金属切削过程的三个要素
- 格式:docx
- 大小:10.24 KB
- 文档页数:1
机械制造基础习题一、填空题1.切削用量三要素指的是切削速度、进给量、背吃刀量2.在金属切削过程中,切削运动可分为主运动和进给运动。
其中主运动消耗功率最大,速度最高。
3.金属切削刀具的材料应具备的性能有高的硬度和耐磨性、足够的强度和韧性、高的耐热性和良好的散热性、良好的工艺性与经济性。
4.刀具在高温下能保持高硬度、高耐磨性、足够的强度和韧性.则该刀具的热硬性较高。
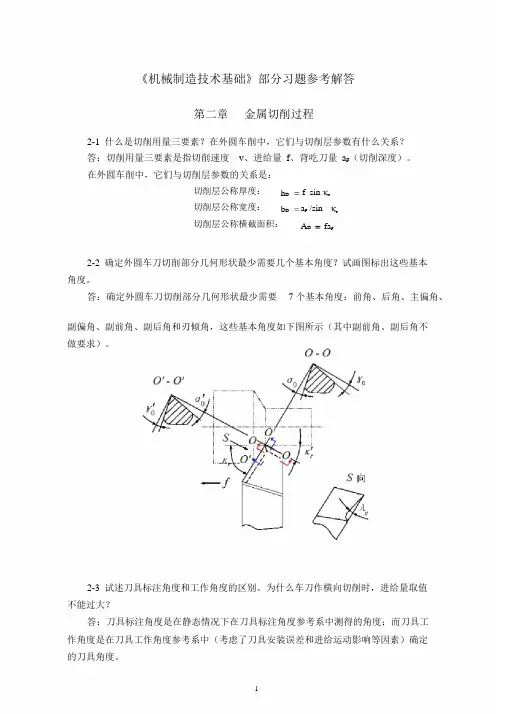
5.前刀面和基面的夹角是前角,后刀面与切削平面的夹角是后角,主切削刃在基面上的投影和进给方向之间的夹角是主偏角,主切削刃与基面之间的夹角是角刃倾角。
6.刀具角度中,影响径向分力Fy大小的角度是主偏角。
因此,车削细长轴时,为减小径向分力作用,主偏角常用75°或90°。
7.车外圆时,刀尖高于工件中心,工作前角变大,工作后角变小。
8.切削过程中影响排屑方向的刀具角度是刃倾角,精加工时,刃倾角应取正值。
9.积屑瘤产生的条件是用中等速度切削塑性材料且能形成带状切屑时。
避免积屑瘤的产生,主要控制切削用量中的切削速度。
10.在切削用量中,影响切削力大小最显著的是背吃刀量,影响切削温度大小最显著的是切削速度。
11.切削用力常分解到三个相互垂直的方向上:主切削力与主切削刃上某点的切削速度方向一致;与工件轴线平行的为进给抗力;与工件半径方向一致的是切深抗力力。
12.从提高刀具耐用度出发,粗加工时选择切削消量的顺序应是背吃刀量、进给量、切削速度。
13.孔加工中,镗床主要用于箱体类零件上孔系的加工。
14.在拉削加工中,主运动是拉刀的旋转,进给运动是靠拉刀的齿升量来实现的。
15.合理的刀具耐用度(寿命)包括最高生产率寿命与最低成本寿命两种。
16.转位车刀的切削性能比焊接车刀好(好,差),粗加工孔时,应选择麻花钻(拉刀、麻花钻)刀具。
17.当主偏角增大时,刀具耐用度增加(增加,减少),当切削温度提高时,耐用度减少(增加、减少)。
18.当工件材料硬度提高时,切削力增加(增加,减少);当切削速度提高时,切削变形减少(增加、减少)。
I 切削原理部分第1章刀具几何角度及切削要素1、切削加工必备三个条件:刀具与工件之间要有相对运动;刀具具有适当的几何参数,即切削角度;刀具材料具有一定的切削性能2、切削运动:刀具与工件间的相对运动,即表面成形运动。
分为主运动和进给运动。
1)主运动是刀具与工件之间最主要的相对运动,消耗功率最大,速度最高。
有且仅有一个。
运动形式:旋转运动(车削、镗削的主轴运动)直线运动(刨削、拉削的刀具运动)运动主体:工件(车削);刀具(铣削)。
2)进给运动:使新切削层不断投入切削,使切削工作得以继续下去的运动。
进给运动的速度一般较低,功率也较少。
其数量可以是一个,也可以是多个。
可以是连续进行的,也可以是断续进行的。
可以是工件完成的,也可以是刀具完成的。
运动形式:连续运动:如车削;间歇运动:如刨削。
一个运动,如钻削;多个运动,如车削时的纵向与横向进给运动;没有进给运动,如拉削。
运动主体:工件,如铣削、磨削;刀具,如车削、钻削。
3、切削用量切削用量是指切削速度c v 、进给量f (或进给速度)和背吃刀量p a 。
三者又称为切削用量三要素。
1)切削速度c v (m/s 或m/min):切削刃选定点相对于工件的主运动速度称为切削速度。
主运动为旋转运动时,切削速度由下式确定1000dn v c π=式中:d-工件或刀具的最大直(mm)n-工件或刀具的转速(r/s 或r/min)2)进给量f:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量称为进给量,其单位是mm/r(或mm/双行程)。
