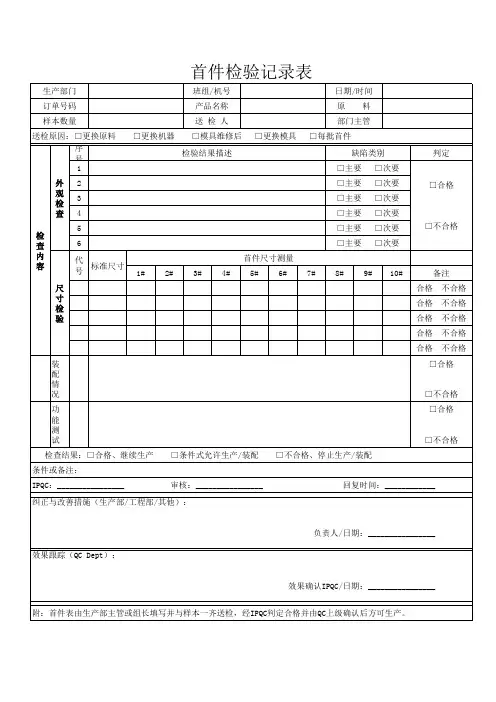
首件检查记录表
- 格式:doc
- 大小:91.50 KB
- 文档页数:2
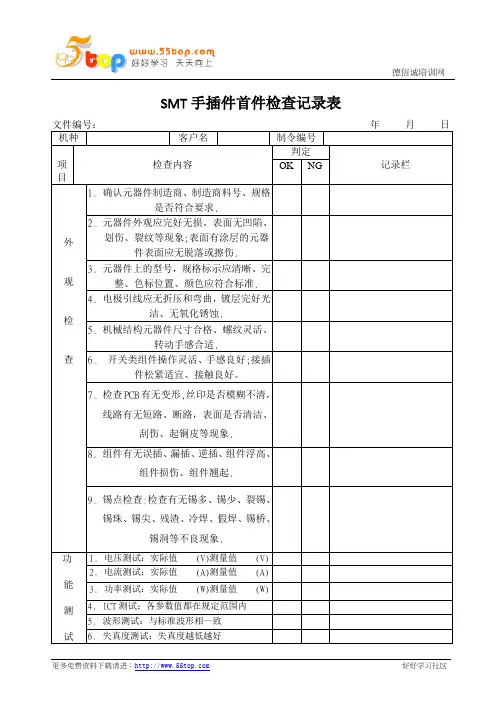
SMT手插件首件检查记录表机种客户名制令编号
项目检查内容
判定
记录栏
OK NG
外观检查1.确认元器件制造商、制造商料号、规格
是否符合要求.
2.元器件外观应完好无损、表面无凹陷、
划伤、裂纹等现象;表面有涂层的元器
件表面应无脱落或擦伤.
3.元器件上的型号,规格标示应清晰、完
整、色标位置、颜色应符合标准. 4.电极引线应无折压和弯曲,镀层完好光
洁、无氧化锈蚀.
5.机械结构元器件尺寸合格、螺纹灵活、
转动手感合适.
6. 开关类组件操作灵活、手感良好;接插
件松紧适宜、接触良好。
7.检查PCB有无变形,丝印是否模糊不清,
线路有无短路、断路,表面是否清洁、
刮伤、起铜皮等现象.
8.组件有无误插、漏插、逆插、组件浮高、
组件损伤、组件翘起.
9.锡点检查:检查有无锡多、锡少、裂锡、
锡珠、锡尖、残渣、冷焊、假焊、锡桥、
锡洞等不良现象.
功能测试1.电压测试:实际值 (V)测量值 (V)
2.电流测试:实际值 (A)测量值 (A)
3.功率测试:实际值 (W)测量值 (W)
4.ICT测试:各参数值都在规定范围内
5.波形测试:与标准波形相一致
6.失真度测试:失真度越低越好
7.S/N测试:在规定范围内
承认确认担当判定备
注。

客户名称:产品料号:
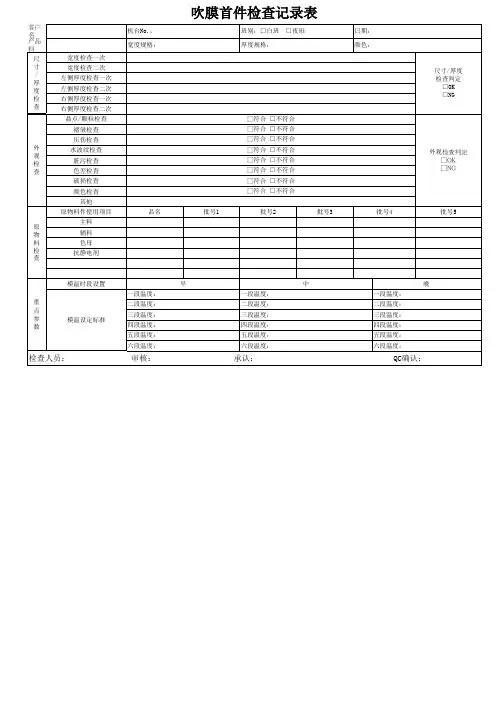
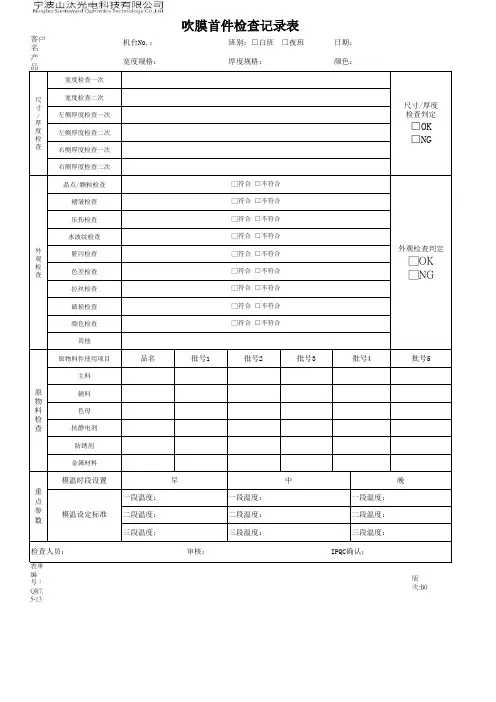
宽度检查一次
宽度检查二次左侧厚度检查一次左侧厚度检查二次右侧厚度检查一次右侧厚度检查二次晶点/颗粒检查褶皱检查压伤检查水波纹检查
脏污检查色差检查拉丝检查破损检查颜色检查其他
原物料件使用项目
品名主料
辅料色母抗静电剂防锈剂金属材料
模温时段设置
表单编号:QR7.5-13
尺寸/厚度检查
外观检查
原物料检查
