12.3 砂轮表面形貌图
有效磨粒切削刃,无效磨粒切削刃。 测量砂轮表面形貌目前主要用接触法: 1、静态法 2、动态法 3、工件复印法
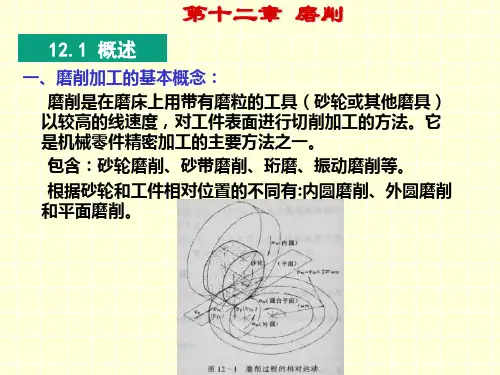
12.4 磨削过程
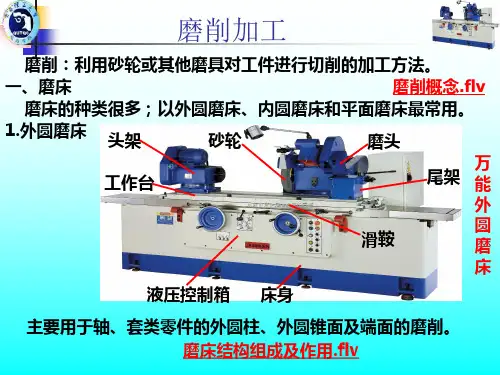
一、磨削运动 磨削时,一般有四个运动。 1、主运动 砂轮的旋转运动,主运动的速度 就是砂轮外圆的线速度。 vs=πdsns/1000 2、径向进给运动:砂轮切入工件的运动,其 大小用径向进给量fr表示。又称磨削深度。
• • • •
天然金刚石 人造金刚石 CBN 普通磨料
二、粒度
粒度:磨粒颗粒的尺寸大小。
粗磨粒粒度(颗粒最大尺寸大于40μm ):用机械筛分法,
每平方英寸筛网上孔的数量,如60#,80#。粒度号数越大,
颗粒尺寸越细。
微粉磨粒粒度(颗粒尺寸小于40μm ):用显微镜分析法, 粒度号数即该颗粒最大尺寸的μm数。如W5,W3,W0.5
• 普通磨料固结磨具的标志按国标GB2484-84规定,其书写 顺序为:磨具形状、尺寸、磨料、粒度、组织、结合剂、 最高工作线速度。
国标GB2484-84
国际标准ISO
• 超硬磨料磨具的标志书写顺序为:形状、尺寸、 磨料、粒度、结合剂和浓度等。平行砂轮标志 示例如下:
超硬磨料磨具的结构
• 超硬磨料砂轮一般由磨料层、过渡层和基体组成。
四、磨削循环 一、磨削力的特征 磨削力的来源:一是各个磨粒的切削刃挤压切入工件后,工 件材料发生弹性、塑性变形时所产生的阻力;二是磨粒和结 合剂与工件表面之间的摩擦力。 以外圆纵磨为例,磨削力分解为切向力、法向力和轴向力。
由于磨粒上的切削刃为负前角,所以法向分力Fn远大于 切向分力Ft。轴向分力Fa最小。
以磨粒率表示的磨具组织及其应用范围
组织号 磨粒率 (%) 0 62 1 60 2 58 3 56 4 54 5 52 6 50 7 48 8 46