切削用量三要素计算公式(一)
- 格式:docx
- 大小:10.41 KB
- 文档页数:2
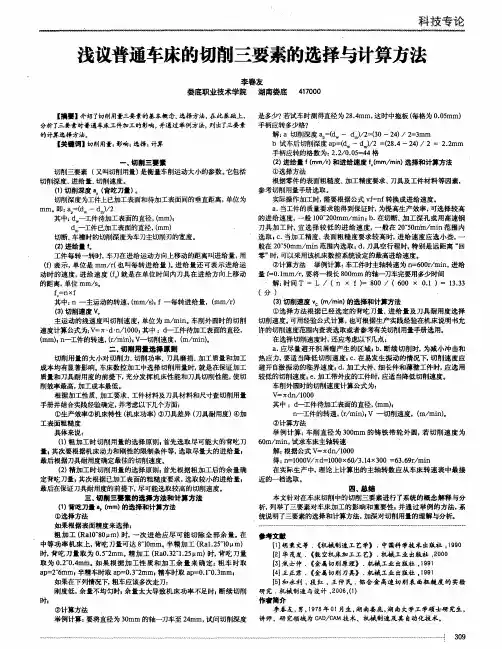
切削速度,吃刀量,进给速度三者关系及计算公式1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。
2、背吃刀量的确定背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
确定背吃刀量的原则:(1)在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。
但在余量较大,工艺系统刚性较差或机床动力不足时,可分多次进给完成。
(2)在工件表面粗糙度值要求为Ra3.2μm~12.5μm时,可分粗加工和半精加工两步进行。
粗加工时的背吃刀量选取同前。
粗加工后留0.5mm~1.0mm余量,在半精加工时切除。
(3)在工件表面粗糙度值要求为Ra0.8μm~3.2μm时,可分粗加工、半精加工、精加工三步进行。
半精加工时的背吃刀量取1.5mm~2mm。
精加工时背吃刀量取0.3mm~0.5mm。
3、进给量的确定进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。
最大进给速度受机床刚度和进给系统的性能限制。
确定进给速度的原则:1)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
一般在100~200m/min 范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。
3)当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。
4)刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统设定的最高进给速度。
1.切削用量三要素?答:在一般切削加工中,切削要素包括切削速度\进给量和背吃刀量3个要素.单位时间内刀具对于零件沿主运动方向的相对位移为切削速度,在单位时间内,刀具相对于零件沿进给运动方向的相对位移为进给量,待加工表面与已加工表面间的垂直距离为背吃刀量2.刀具的五个主要切削角度包括前角、后角、_______、________和刃倾角。
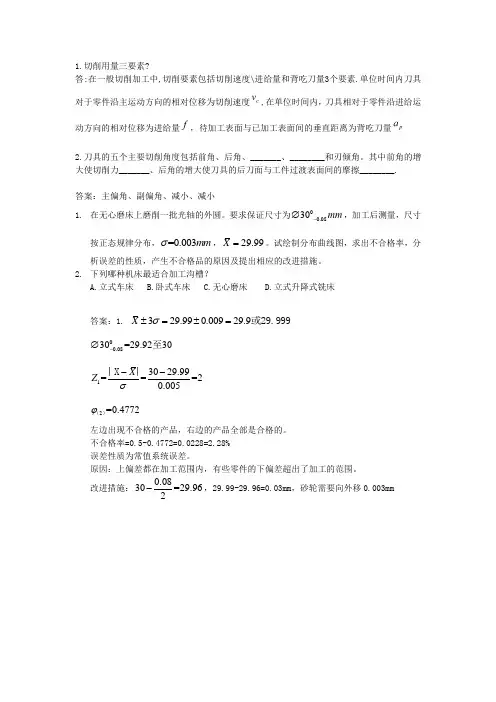
其中前角的增大使切削力_______、后角的增大使刀具的后刀面与工件过渡表面间的摩擦________.答案:主偏角、副偏角、减小、减小1. 在无心磨床上磨削一批光轴的外圆。
要求保证尺寸为00.0830mm -∅,加工后测量,尺寸按正态规律分布,=0.003mm σ,29.99X =。
试绘制分布曲线图,求出不合格率,分析误差的性质,产生不合格品的原因及提出相应的改进措施。
2. 下列哪种机床最适合加工沟槽?A.立式车床B.卧式车床C.无心磨床D.立式升降式铣床答案:1. 329.990.00929.9X σ±=±=或29.99900.0830=29.9230-∅至13029.99===20.005X Z σ--丨X 丨2=0.4772ϕ()左边出现不合格的产品,右边的产品全部是合格的。
不合格率=0.5-0.4772=0.0228=2.28% 误差性质为常值系统误差。
原因:上偏差都在加工范围内,有些零件的下偏差超出了加工的范围。
改进措施:0.0830=29.962-,29.99-29.96=0.03mm ,砂轮需要向外移0.003mm3. DA 和B 都适合加工各种周磊和盘套类零件的回转表面。
