第7讲金属切削三要素
- 格式:ppt
- 大小:2.17 MB
- 文档页数:24


切削三要素:切削速度、进给量、背吃刀量 V c=πdn1000 V f=fn a p=d w−d m2切削层参数:切削层公称厚度h、切削层公称宽度b、切削层公称横截面积Ah=f sin kγ b=a psin kγA=hb=fa p刀具切削部分:(三面两刃一尖)前刀面切削沿其流出的刀具表面主后刀面刀具上与过度表面相对的表面副后刀面刀具上与已加工表面相对的表面主切削刃前刀面与主后刀面的交线,它完成主要的切削工作,也称主刀刃副切削刃前刀面与副后刀面的交线,它配合主切削刃完成切削工作,并最终形成已加工表面,也称为副刀刃。
刀尖主切削刃与副切削刃的连接点,它可以是短的直线段或圆弧。
刀具标注角度的参考系基面p r通过切削刃上某一指定点,并与该点,并与该点切削速度方向相垂直的平面切削平面p s通过主切削刃上某一指定点,与主切削刃相切并垂直与基面的平面正交平面p0通过主切削刃上某一指定点,同时垂直与基面和切削平面的平面刀具标注角度前角在正交平面内测量的前刀面与基面的夹角。
前刀面在基面之下时前角为正,反之为负(前角影响刀具的锋利程度)后角在正交平面内测量的后主刀面与切削平面的夹角。
后角一般为正。
刃倾角在切削平面内测量的主切削刃与基面的夹角。
(影响切削流出的方向)主偏角在基面内测量的主切削刃在基面上的投影与进给运动方向的夹角。
一般为正负偏角在基面上测量的副切削刃在基面上的投影与进给运动反方向的夹角。
(主\副偏角与车螺纹的形状有关)以上,是在忽略进给运动的影响下并假定刀柄轴线与纵向进给运动方向垂直以及切削刃上选定点与工件等高的条件下确定的。
刀具工作角度1进给运动对刀具工作角度的影响横向进给车削:进给量增大,则η增大;当瞬时直径d减小,η值也增大,车削至接近工件中心时,η值增长很快,工作后角将有正变负,致使工件最后被挤断。
纵向进给车削进给量f越大,工件的加工后d越小,则工作角度值的变化就越大。
2刀具安装位置对刀具工作角度的影响刀具安装高低对刀具工作角度的影响车刀的刀尖一般与工作轴心是等高的。
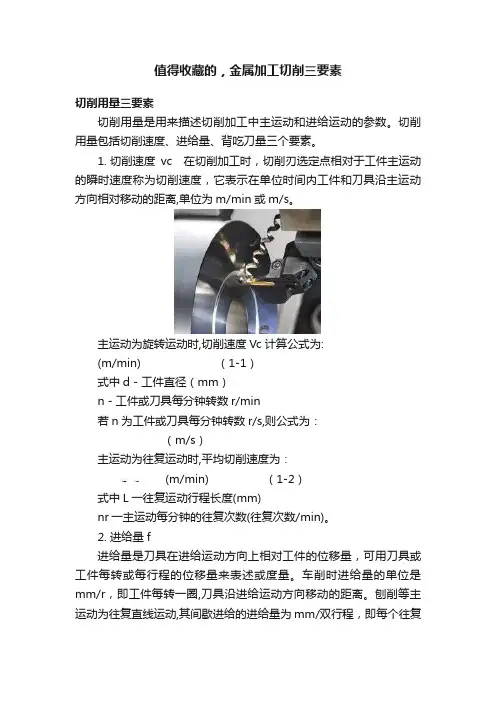
值得收藏的,金属加工切削三要素切削用量三要素切削用量是用来描述切削加工中主运动和进给运动的参数。
切削用量包括切削速度、进给量、背吃刀量三个要素。
1.切削速度vc 在切削加工时,切削刃选定点相对于工件主运动的瞬时速度称为切削速度,它表示在单位时间内工件和刀具沿主运动方向相对移动的距离,单位为m/min或m/s。
主运动为旋转运动时,切削速度Vc计算公式为:(m/min) (1-1)式中d-工件直径(mm)n-工件或刀具每分钟转数r/min若n为工件或刀具每分钟转数r/s,则公式为:(m/s)主运动为往复运动时,平均切削速度为:(m/min) (1-2)式中L一往复运动行程长度(mm)nr一主运动每分钟的往复次数(往复次数/min)。
2. 进给量f进给量是刀具在进给运动方向上相对工件的位移量,可用刀具或工件每转或每行程的位移量来表述或度量。
车削时进给量的单位是mm/r,即工件每转一圈,刀具沿进给运动方向移动的距离。
刨削等主运动为往复直线运动,其间歇进给的进给量为mm/双行程,即每个往复行程刀具与工件之间的相对横向移动距离。
单位时间的进给量,称为进给速度,车削时的进给速度vf 计算公式为:(mm/min或mm/s) (1-3)铣削时,由于铣刀是多齿刀具,进给量单位除mm/r外,还规定了每齿进给量,用az表示,单位是(mm/z),vf、f、az三者之间的关系为:(1-4)z为多齿刀具的齿数。
3. 背吃刀量(切削深度)ap背吃刀量ap是指主刀刃工作长度(在基面上的投影)沿垂直于进给运动方向上的投影值。
对于外圆车削,背吃刀量ap等于工件已加工表面和待加工表面之间的垂直距离(见图1-4),单位为mm 。