3)背吃刀量p a (切削深度mm)2m w p d d a -=式中:w d -工件上待加工表面直径(mm);m d -工件上已加工表面直径(mm)。
4、工件表面:切削过程中,工件上有三个不断变化的表面待加工表面:工件上即将被切除的表面。
过渡表面:正被切削的表面。
下一切削行程将被切除。
己加工表面:切削后形成的新表面。
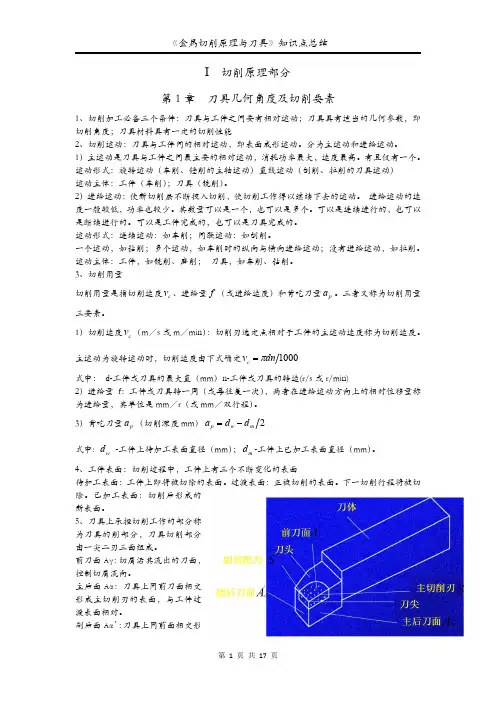
5、刀具上承担切削工作的部分称为刀具的削部分,刀具切削部分由一尖二刃三面组成。

金属切削原理解析本文档由深圳机械展SIMM整理,详细介绍金属切削原理。
金属切削原理并不是一两句话可以精炼概括的,是一个复杂的知识体系,这个知识体系也是机械制造工艺及设备专业的专业基础课,庞丽君写的《金属切削原理》可作为高等院校机械类及有关专业本科、专科的教材,也可供机械类和相近专业的其他类型学校的师生和工程技术人员参考透彻理解金属切削原理需要了解切削运动、加工表面和切削用量三要素,刀具几何角度及其选择,刀具工作角度,切削层参数,切削方式,还包括金属切削过程,切削力,切削热与切削温度,刀具磨损和使用寿命,工件材料的切削加工性,已加工表面质量,刀具合理几何角度和切削用量的选择,磨削,以及刀具材料的分析及选择、车刀的结构分析与应用、孔加工过程分析、刀具的结构分析与应用、拉刀的结构特点与使用、铣削过程分析与铣刀的选择和其他刀具的结构与应用。
以下为一些重要知识的整理:基面:切削刃上任意一点的基面是通过这一点并与这一点的切削速度相垂直的平面。
切削原理:金属切削必须具备两种运动,车削时的切削运动是工件的旋转运动;进给运动,使新的金属不断的投入切削的运动。
也就是使切削过程在所需要的方向继续下去的运动,进给运动可能有一个以上,车削时的进给运动是刀具的连续移动。
1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。
2、背吃刀量的确定背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
确定背吃刀量的原则:(1)在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。

金属切削技能在机械加工中是一个基本的技能,也是很多机械加工人常常挂在嘴边的一个词,虽然金属切削技能很基本,但是深入了解金属切削后你会发现里面的学问还真的很多,不少数控车床的操作者,对车床的切削原理知道得很少,常常不知道如何正确选择主轴转速S、进刀量F,以及进刀的深度,即切削三要素的计算公式,希望这篇文章能对他们有所帮助。
众说周知,提高加工效率时,提高切削三要素(切削线速度,吃刀深度,进给量)是最简单、最直接的方法。
但刀具切削三要素的提高,一般会受到现有机床设别条件的限制。
在切削三要素的确定法则:依次确定吃刀深度,进给量以及切削线速度。
吃刀深度一般根据加工余量确定,粗加工进给量根据机床功率确定,精加工进给量根据表面粗糙度确定;切削线速度根据刀具材质和机床主轴转速确定。
主轴转速S、进刀量F,进刀的深度,在切削原理课程中称为切削加工三要素,如何正确选择这三个要素是金属切削原理课程的一个主要内容,我这里想尽可能简单地介绍一下选择这三个要素的基本原则:(一) 切削速度(线速度、园周速度)V(米/分)要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。
V的选择:取决于刀具材料、工件材料、加工条件等。
刀具材料:硬质合金,V可以取得较高,一般可取100米/分以上,一般购置刀片时都提供了技术参数:加工什么材料时可选择多少大的线速度。
高速钢:V只能取得较低,一般不超过70米/分,多数情况下取20~30米/分以下。
