超声波塑料焊接机电路原理图
- 格式:doc
- 大小:107.00 KB
- 文档页数:2


超声波焊接原理:超声波焊接是熔接热塑性塑料制品的高科技技术,各种热塑性胶件均可使用超声波熔接处理,而不需加溶剂,粘接剂或其它辅助品。
其优点是增加多倍生产率,降低成本,提高产品质量及安全生产 。
超声波塑胶焊接原理是由发生器产生20KHz(或15KHz)的高压、高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及在分子间的磨擦而使传递到接口的温度升高,当温度达到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,便达成完美的焊接。
新型的15KHz 超声波塑胶焊接机,对焊接较软的PE 、PP 材料,以及直径超大,长度超长塑胶焊件,具有独特的效果,能满足各种产品的需要,能为用户生产效率以及产品档次贡献。
超声波焊接工艺: 一、超声波焊接:以超声波超高频率振动的焊头在适度压力下,使二块塑胶的结合面产生磨擦热而瞬间熔融接合,采用合适的工件和合理的接口设计,可达到水密及气密,并免除采用辅助品带来的不便,实现高效清洁的焊接焊接强度可与本体媲美。
二、铆焊法:将超声波超高频率振动的焊头,压着塑胶品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。
三、埋植:借着焊头之传导及适当压力,瞬间将金属零件(如螺母、螺杆等)挤入预留的塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点。
一、超声波塑料焊接的相容性和适应性:热塑性塑料,由于各种型号性质不同,造成有的容易进行超声波焊接,有的不易焊接;下表中黑方块的表示两种塑料的相容性好,容易进行超声波焊接;圆圈表示在某些情况下相容,焊接性能尚可;空格表示两种塑料相容性很差,不易焊接 。
热塑性塑料 超声波焊接的 相容性示例图表A B S ABS/聚碳 酸酯 合金 (赛聚 甲 醛 丙 烯 腈 丙烯酸系多元共聚物丁 二 烯-苯 纤维素(CA, CAB, CAP) 氟聚 合 物 尼 龙 亚苯基-氧化物为主的树脂(诺里尔) 聚酰胺-酰亚胺(托郎) 聚碳酸酯热塑 性 聚 酯聚乙烯聚 甲 基 戊 烯聚 苯 硫 聚 丙 烯 聚苯 乙 烯聚 砜 聚氯 乙 烯SAN-NAS-ASA注意:表中所列仅供参考,因为熟知的变化可导致结果略有差异.。