即图1-4 切削层参数(1-5)式中 dw-待加工表面直径dm-已加工表面直径切削用量三要素对刀具寿命影响的大小,按顺序为Vc、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量ap;然后再选用大的进给量f;最后求出切削速度Vc。
金属切削原理解析本文档由深圳机械展SIMM整理,详细介绍金属切削原理。
金属切削原理并不是一两句话可以精炼概括的,是一个复杂的知识体系,这个知识体系也是机械制造工艺及设备专业的专业基础课,庞丽君写的《金属切削原理》可作为高等院校机械类及有关专业本科、专科的教材,也可供机械类和相近专业的其他类型学校的师生和工程技术人员参考透彻理解金属切削原理需要了解切削运动、加工表面和切削用量三要素,刀具几何角度及其选择,刀具工作角度,切削层参数,切削方式,还包括金属切削过程,切削力,切削热与切削温度,刀具磨损和使用寿命,工件材料的切削加工性,已加工表面质量,刀具合理几何角度和切削用量的选择,磨削,以及刀具材料的分析及选择、车刀的结构分析与应用、孔加工过程分析、刀具的结构分析与应用、拉刀的结构特点与使用、铣削过程分析与铣刀的选择和其他刀具的结构与应用。
以下为一些重要知识的整理:基面:切削刃上任意一点的基面是通过这一点并与这一点的切削速度相垂直的平面。
切削原理:金属切削必须具备两种运动,车削时的切削运动是工件的旋转运动;进给运动,使新的金属不断的投入切削的运动。
也就是使切削过程在所需要的方向继续下去的运动,进给运动可能有一个以上,车削时的进给运动是刀具的连续移动。
1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。
2、背吃刀量的确定背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
确定背吃刀量的原则:(1)在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。
第一章金属切削加工的根本学问教学方法导入课:金属切削加工,通常又称为机械加工,是通过刀具与工件之间的相对运动,从毛坯上切除多余的金属,从而获得合格零件的加工方法。
切削加工的根本形式有:车、铣、刨、磨、钻等,包括钳工加工〔錾、锉、锯、刮削、钻孔、铰孔、攻丝、套丝等〕一般状况下,通过铸造、锻造、焊接及轧制的型材毛坯精度低和外表粗糙度大,必需进展切削加工才能成为零件。
本章主要介绍金属切削加工中的根本规律和现象。
讲授课:第一节金属切削加工的根本概念一、切削运动和切削要素1、切削运动切削运动是为了形成工件所必需的刀具和工件之间的相对运动。
切削运动按其作用不同,分为主运动和进给运动。
(1)主运动是切削运动中速度最高、消耗功率最大的运动;一般切削运动中,主运动只有一个。
各种机械加工的主运动:车削:工件的旋转铣削:铣刀的旋转刨削:刨刀〔牛头刨〕或工件〔龙门刨〕的往复直线运动钻削:刀具〔钻床上〕或工件〔车床上〕的旋转。
(2)进给运动是使的切削层金属不断地投入切削,从而切出整个外表的运动;进给运动可以是一个或多个。
各种机械加工的进给运动:车削:刀具的移动铣削:工件的移动钻孔:钻头沿轴向移动内外圆磨削:工件旋转和移动切削加工过程中,为实现机械化和自动化,提高效率,除切削运动外,还需要关心运动。
如切入运动,空程运动,分度转位运动、送夹料运动及机床掌握运动等。
切削过程中形成三个外表:待加工外表、加工外表、已加工外表2、切削要素包括切削用量和切削层横截面要素。
(1)切削用量三要素1)切削速度v是主运动的线速度〔m/s 或m/min 〕a = d w旋转主运动:2) 进给速度 v f 或进给量 fv f :单位时间内刀具对工件沿进给方向的相对位移〔 mm/s或 mm/min 〕进给量 f :工件或刀具每转一周,刀具对工件沿进给方向的相对位移。