C 适合加工大批量生产中磨削细长轴以及不带中心孔的轴,套,销等零件。
D 适合加工平面,斜面,沟槽,台阶等。
一.选择题1. 切削过程中对切削题温度影响最大的因素是----------- (A ) A 切削速度 B 进给量 C 背吃刀量二.判断题1. 硬质合金是最适合用来制造成型刀具和各种形状复杂的刀具的常用材料。
1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。
2、背吃刀量的确定背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
确定背吃刀量的原则:(1)在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。
但在余量较大,工艺系统刚性较差或机床动力不足时,可分多次进给完成。
(2)在工件表面粗糙度值要求为Ra3.2μm~12.5μm时,可分粗加工和半精加工两步进行。
粗加工时的背吃刀量选取同前。
粗加工后留0.5mm~1.0mm余量,在半精加工时切除。
(3)在工件表面粗糙度值要求为Ra0.8μm~3.2μm时,可分粗加工、半精加工、精加工三步进行。
半精加工时的背吃刀量取1.5mm~2mm。
精加工时背吃刀量取0.3mm~0.5mm。
3、进给量的确定进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。
最大进给速度受机床刚度和进给系统的性能限制。
确定进给速度的原则:1)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
一般在100~200m/min范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。
3)当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。
4)刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统设定的最高进给速度。
4、主轴转速的确定主轴转速应根据允许的切削速度和工件(或刀具)直径来选择。

金属切削技能在机械加工中是一个基本的技能,也是很多机械加工人常常挂在嘴边的一个词,虽然金属切削技能很基本,但是深入了解金属切削后你会发现里面的学问还真的很多,不少数控车床的操作者,对车床的切削原理知道得很少,常常不知道如何正确选择主轴转速S、进刀量F,以及进刀的深度,即切削三要素的计算公式,希望这篇文章能对他们有所帮助。
众说周知,提高加工效率时,提高切削三要素(切削线速度,吃刀深度,进给量)是最简单、最直接的方法。
但刀具切削三要素的提高,一般会受到现有机床设别条件的限制。
在切削三要素的确定法则:依次确定吃刀深度,进给量以及切削线速度。
吃刀深度一般根据加工余量确定,粗加工进给量根据机床功率确定,精加工进给量根据表面粗糙度确定;切削线速度根据刀具材质和机床主轴转速确定。
主轴转速S、进刀量F,进刀的深度,在切削原理课程中称为切削加工三要素,如何正确选择这三个要素是金属切削原理课程的一个主要内容,我这里想尽可能简单地介绍一下选择这三个要素的基本原则:(一) 切削速度(线速度、园周速度)V(米/分)要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。
V的选择:取决于刀具材料、工件材料、加工条件等。
刀具材料:硬质合金,V可以取得较高,一般可取100米/分以上,一般购置刀片时都提供了技术参数:加工什么材料时可选择多少大的线速度。
高速钢:V只能取得较低,一般不超过70米/分,多数情况下取20~30米/分以下。