.0《焊接手册》第一册第31章超声波焊接作者齐志扬审者李致焕31.1概述超声波焊是利用超声频率(超过16KH Z)的机械振动能量在静压力的共同作用下,连接同种或异种金属、半导体、塑料及金属陶瓷等的特殊焊接方法。
金属超声波焊接时,既不向工件输送电流,也不向工件引入高温热源,只是在静压力下将弹性振动能量转变为工件间的摩擦功、形变能及随后有限的温升。
接头间的冶金结合是在母材不发生熔化的情况下实现的,因而是一种固态焊接。
31.1.1工作原理典型的超声波焊接系统见图31-1图31-1超声波焊原理1-发生器2-换能器3-传振杆4-聚能器5-耦合杆6-静载7-上声极(焊头)8-工件9-下声极(焊座)F-静压力V1-纵向振动方向V2-弯曲振动方向由上声极传输的弹性振动能量是经过一系列的能量转换及传递环节产生的,这些环节中,超声波发生器是一个变频装置,它将工频电流转变为超声波频率(15~60KHZ)的振荡电流。
换能器则利用逆压电效应转换成弹性机械振动能。
传振杆、聚能器用来放大振幅,并通过耦合杆上声极传递到工件。
换能器、传振杆、聚能器、耦合杆及上声极构成一个整体,称之为声学系统。
声学系统中各个组元的自振频率,将按同一个频率设计,当发生器的振荡电泫频率与声学系统的自振频率一致时,系统即产生谐振(共振),并向工件输出弹性振动能。
31.1.3超声波焊的机理(1)超声波焊焊缝的形成主要由振动剪切力、静压力和焊区的温升三个因素所决定。
综观焊接过程,超声波焊经历了如下三个阶段。
摩擦:超声波焊的第一个过程主要是磨擦过程,其相对磨擦速度与磨擦焊相近只是振幅仅仅为几十微米。
这一过程的主要作用是排除工件表面的油污、氧化物等杂质,使纯净的金属表面暴露出来。
(2)应力及应变过程:从光弹应力模型中可以看到剪切应力的方向每秒将变化几千次,这种应力的存在也是造成磨擦过程的起因,只是在工件间发生局部连接后,这种振动的应力和应变将形成金属间实现冶金结合的条件。
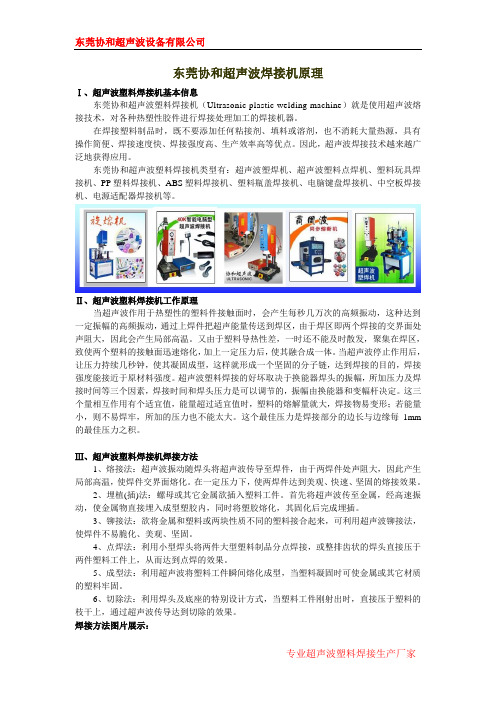
东莞协和超声波焊接机原理Ⅰ、超声波塑料焊接机基本信息东莞协和超声波塑料焊接机(Ultrasonic plastic welding machine)就是使用超声波熔接技术,对各种热塑性胶件进行焊接处理加工的焊接机器。
在焊接塑料制品时,既不要添加任何粘接剂、填料或溶剂,也不消耗大量热源,具有操作简便、焊接速度快、焊接强度高、生产效率高等优点。
因此,超声波焊接技术越来越广泛地获得应用。
东莞协和超声波塑料焊接机类型有:超声波塑焊机、超声波塑料点焊机、塑料玩具焊接机、PP塑料焊接机、ABS塑料焊接机、塑料瓶盖焊接机、电脑键盘焊接机、中空板焊接机、电源适配器焊接机等。
Ⅱ、超声波塑料焊接机工作原理当超声波作用于热塑性的塑料件接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。
又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。
当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。
超声波塑料焊接的好坏取决于换能器焊头的振幅,所加压力及焊接时间等三个因素,焊接时间和焊头压力是可以调节的,振幅由换能器和变幅杆决定。
这三个量相互作用有个适宜值,能量超过适宜值时,塑料的熔解量就大,焊接物易变形;若能量小,则不易焊牢,所加的压力也不能太大。
这个最佳压力是焊接部分的边长与边缘每1mm 的最佳压力之积。
Ⅲ、超声波塑料焊接机焊接方法1、熔接法:超声波振动随焊头将超声波传导至焊件,由于两焊件处声阻大,因此产生局部高温,使焊件交界面熔化。
在一定压力下,使两焊件达到美观、快速、坚固的熔接效果。
2、埋植(插)法:螺母或其它金属欲插入塑料工件。
首先将超声波传至金属,经高速振动,使金属物直接埋入成型塑胶内,同时将塑胶熔化,其固化后完成埋插。

超声波电路原理超声波功率源(或称发生器)是一种用于产生并向超声换能器提供超声能量的装置。
超声波发生器就其激励方式有两种:一种是他激式。
另一种是自激式。
如果按末级功放管所采用的器件类型分,又可分四种:电子管式超声发生器;可控硅逆变式超声发生器;晶体管式超声发生器及功率模块超声发生器。
电子管式与可控硅逆变式目前基本已淘汰,当前广泛使用的是晶体管式发生器。
他激式超声发生器主要包括两部分,前级是振荡器,后级是放大器。
一般通过输出变压器耦合,把超声能量加到换能器上。
而自激式超声发生器是把振荡、功放、输出变压器及换能器集为一体,形成一闭环回路,回路在满足幅度、相位反馈条件,组成一个有功率放大的振荡器。
并谐振于换能器的机械共振频率上。
本文根据超声发生器特点,主要讨论、分析、设计超声发生器的谐振、功放及匹配等相关问题。
一、关于谐振问题<频率自动跟踪>,所谓谐振问题就是要求发生器的输出信号频率能对在工作中变化的换能器谐振频率进行跟踪,也即称频率自动跟踪。
目前常用的频率自动跟踪大致有以下几种方法:1.声跟踪以声耦合方式,从换能器上采集谐振频率的电讯号,然后反馈至前级放大器,使形成自激振荡器。
其原理图1.28 声跟踪超声波发生器原理框图,由图1.28看出,电路是个闭环系统,电路在通电的瞬间产生一个冲击脉冲,此脉冲经预放、功放去激励换能器,换能器按自身固有频率振动。
从而在反馈的声接收器上可得到相同频率的电讯号。
经过电路的移相、选频、预放及功放再去激励换能器,如果满足振荡器的相位,幅度条件,系统将自激振荡,且振荡频率跟踪在换能器的共振频率上。
2.电跟踪所谓“电跟踪”又称反馈自激式振荡器。
大致有以下几种形式(1)阻抗电桥形式的动态反馈系统阻抗电桥形式的动态反馈系统组成的频率自动跟踪电路其原理如下;它是利用电桥平衡原理补偿换能器电学臂的无功与有功分量,借助于差动变量器提取与换能器机械臂振荡电流成正比的反馈电压,使闭环系统在换能器机械共振频率上自振。