料的选择。
不同的纤维原料,如棉、羊毛、麻等,具有不同的物理和化学性质,因此在工艺设计时需要根据原料的特性进行相应的调整。
例如,对于棉纤维,可以通过调整梳理辊的间距和转速,控制纤维的整齐度和长度;对于羊毛纤维,由于其弹性较大,可以选择梳理辊的弹性较好的材质,以提高梳理效果。
此外,还可以通过添加一些助剂,如润滑剂和柔软剂,来改善纤维的梳理效果。

精梳棉纺纱工艺流程
精梳棉纺纱工艺流程是一种精梳软棉纤维的纺纱工艺,它可以利用多种化学方法将纤维拉直、分组、整理,组合成柔韧的纱线,并以此来生产抗紫外线的棉橡胶制品,如精梳棉衣服。
精梳棉纺纱工艺流程主要包括一下几种步骤:
第一步:准备软棉纤维。
首先,要准备一个软棉纤维,该纤维又称为精棉,通常是从精棉种子上取得,然后以机器梳理、水洗、气整等精梳工序将其制作成合适的形状。
第二步:连接纤维。
接下来就是要将已准备好的纤维进行连接,这个过程就叫做精梳纺丝。
具体来说,首先要将纤维运用碎棉机、拉棉机、绞盘机等设备拉细,使其锁扣,接着将细纱运用定间机、线杆机等设备进行整理,以满足不同的需求。
第三步:织成细织物。
最后,就是要将纱线织成细织物,这一步涉及到抖穿机、织机等设备。
要想织出柔韧的织物,需要对头数、板芯、犁齿等设定值有深入的了解。
综上所述,精梳棉纺纱工艺流程就是一系列有序而完整的步骤,从准备软棉纤维,再到将纤维连接整理,最后是利用抖穿机将纱线机结而成细织物。
能够实现这一过程,都需要考虑到生产过程的众多细节,及需要应用的各种复杂的设备及技术。
精梳生产工艺精梳是一个对棉纤维进行加工的重要工艺,主要用于提高棉纤维质量和纤维长度,使纺纱工艺更顺畅。
下面对精梳生产工艺进行详细介绍。
1. 原料准备:首先要选择优质的棉花作为原料,以保证梳棉后的纤维质量。
棉花经过净棉机的清洗和剥离杂质的处理,然后通过输送机输送到精梳机的供棉箱中。
2. 精梳机的工作过程:棉花从供棉箱进入精梳机,经过预梳、钢针梳和镜头梳三个梳棉过程。
- 预梳:在预梳过程中,通过调整不同轴向的转速和钢针长度,对棉花进行分解和松散,剔除一部分短纤维和较多的杂质。
- 钢针梳:经过预梳后的棉花进入钢针梳过程,该过程主要作用是进一步分离和剔除短纤维和杂质。
高速旋转的钢针和固定针板之间的梳棉作用,使纤维更加均匀,同时将较长纤维与短纤维分开。
- 镜头梳:经过钢针梳过程后的棉花进入镜头梳过程,该过程主要用于提高纤维的质量和长度。
通过调整镜头梳的速度和角度,使纤维更加平滑、亮丽,并且纤维长度得到进一步增加。
3. 转条和剧磨:经过精梳机的处理,棉花已经变成了较为均匀的纤维条状物。
这时会将纤维条进行转条处理,即将条状纤维在转条机上进行转绕。
这一过程主要是为了方便后续处理工艺中的操作。
4. 纤维检查和质量控制:在精梳过程中,会对精梳后的纤维进行检查,主要是检查纤维的长度、强度和整齐度等指标。
如果纤维不符合要求,会进行再次梳理,直到达到要求为止。
以上就是精梳生产工艺的主要步骤。
通过精梳,可以使棉纤维的质量得到大幅提升,纤维长度增加,降低纺纱过程中的纤维断裂率,提高纺纱的质量和效率。
同时,精梳过程中还可以对纤维进行检查和质量控制,保证产品的质量稳定性。
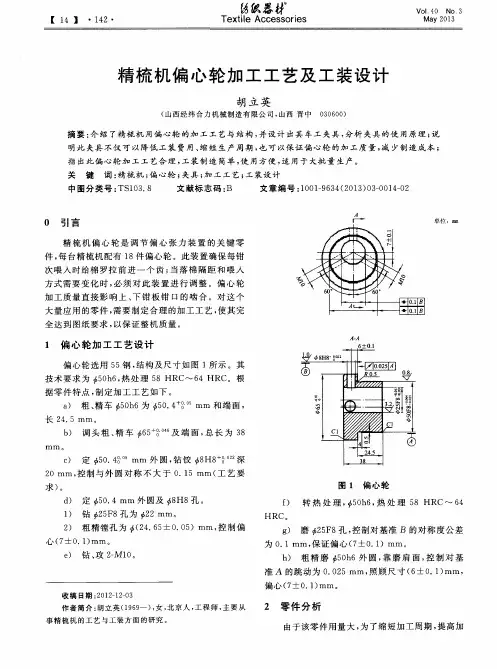
精梳工艺设计说明书纺工贸一班1.精梳工序的任务(1)排除生条中一定长度以下的短纤维,从而提高纤维的整齐度,以利于减小成纱条干不匀率,提高成纱强力。
(2)清除纤维间的杂质和棉结,以提高成纱光洁度.(3)使生条中纤维进一步伸直,平行和分离,以利于纱线的强力、条干和光泽。