〔mm/r 〕切削时间 t = L/v f = L/nf3〕背吃刀量 a p 〔切削深度〕工件已加工外表和待加工外表的垂直距离〔mm 〕 教学方法 外圆车削: - d p 2钻孔: a = d mp 2合成切削运动 :v e = v +v f 〔向量的关系〕(2) 切削层横截面要素切削层是指刀具与工件相对移动一个进给量时,相邻两个加工外表之间的金属层,切削层的轴向剖面称为切削层横截面。

金属切削技能在机械加工中是一个基本的技能,也是很多机械加工人常常挂在嘴边的一个词,虽然金属切削技能很基本,但是深入了解金属切削后你会发现里面的学问还真的很多,不少数控车床的操作者,对车床的切削原理知道得很少,常常不知道如何正确选择主轴转速S、进刀量F,以及进刀的深度,即切削三要素的计算公式,希望这篇文章能对他们有所帮助。
众说周知,提高加工效率时,提高切削三要素(切削线速度,吃刀深度,进给量)是最简单、最直接的方法。
但刀具切削三要素的提高,一般会受到现有机床设别条件的限制。
在切削三要素的确定法则:依次确定吃刀深度,进给量以及切削线速度。
吃刀深度一般根据加工余量确定,粗加工进给量根据机床功率确定,精加工进给量根据表面粗糙度确定;切削线速度根据刀具材质和机床主轴转速确定。
主轴转速S、进刀量F,进刀的深度,在切削原理课程中称为切削加工三要素,如何正确选择这三个要素是金属切削原理课程的一个主要内容,我这里想尽可能简单地介绍一下选择这三个要素的基本原则:(一) 切削速度(线速度、园周速度)V(米/分)要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。
V的选择:取决于刀具材料、工件材料、加工条件等。
刀具材料:硬质合金,V可以取得较高,一般可取100米/分以上,一般购置刀片时都提供了技术参数:加工什么材料时可选择多少大的线速度。
高速钢:V只能取得较低,一般不超过70米/分,多数情况下取20~30米/分以下。
工件材料:硬度高,V取低;铸铁,V取低,刀具材料为硬质合金时可取70~80米/分;低碳钢,V可取100米/分以上,有色金属,V可取更高些(100~200米/分).淬火钢、不锈钢,V 应取低一些。
加工条件:粗加工,V取低一些;精加工,V取高些。
机床、工件、刀具的刚性系统差,V取低。
如果数控程序使用的S是每分钟主轴转数,那么应根据工件直径,及切削线速度V计算出S:S(主轴每分钟转数)=V(切削线速度)*1000/(3.1416*工件直径)如果数控程序使用了恒线速,那么S可直接使用切削线速度V(米/分)(二)进刀量(走刀量)F主要取决于工件加工表面粗糙度要求。

数控车切削三要素不少数控车床的操作者,对车床的切削原理知道得很少,常常不知道如何正确选择主轴转速S、进刀量F,以及进刀的深度,大牛数控,在数控行业一直不断地在探索,希望这篇文章能对大家有所帮助。
主轴转速S、进刀量F,进刀的深度,在切削原理课程中称为切削加工三要素,如何正确选择这三个要素是金属切削原理课程的一个主要内容,我这里想尽可能简单地介绍一下选择这三个要素的基本原则:(一)切削速度(线速度、园周速度)V(米/分)要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。
V的选择:取决于刀具材料、工件材料、加工条件等。
刀具材料:硬质合金,V可以取得较高,一般可取100米/分以上,一般购置刀片时都提供了技术参数:加工什么材料时可选择多少大的线速度。
高速钢:V只能取得较低,一般不超过70米/分,多数情况下取20~30米/分以下。
陶瓷分几个大类,每个大类又分为若干小类,再按成分组分比例、添加物、金相结构、表面处理等,可分出无数具体牌号,加工对象又千变万化,很难在一个较小的范围给到楼主:大致的线速度可以认为在200~1200m/min的范围之内。
