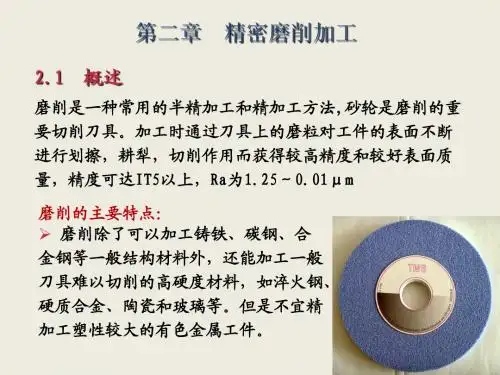
精密磨削机理
②磨粒的等高性
微刃是由砂轮的精 细修整形成的,分布在 砂轮表层的同一深度上 的微刃数量多,等高性 好(即细而多的切削刃具 有平坦的表面) 。 由于加工表面的残 留高度极小,因而形成 了小的表面粗糙度值。
磨粒的等高性
1 粘结剂 2 磨料 3 砂轮表面
精密磨削机理
③微刃的滑擦、挤压、抛光作用
多用球磨机,而涂敷多用类似印刷机的涂敷机,可获得质量
良好的砂带。
静电植砂法:利用静电作用将砂粒吸附在已涂胶的基底上。
能使砂粒尖端朝上,因此切削性能强,等高性好、加工质量好。
2. 2
精密磨削加工机理
精密磨削是指加工精度为l--0.1μm、表面粗糙度值R a 达到0.2--0.025μm的磨削加工方法,又称低粗糙值磨削。 它是用微小的多刃刀具削除细微切屑的一种加工方法。一般 是通过氧化铝和碳化硅砂轮来实现的。 一般用于机床主轴、轴承、液压滑阀、滚动导轨、量规 等的精密加工。
补充概念
粒度指磨料颗料的大小。粒度分磨粒与微粉两组。磨粒用 筛选法分类,它的粒度号以筛网上一英寸长度内的孔眼数来表 示。例如 60#粒度的的磨粒,说明能通过每英寸长有 60 个孔 眼的筛网,而不能通过每英寸 70 个孔眼的筛网。 微粉用显微测量法分类,它的粒度号以磨料的实际尺寸来 表示( W )。如W20表示微粉的实际尺寸为20μm。 粒度号 适用范围 粗磨、荒磨、切断钢 坯、打磨毛刺 粗磨、半精磨、精磨 粒度号 适用范围 精磨、超精磨、螺纹 磨、珩磨 精磨、精细磨、超精 磨、镜面磨
涂覆磨具
涂覆磨具是将磨料用粘结 剂均匀的涂覆在纸、布或其它 复合材料基底上的磨具,又称 为涂敷磨具。 常用的涂敷磨具是有砂纸、 砂带、砂布、砂盘和砂布套等。