(4)制成条干均匀的精梳棉条。
2.精梳工艺设计内容2.1精梳准备条卷工艺:梳棉棉条→并条机→条卷机该流程的特点是机械少,占地面积少,便于管理和维修;由于牵伸倍数较小,小卷中纤维的伸直平行不够,由于采用棉条并合方式成卷,制成的小卷有条痕,横向均匀度差,精梳落棉多。
并卷工艺:梳棉棉条→条卷机→并卷机该流程的特点是小卷成形良好,层次清晰,且横向均匀度好,有利于梳理时钳板的握持,落棉均匀。
条并卷工艺:梳棉棉条→并条机→条并卷联合机该流程的特点是小卷并合次数少多,成卷质量好,小卷的重量不匀率小,有利于提高精梳机的产量和节约用棉。
综上所述:选择并卷工艺。
2.2准备机械:A191条卷机的主要技术特征A191型条卷机的变换齿轮2.3 A191型条卷机的传动计算机工艺配置(1)速度A191型系列条卷机速度计算:成卷罗拉转速n1(r/min)与成卷罗拉的线速度v1(r/min)N1=960*Z0*Z1*17/81*81*55=0.045*Z0*Z1=0.045*20*22=19.89 V1= *456*n1/1000=1.4366*n1=1.436*19.89=28.49前罗拉转速N2(r/min)与前罗拉线速V2(m/min ) :N2=960*z0*80/81*81*32=0.5321*z0*z1=0.5321*20*22=234V2= *38*n2/1000=0.1194*n2=0.1194*234=27.9(2)定量g/5mm小卷定量范围(3)牵伸A191系列型条卷机的特征成卷罗拉至导条罗拉之间的总牵伸倍数EE=456*32*32*Z2*17/50*18*43*80*55=0.04662*Z2=0.04662*29=1.35说明:牵伸罗拉倍数不宜过大,否则会使小卷不均率增大,并产生小卷粘层成卷罗拉至压辊间的张力牵伸倍数Et1: Et1=456*17/140*55=1.007 压辊至前罗拉间的牵伸倍数Et2: Et2=140*23/38*80=1.013前罗拉至中罗拉间的牵伸倍数E1=z3*z2/594=22*100/594=0.037中罗拉至后罗拉间的牵伸倍数E2=27/Z3后罗拉至导条罗拉间的张力牵伸倍数Et3=32*32*38/18*42*50=1.092 3.精梳机(选择A201C系列精梳机)3.1几种精梳机的技术特征3.2精梳机的传动计算及工艺配置速度计算1)锡林转速n1(r/min)与锡林线速V1(r/min )n1=960×(Dm ×24)÷(254×94)=0.965×Dm=0.965×155=149.57 V1=(3.14×127×n1)÷1000=0.399×149.57=56.68说明:锡林作等速回速运动。
J29tex×42tex (T65/C35) 涤棉精梳纺纱工艺设计一、纺部产品及规模1.纺部产品种类和用途种类:J29tex×J42tex 涤65/棉35混纺纱用途:供织厂织160×J29×J42×504×236涤棉纱卡二、纺纱工艺流程:棉:FA006C型往复式抓棉机(抓包机)及TF27型桥式吸铁→A045B型凝棉器及TF30型重物分离器→FA103型双轴流开棉机→FA208型六仓混棉机→FA109型三辊筒清棉机→FA151型除微尘机→FA177A型清梳联喂棉箱→FA221B型梳棉机→FA327型预并条机→FA356型条并卷机→F1268A型精梳机涤:FA006C型往复式抓棉机及TF27型桥式吸铁→A045B型凝棉器及TF26型高架→FA208型六仓混棉机→FA111A型清棉机→A045B型凝棉器及TF26型高架→FA177A型清梳联喂棉箱→FA221C型梳棉机→FA327型预并条机棉、涤:→FA327型头道并条机→FA327型二道并条机→FA326A型三道并条机→FA458A型粗纱机→FA506型细纱机→ESPERO-M型络筒机三、纺部机器工艺参数及配备计算1.