工件材料:硬度高,V取低;铸铁,V取低,刀具材料为硬质合金时可取70~80米/分;低碳钢,V可取100米/分以上,有色金属,V可取更高些(100~200米/分).淬火钢、不锈钢,V 应取低一些。
加工条件:粗加工,V取低一些;精加工,V取高些。
机床、工件、刀具的刚性系统差,V取低。
如果数控程序使用的S是每分钟主轴转数,那么应根据工件直径,及切削线速度V计算出S:S(主轴每分钟转数)=V(切削线速度)*1000/(3.1416*工件直径)如果数控程序使用了恒线速,那么S可直接使用切削线速度V(米/分)(二)进刀量(走刀量)F主要取决于工件加工表面粗糙度要求。
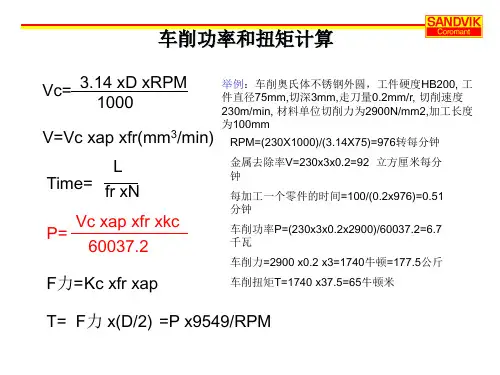
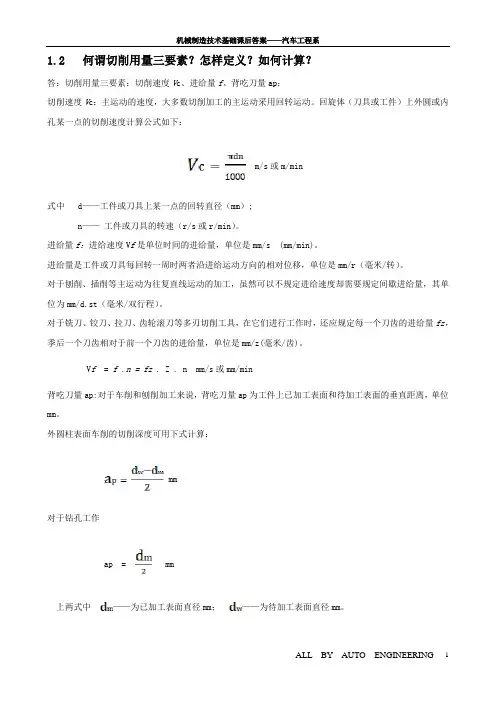
1.2 何谓切削用量三要素?怎样定义?如何计算?答:切削用量三要素:切削速度V c、进给量f、背吃刀量ap;切削速度V c:主运动的速度,大多数切削加工的主运动采用回转运动。
回旋体(刀具或工件)上外圆或内孔某一点的切削速度计算公式如下:m/s或m/min式中 d——工件或刀具上某一点的回转直径(mm);n——工件或刀具的转速(r/s或r/min)。
进给量f:进给速度V f是单位时间的进给量,单位是mm/s (mm/min)。
进给量是工件或刀具每回转一周时两者沿进给运动方向的相对位移,单位是mm/r(毫米/转)。
对于刨削、插削等主运动为往复直线运动的加工,虽然可以不规定进给速度却需要规定间歇进给量,其单位为mm/d.st(毫米/双行程)。
对于铣刀、铰刀、拉刀、齿轮滚刀等多刃切削工具,在它们进行工作时,还应规定每一个刀齿的进给量fz,季后一个刀齿相对于前一个刀齿的进给量,单位是mm/z(毫米/齿)。
V f = f .n = fz . Z . n mm/s或mm/min背吃刀量ap:对于车削和刨削加工来说,背吃刀量ap为工件上已加工表面和待加工表面的垂直距离,单位mm。
外圆柱表面车削的切削深度可用下式计算:mm对于钻孔工作ap = mm上两式中——为已加工表面直径mm;——为待加工表面直径mm。
1.3刀具切削部分有哪里结构要素?试给这些要素下定义。
(1) 前刀面: 前刀面Ar是切屑流过的表面。
根据前刀面与主、副切屑刃相毗邻的情况分:与主切屑刃毗邻的称为主前刀面;与副切屑刃毗邻的称为副前刀面。
(2) 后刀面: 后刀面分为主后刀面与副后刀面。
主后刀面Aa是指与工件加工表面相面对的刀具表面。
副后刀面是与工件已加工表面相面对的刀具表面。
(3) 切屑刃:切削刃是前刀面上直接进行切削的边锋,有主切削刃和副切屑刃之分。
主切削刃指前刀面与主后刀面相交的锋边;副切削刃指前刀面与副后刀面相交的锋边。
(4) 刀尖:刀尖可以是主、副切削刃的实际交点,也可以是主副两条切削刃连接起来的一小段切削刃,它可以是圆弧,也可以是直线,通常都称为过渡刃。
切削速度,吃刀量,进给速度三者关系及计算公式1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。
2、背吃刀量的确定背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
确定背吃刀量的原则:(1)在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。
但在余量较大,工艺系统刚性较差或机床动力不足时,可分多次进给完成。
(2)在工件表面粗糙度值要求为Ra3.2μm~12.5μm时,可分粗加工和半精加工两步进行。
粗加工时的背吃刀量选取同前。
粗加工后留0.5mm~1.0mm余量,在半精加工时切除。