工件材料:硬度高,V取低;铸铁,V取低,刀具材料为硬质合金时可取70~80米/分;低碳钢,V可取100米/分以上,有色金属,V可取更高些(100~200米/分).淬火钢、不锈钢,V 应取低一些。
加工条件:粗加工,V取低一些;精加工,V取高些。
机床、工件、刀具的刚性系统差,V取低。
如果数控程序使用的S是每分钟主轴转数,那么应根据工件直径,及切削线速度V计算出S:S(主轴每分钟转数)=V(切削线速度)*1000/(3.1416*工件直径)如果数控程序使用了恒线速,那么S可直接使用切削线速度V(米/分)(二)进刀量(走刀量)F主要取决于工件加工表面粗糙度要求。

数控车切削三要素不少数控车床的操作者,对车床的切削原理知道得很少,常常不知道如何正确选择主轴转速S、进刀量F,以及进刀的深度,大牛数控,在数控行业一直不断地在探索,希望这篇文章能对大家有所帮助。
主轴转速S、进刀量F,进刀的深度,在切削原理课程中称为切削加工三要素,如何正确选择这三个要素是金属切削原理课程的一个主要内容,我这里想尽可能简单地介绍一下选择这三个要素的基本原则:(一)切削速度(线速度、园周速度)V(米/分)要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。
V的选择:取决于刀具材料、工件材料、加工条件等。
刀具材料:硬质合金,V可以取得较高,一般可取100米/分以上,一般购置刀片时都提供了技术参数:加工什么材料时可选择多少大的线速度。
高速钢:V只能取得较低,一般不超过70米/分,多数情况下取20~30米/分以下。
陶瓷分几个大类,每个大类又分为若干小类,再按成分组分比例、添加物、金相结构、表面处理等,可分出无数具体牌号,加工对象又千变万化,很难在一个较小的范围给到楼主:大致的线速度可以认为在200~1200m/min的范围之内。
工件材料:硬度高,V取低;铸铁,V取低,刀具材料为硬质合金时可取70~80米/分;低碳钢,V可取100米/分以上,有色金属,V可取更高些(100~200米/分).淬火钢、不锈钢,V应取低一些。
加工条件:粗加工,V取低一些;精加工,V取高些。
机床、工件、刀具的刚性系统差,V取低。
如果数控程序使用的S是每分钟主轴转数,那么应根据工件直径,及切削线速度V计算出S:S(主轴每分钟转数)=V(切削线速度)*1000/(3.1416*工件直径)如果数控程序使用了恒线速,那么S可直接使用切削线速度V(米/分)(二)进刀量(走刀量)F主要取决于工件加工表面粗糙度要求。
精加工时,表面要求高,走刀量取小:0.06~0.12mm/主轴每转。
粗加工时,可取大一些。
主要决定于刀具强度,一般可取0.3以上,刀具主后角较大时刀具强度差,进刀量不能太大。

第一章金属切削过程及其控制1-1什么是切削用量三要素?在外圆车削中,它们与切削层参数有什么关系?答:切削用量是指切削速度 v c 、进给量 f (或进给速度 v f )、背吃刀量 a p 三者的总称,也称为切削用量三要素。
它是调整刀具与工件间相对运动速度和相对位置所需的工艺参数。
(一)切削速度 v c切削刃上选定点相对于工件的主运动的瞬时速度,在计算时应以最大的切削速度为准,如车削时以待加工表面直径的数值进行计算,因为此处速度最高,刀具磨损最快。
(二)进给量 f工件或刀具每转一周时,刀具与工件在进给运动方向上的相对位移量。
进给速度 v f 是指切削刃上选定点相对工件进给运动的瞬时速度。
(三)背吃刀量 a p通过切削刃基点并垂直于工作平面的方向上测量的吃刀量。
1-2怎样划分切削变形区?第一变形区有哪些变形特点?答:根据切削时试验时制作的金属切削层变形图片,绘制出金属切削过程中的滑移线和流线示意(流线表示被切削金属的某一点在切削过程中流动的轨迹),可将切削变形区划分为第一变形区、第二变形区、第三变形区。