线密度精梳条经纱线密度=1.164×4000=4600tex某工序牵伸倍数=上工序半成品线密度×本工序并合数/本工序半制品线密度经纱:涤:预并牵伸=4500×8/3700=9.7棉:预并牵伸=4500×8/4000=9.0条并卷牵伸=4000×24/55000=1.7精梳条牵伸=55000×8/4300=102.3涤棉:混一并牵伸=(3700×4+4300×2)/4000=5.9混二并牵伸=4000×6/4000=6混三并牵伸=4000×6/4000=6粗纱牵伸=4000/600=6.7细纱牵伸=600/29=20.7纬纱:涤:预并牵伸=4500×8/4000=9.0棉:预并牵伸=4800×8/4500=8.5条并卷牵伸=4500×24/58000=1.9精梳条牵伸=58000×8/4600=100.9涤棉:混一并牵伸=(4000×4+4600×2)/4500=5.6混二并牵伸=4500×6/4500=6混三并牵伸=45006/4500=6粗纱牵伸=4500/800=5.6细纱牵伸=800/42=19.14.各工序半制品定量,请注意定量的单位(棉卷、小卷:g/m,棉条g/5m,:粗纱g/10m,:细纱g/100m)涤:梳棉条定量(经)=4500×5/1000=22.5g/5m梳棉条定量(纬)=4500×5/1000=22.5g/5m预并条定量(经)=3700×5/1000=18.5g/5m预并条定量(纬)=4000×5/1000=20.0g/5m棉:梳棉条定量(经)=4500×5/1000=22.5g/5m梳棉条定量(纬)=4800×5/1000=24.0g/5m预并条定量(经)=4000×5/1000=20.0g/5m预并条定量(纬)=4500×5/1000=22.5g/5m条并卷定量(经)=55000×1/1000=55.0g/m条并卷定量(纬)=58000×1/1000=58.0g/m精梳条定量(经)=4300×5/1000=21.5g/5m精梳条定量(经)=4600×5/1000=23.0g/5m涤棉:混一并条定量(经)=4000×5/1000=20.0g/5m混一并条定量(纬)=4500×5/1000=22.5g/5m混二并条定量(经)=4000×5/1000=20.0g/5m混二并条定量(纬)=4500×5/1000=22.5g/5m混三并条定量(经)=4000×5/1000=20.0g/5m混三并条定量(纬)=4500×5/1000=22.5g/5m粗纱定量(经)=600×10/1000=6g/10m粗纱定量(纬)=800×10/1000=8g/10m细纱定量(经)=29×100/1000=2.9g/100m细纱定量(纬)=42×100/1000=4.2g/100m5.捻系数选择根据纤维长度、纱条定量及细纱用途,选定粗纱、细纱的捻系数a粗纱经纱a选70,粗纱纬纱a选65,细纱经纱a选330,细纱纬纱a选280 6.捻度计算捻度t T =t tN ∂捻/10cm粗纱经纱捻度=86.260070=捻/10cm粗纱纬纱捻度=30.280065=捻/10cm细纱经纱捻度=28.6129330=捻/10cm 细纱纬纱捻度=20.4342280=捻/10cm7.锭速计算粗纱经纱和粗纱纬纱的锭速均取700r/min细纱机拟选锭速n 。