三段温度:
三段温度:
早
中
晚
外观检查判定
□OK □NG
检查人员: 审核: IPQC确认:
模温设定标准
一段温度:
一段温度:一段温度:二段温度:二段温度:二段温度:重点参数
三段温度:
批号5
□符合 □不符合□符合 □不符合□符合 □不符合
批号1批号2批号3批号4□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合□符合 □不符合尺寸/厚度检查判定
□OK □NG
吹膜首件检查记录表
机台No.:班别:□白班 □夜班日期:宽度规格:
厚度规格:
颜色:。
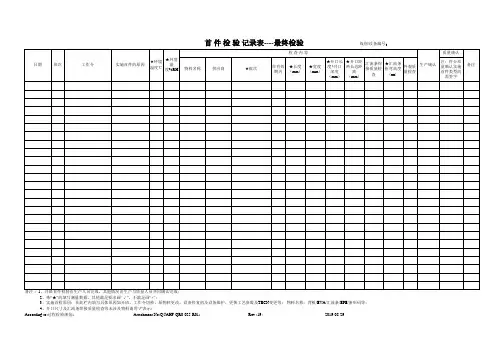
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
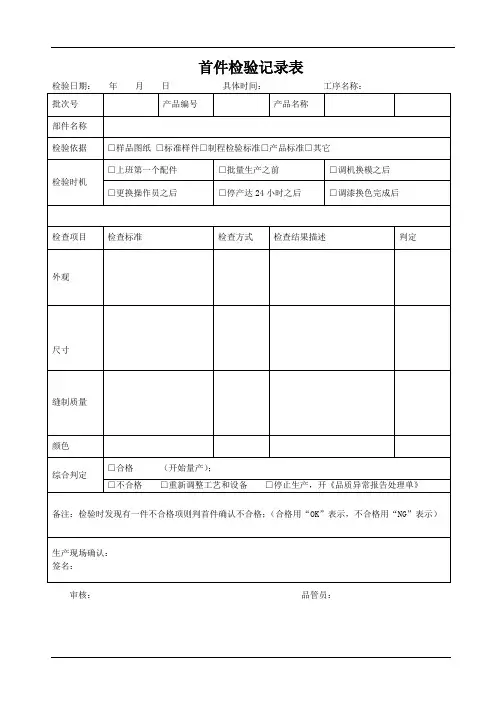
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
工程首件验收记录表
一、项目概况
项目名称:XXXXX
项目位置:XXXXX
建设单位:XXXXX
设计单位:XXXXX
施工总承包单位:XXXXX
二、首件验收内容
1、安全生产管理
检查施工现场安全设施的正确使用与维护情况,合规性,安全管理体系的建立与实施,施工人员的安全教育与培训,健康监测,以及新冠病毒防控措施的执行状况;
2、设备设施管理
检查施工单位设备与设施的完好性,设备操作手册的完备度,施工单位设备管理体系的建立与实施,及员工的使用及维护状况;
3、建筑本体
检查建筑本体施工质量和工程进度的可行性,检查施工单位的施工管理体系、质量标准和方法,以及施工单位及主管部门的监督检查措施;
4、施工文件
检查施工文件的完整性,施工组织设计及施工图执行情况,施工方案实施情况,施工质量验收文件审查及补充完善状况;
5、企业文明施工
检查施工单位文明施工管理体系及管理措施的建立与实施,施工单位对施工现场卫生、环境保护、节能减排、文明施工、劳动保护等情况的实施情况;
6、技术性能。