第一变形区的变性特点有:沿滑移线的剪切变形以及随之产生的加工硬化1-3什么是积削瘤?它对加工过程有什么影响?如何控制积削瘤的产生?(李金德)答:在加工过程中,由于工件材料是被挤裂的,因此切屑对刀具的前面产生有很大的压力,并摩擦生成大量的切削热。
在这种高温高压下,与刀具前面接触的那一部分切屑由于摩擦力的影响,流动速度相对减慢,形成“滞留层”。
当摩擦力一旦大于材料内部晶格之间的结合力时,“滞流层”中的一些材料就会粘附在刀具靠近刀尖的前面上,形成积屑瘤。
可采用耐磨性好的刀具,减小刀具的前角和主偏角,降低切削速度等措施。
以及对材料进行热处理等。
1-4常用的切屑形态有哪几种?它们一般都在什么情况下生成?怎样对切屑形态进行控制?答:带状切屑,挤裂切屑,单元切屑,崩碎切屑。
带状切屑一般在切削塑性较高的金属材料时产生,挤裂切屑在切削黄铜或用低速切削钢产生,单元切屑在切削铅或用很低的速度切削钢时产生,崩碎切屑在切削脆性金属时产生。
长安⼤学机械制造技术基础复习题2019(2)1.⾦属切削加⼯的基本知识1.何谓切削⽤量三要素?它们是怎样定义的?切削⽤量是指切削速度,进给量f(或进给速度)和切削深度切削速度是切削刃相对于⼯件的主运动速度称为切削速度。
即在单位时间内,⼯件和⼑具沿主运动⽅向的相对位移。
进给量是⼯件或⼑具转⼀周(或每往复⼀次),两者在进给运动⽅向上的相对位移量。
切削深度指待加⼯表⾯与已加⼯表⾯之间的垂直距离。
2..⾦属切削过程的本质是什么?切削过程中的三个变形区是怎样划分的?各变形区有何特征?⾦属切削本质是⼀种挤压过程,切削⾦属受⼑具挤压⽽产⽣以滑移为主的塑性变形第Ⅰ变形区:即剪切变形区,⾦属剪切滑移,成为切屑。
⾦属切削过程的塑性变形主要集中于此区域。
第Ⅱ变形区:靠近前⼑⾯处,切屑排出时受前⼑⾯挤压与摩擦。
此变形区的变形是造成前⼑⾯磨损和产⽣积屑瘤的主要原因。
第Ⅲ变形区:已加⼯⾯受到后⼑⾯挤压与摩擦,产⽣变形。
此区变形是造成已加⼯⾯加⼯硬化和残余应⼒的主要原因3. 影响加⼯表⾯粗糙度的因素有哪些?如何减⼩表⾯粗糙度?⼯件材料的性质,加⼯塑性材料时,材料的韧性越好,⾦属的塑性变形越⼤,加⼯表⾯就越粗糙,加⼯脆性材料时,其切屑呈碎粒状,由于切削的崩碎⽽加⼯表⾯留下许多的⼩⿇点,使表⾯粗糙度加⼤。
(3)切削⽤量的影响,加⼯塑性材料时,若切削速度处在产⽣积屑瘤和鳞刺的范围内,加⼯表⾯将很粗糙,若不在,则影响明显下降;进给量越⼤,则表⾯粗糙度就越⼤;背吃⼑量越⼤,则产⽣的塑性变形越⼤,表⾯粗糙度就越⼤4. 影响切削⼒的因素有哪些?它们是怎样影响切削⼒的?5.试阐述已加⼯表⾯的形成过程。
6.切削⼒是怎样产⽣的?为什么要研究切削⼒?7.切屑的种类有哪些,其变形规律如何?带状切屑,剪切滑移尚未达到断裂程度,加⼯塑性材料,切削速度较⾼,进给量较⼩,⼑具前⾓较⼤.;节状切屑,局部剪切应⼒达到断裂强度;粒状切屑,剪切应⼒完全达到断裂强度;崩碎切屑,未经塑性变形即被挤裂8.各切削分⼒分别对加⼯过程有何影响?9.切削热是怎样传出的?影响切削热传出的因素有哪些?10.试分析圆周铣削与端⾯铣削的切削厚度、切削宽度、切削层⾯积和铣削⼒,以及它们对铣削过程的影响。
金属切削过程的三个要素
切削加工是一种常见的金属加工方法,其三要素是切削速度、进给量和切削深度。
它们分别代表如下含义:1. 切削速度:是指在单位时间内切削刃与工件接触的线速度。
切削速度的大小直接影响材料的切削热,对切削加工质量、刀具的使用寿命、切削力等都有重要影响。
2. 进给量:是指在单位时间内切削刃向工件进给的距离。
进给量的大小影响切屑的形态、切削力和表面粗糙度等。
3. 切削深度:是指刀具在一次切削中切削刃进入工件的深度。
切削深度的大小影响切屑的形态、表面质量、加工时间和切削力等。