瑞士立达精梳技术与工艺分析(上)2008年7月15日中原工学院图1 C·A·P·D500技术优化内容摘要:分析了瑞士立达精梳机计算机辅助工艺设计与优化技术的目标、内容及优化效果;介绍了锡林变速技术的目的、原理及运用效果。
讨论了精梳准备工序的牵伸倍数、并合数的设计原则与方法,并进行了纺纱实验验证;分析讨论了精梳机工艺设计采用“重定量、短给棉”的理论依据及纺纱实验结果。
1 瑞士立达精梳技术分析1.1 计算机辅助工艺设计与优化技术1.1.1计算机辅助工艺设计与优化技术的必要性精梳机的机构复杂,钳板、锡林及分离罗拉的运动配合的精度对纺纱质量、机器速度有较大影响,新型精梳机的设计应根据精梳工艺、质量、运转稳定性及提高速度的要求,利用计算机辅助设计手段对钳板、锡林及分离罗拉传动机构及部件尺寸,进行多方案比较与优化,这就是计算机辅助工艺设计与优化技术,简称为C·A·P·D技术。
瑞士立达公司自从1995年开始到2007年多次运用C·A·P·D技术,使精梳机的综合质量水平得到了大幅度提升。
瑞士立达公司首次在E60精梳机的平台上运用C·A·P·D技术,于1999年推出了E62、E72型精梳机;之后又运用C·A·P·D+技术对E62精梳机的关键机构有部件进行优化设计,于2004年推出了E65、E75型精梳机。
在E65型精梳机的基础上,再次运用C·A·P·D500技术对E65精梳机进行优化设计(优化内容如图1所示),于2007年推出了E66、E76型精梳机。
1.1.2计算机辅助工艺设计与优化技术内容(1)以提高精梳机对短纤维的适纺性为目标的优化(特别是对28mm以下长度的棉纤维)。
第一是对分离罗拉的运动参数的优化,如分离罗拉的顺转定时、有效输出长度、继续顺转量等参数,使之对短纤维的适纺性更好。
精梳纺纱工艺流程精梳纺纱是一种常见的纺纱工艺,它是通过将棉纤维进行处理,去除其中的杂质和短纤维,使得纤维变得均匀细长,从而提高纺纱质量。
下面是一篇关于精梳纺纱工艺流程的文章,介绍了该工艺的主要步骤和流程。
精梳纺纱工艺流程是一个复杂而精细的过程,主要包括棉纤维打开、清洗、精梳、拉伸和纺纱等环节。
首先,将原棉纤维发送到棉纤维打开机中。
这台机器的作用是将纤维打开,使其更加松散,以便后续的处理。
在这个过程中,机器上配有一系列的针筒,能够迅速插入纤维束中,并以较高的速度旋转,使纤维束逐渐张开。
随后,将棉纤维送入清洗机进行清洗。
清洗机的作用是去除纤维中的杂质和残留物,保证原棉的干净度。
清洗机内部有一系列的旋转筛网和水流,能够有效地清洗出杂质,同时还会加入适量的洗涤剂,进一步去除纤维上的油污和污渍。
清洗完毕后,原棉纤维就进入了精梳机。
精梳机是其中一个关键的环节,它能够去除纤维中的短纤维和杂质,以及进一步拉直纤维,使其更加平行。
精梳机内部有许多的细梳齿,能够将纤维束紧密梳理,同时还会利用吸风装置将短纤维和杂质吸走,使纤维变得更加整齐和有序。
当纤维在精梳机中梳理完毕后,就需要进行拉伸。
拉伸的目的是通过拉伸纤维,使其更加细长和均匀,从而提高纺纱质量。
拉伸机内部有许多的滚筒和辊子,能够迅速将纤维拉伸到所需要的长度,并保持恒定的张力,以便后续的纺纱。
最后,纤维将进入纺纱机进行纺纱。
纺纱机的作用是将拉伸的纤维进行纺绉,形成纱线。
纺纱机内部配有多个纺纱头,能够将纤维快速绞合,并通过旋转纺杆将纤维卷绕成卷筒状。
纺纱机还可根据需要调整纱线的粗细和强度。
整个精梳纺纱工艺流程需要经过多个环节的处理,每个环节都起到关键的作用。
通过这些工艺步骤的细致处理,能够将原棉纤维转变为高质量的纱线,用于制作各种纺织品。