工件材料:硬度高,V取低;铸铁,V取低,刀具材料为硬质合金时可取70~80米/分;低碳钢,V可取100米/分以上,有色金属,V可取更高些(100~200米/分).淬火钢、不锈钢,V应取低一些。
加工条件:粗加工,V取低一些;精加工,V取高些。
机床、工件、刀具的刚性系统差,V取低。
如果数控程序使用的S是每分钟主轴转数,那么应根据工件直径,及切削线速度V计算出S:S(主轴每分钟转数)=V(切削线速度)*1000/(3.1416*工件直径)如果数控程序使用了恒线速,那么S可直接使用切削线速度V(米/分)(二)进刀量(走刀量)F主要取决于工件加工表面粗糙度要求。
精加工时,表面要求高,走刀量取小:0.06~0.12mm/主轴每转。
粗加工时,可取大一些。
主要决定于刀具强度,一般可取0.3以上,刀具主后角较大时刀具强度差,进刀量不能太大。
铣刀的切削三要素计算公式铣削是一种常见的金属加工方法,它通过铣刀对工件进行切削,以达到加工工件的形状和尺寸要求。
在进行铣削加工时,需要考虑切削速度、进给速度和切削深度这三个要素,它们直接影响着铣削加工的效率和质量。
本文将介绍铣刀的切削三要素计算公式,帮助读者更好地理解铣削加工过程。
一、切削速度的计算公式。
切削速度是指铣刀在切削过程中每分钟切削的长度,通常用m/min(米/分钟)来表示。
切削速度的计算公式如下:Vc = π×D×n。
其中,Vc表示切削速度,单位为m/min;π为圆周率,约为3.14;D表示铣刀的直径,单位为mm;n表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到切削速度与铣刀直径和转速的关系。
一般来说,切削速度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的切削速度。
二、进给速度的计算公式。
进给速度是指铣刀在切削过程中每分钟切削的深度,通常用mm/min(毫米/分钟)来表示。
进给速度的计算公式如下:f = f×n。
其中,f表示进给速度,单位为mm/min;f表示每刀切削深度,单位为mm;n 表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到进给速度与每刀切削深度和转速的关系。
一般来说,进给速度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的进给速度。
三、切削深度的计算公式。
切削深度是指铣刀在切削过程中每刀切削的深度,通常用mm(毫米)来表示。
切削深度的计算公式如下:ap = fz×n。
其中,ap表示切削深度,单位为mm;fz表示每齿切削深度,单位为mm;n表示铣刀的转速,单位为r/min。
通过这个公式,我们可以得到切削深度与每齿切削深度和转速的关系。
一般来说,切削深度越大,铣削加工的效率越高,但是需要根据工件材料和铣刀材质来选择合适的切削深度。
综上所述,铣刀的切削三要素计算公式为切削速度、进给速度和切削深度。
切削3要素
线性切削速度Vc,切深ap和走刀量f是切削三要素。
Vc: m/min 米/分钟
ap: mm 毫米
fr(fn): mm/r 毫米/转
切削参数计算:
刀具寿命:影响刀片寿命的原因有切削热,摩擦和切削抗力,这三者随着切削速度的增加而加
剧最为强烈。
切削速度增加20%刀片磨损增加50%;
走刀量增加20%刀片磨损增加20%;
切深增加50%刀片磨损增加20%。
刀片前刀面轮廓:
不同的前角 - 5°, 11° , 15°
铣削刀具主偏角ISO
作用:
向主轴方向施加力不同
切屑厚度
切削深度
切削直径
顺铣和逆铣
顺铣的优点
铣削摩擦热少/刀片挤压变形小/刀片寿命长
逆铣的优点
刀体受铣削力冲击小/有利于减少工作台丝杠间隙窜动。