120# 150# 180# 220# 240# 精磨, 精密磨, 超精磨,成型磨,刀具刃磨,珩
磨
W63 W50 W40 W28
精磨, 精密磨, 超精磨,珩磨,螺纹磨
微 W20 W14 W10 W7 W5 W3.5 超精密磨,镜面磨,精研,加工表面粗糙度可
粉 W2.5 W1.5 W1.0 W0.5
达Ra 0.05~0.012μm
ppt课件
5
1、外圆磨床
主要用于磨削内,外圆柱和圆锥表面,也能磨阶梯 轴的轴肩和端面,可获得IT6-IT7及精度Ra在1.25-0.08μm之间。
外圆磨床的主要类型有:普通外圆磨床、万能外 圆磨床,无心外圆磨床、宽砂轮外圆磨床和端面外圆 磨床等 。
主参数: 最大磨削直径的十分之一。
ppt课件
6
外圆磨床
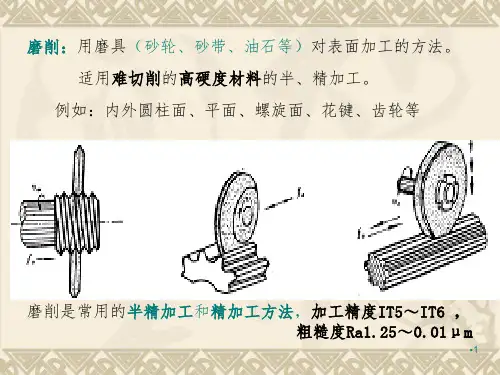
磨削加工
教学目的:
通过本节课的学习,掌握磨削的特点, 了解磨床的主要类型及特点,能根据工件 形状、材料、精度等方面的要求,合理地 选择磨削方法及磨具。
重点和难点:
磨具的选用、常见磨削加工的类型和特点。
ppt课件
1
磨削加工特点
(1)加工余量少,加工精度高。一般磨削可获得 IT5~7级精度,表面粗糙度可达Ra0.2~1.6um。
(2)磨削加工范围广
各种表面:内外圆表面、圆锥面、平面、齿面、螺旋面 各种材料:普通塑性材料、铸件等脆材、淬硬钢、硬质
合金、宝石等高硬度难切削材料。
ppt课件
2
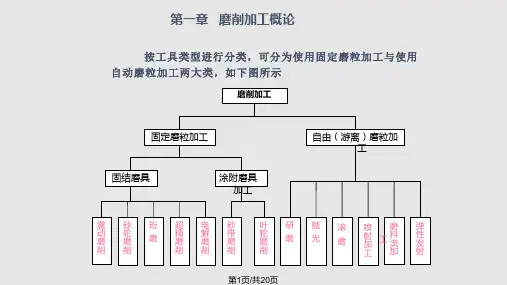
主要加工范围及方法
ppt课件
3
磨削加工特点
(3)磨削速度高、耗能多,切削效率低,磨削温度 高,工件表面易产生烧伤、残余应力等缺陷。
(4)砂轮有一定的自锐性。