这种工艺的广泛应用,不仅提高了纺织品的品质,还提升了纺织行业的发展水平。
6精梳工艺设计范文一、引言精梳是一种对棉花进行预处理和精细筛分的工艺流程。
其主要目的是去除棉花中的杂质、破损的纤维和短纤维,使棉纤维的长度和强度更加均匀,提高棉纱的质量和产品的附加值。
在精梳工艺中,主要涉及到设备的选型与配置、工艺参数的控制和操作技术的要求等方面。
本文将从这些角度对精梳工艺进行设计和探讨。
二、设备选型与配置在精梳工艺中,设备的选型与配置是关键。
主要设备包括精梳机、预堆纺机、梳棉机和精梳板等。
在选型时,需要考虑到设备的性能、技术指标和价格等因素。
同时,还要根据产量、品质要求和经济效益等方面确定设备的配置。
在精梳机的选型中,需要关注其梳理效果、生产能力和能耗等指标。
一般来说,选用线形速度较高、梳理效果好、能耗低的精梳机效果较好。
同时,还应根据棉花的品质和长度,选择适当的精梳机配套。
预堆纺机的选型与配置也是重要的一环。
预堆纺机主要起到棉花的预处理作用,需要具备较好的清梳能力和杂质去除效果。
在选型时,可以参考精梳机的线形速度和配梳比等指标。
梳棉机是精梳工艺中的关键设备之一、其主要功能是进一步清洁和梳理棉纤维,提高棉纤维的品质。
在选型时,需要考虑到梳棉机的配梳比、线形速度和梳理效果等因素。
精梳板是精梳工艺中的重要部件之一,直接影响到工艺的效果。
在选用精梳板时,需考虑到其精梳效果、耐磨性和质量稳定性等因素。
一般来说,选用材质均匀、表面光滑、寿命较长的精梳板效果较好。
三、工艺参数的控制在精梳工艺中,工艺参数的控制是决定精梳效果和产品质量的关键。
主要包括功率调整、配梳比、线速度、梳理筛的精度和磨损程度等参数。
功率调整是精梳工艺中的重要环节,直接影响到设备的运行效率和棉纱的质量。
在调整功率时,应根据设备的具体要求和棉花的特性等因素进行合理调整。
配梳比是精梳工艺中的关键参数之一、合理的配梳比可以保证梳理的均匀性和棉纱的品质。
根据棉花的特性和要求,可以适当调整配梳比,以达到最佳的工艺效果。
线速度是精梳工艺中的重要参数。
织造纯棉精梳细布的织造工艺流程
1. 嘿,纯棉精梳细布织造啊,就像一场神奇的魔法之旅开始喽。
2. 首先得把那棉花当作宝贝似的精梳,像是给棉花做超级豪华SPA。
3. 精梳后的棉花呀,那整齐度就像仪仗队的士兵一样。
4. 接着把这“棉花小兵”送进纺纱机,纺纱机就像个贪吃的怪兽,呼呼地把棉花吞进去。
5. 纱线从纺纱机出来,那细得像仙女的发丝一样,还闪闪发光呢。
6. 然后开始整经,整经就像是给纱线排队,一根都不能乱,乱了就像小学生排队打打闹闹一样糟糕。
7. 整经的过程啊,纱线们像是被拉去军训的小娃娃,要规规矩矩站好。
8. 经纱整好了,就像训练出了一支纪律严明的军队。
9. 浆纱这步可不得了,就像是给纱线穿上一层厚厚的铠甲,保护它在织造时不受伤害。
10. 浆过的纱线啊,硬邦邦的像个小木棍,不过这可是为了后面的织造大业。
11. 穿经的时候呢,就像是给每个纱线找它的专属座位,找错了那可就乱套了,像进错教室的小朋友。
12. 纬纱在旁边跃跃欲试,就像个着急上场比赛的运动员。
13. 当纬纱和经纱在织机上相遇,那场面就像久别重逢的老友拥抱。
14. 织机哐哐哐地响,像是在演奏一首专属纯棉精梳细布的交响曲。
15. 梭子带着纬纱来回穿梭,快得像闪电侠在织布的世界里飞奔。
16. 织着织着,布就慢慢成型了,就像一幅美丽的画卷一点点展开。
17. 织造中的棉布像是一个正在成长的小生命,每一针每一线都是它成长的痕迹。
18. 最后,纯棉精梳细布大功告成,就像一个精心雕琢的艺术品闪亮登场。