(3)在工件表面粗糙度值要求为Ra0.8μm~3.2μm时,可分粗加工、半精加工、精加工三步进行。
半精加工时的背吃刀量取1.5mm~2mm。
精加工时背吃刀量取0.3mm~0.5mm。
3、进给量的确定进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。
最大进给速度受机床刚度和进给系统的性能限制。
确定进给速度的原则:1)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
一般在100~200m/min 范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。
3)当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。
4)刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统设定的最高进给速度。
切削速度,吃刀量,进给速度三者关系及计算公式1、切削用量的选择原则粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。
具体数值应根据机床说明书、切削用量手册,并结合经验而定。
从刀具的耐用度出发,切削用量的选择顺序是:先确定背吃刀量,其次确定进给量,最后确定切削速度。
2、背吃刀量的确定背吃刀量由机床、工件和刀具的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。
确定背吃刀量的原则:(1)在工件表面粗糙度值要求为Ra12.5μm~25μm时,如果数控加工的加工余量小于5mm~6mm,粗加工一次进给就可以达到要求。
但在余量较大,工艺系统刚性较差或机床动力不足时,可分多次进给完成。
(2)在工件表面粗糙度值要求为Ra3.2μm~12.5μm时,可分粗加工和半精加工两步进行。
粗加工时的背吃刀量选取同前。
粗加工后留0.5mm~1.0mm余量,在半精加工时切除。
(3)在工件表面粗糙度值要求为Ra0.8μm~3.2μm时,可分粗加工、半精加工、精加工三步进行。
半精加工时的背吃刀量取1.5mm~2mm。
精加工时背吃刀量取0.3mm~0.5mm。
3、进给量的确定进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。
最大进给速度受机床刚度和进给系统的性能限制。
确定进给速度的原则:1)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。
一般在100~200m/min 范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50m/min范围内选取。
3)当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50m/min范围内选取。
4)刀具空行程时,特别是远距离“回零”时,可以选择该机床数控系统设定的最高进给速度。
切削用量三要素计算公式(一)
切削用量三要素计算公式
一、切削深度
切削深度是指每次切削过程中刀具所切削下去的物料的厚度。
计算公式:切削深度 = 刀具所切削下去的物料厚度(mm)
例如,如果刀具在一次切削过程中切削下去的物料厚度为2mm,
那么切削深度就是2mm。
二、切削速度
切削速度是指在单位时间内切削加工表面的线速度。
计算公式:切削速度= π × 刀具直径(mm)× 切削主轴转速(rpm)÷ 1000
例如,假设刀具直径为10mm,切削主轴转速为5000rpm,那么切
削速度就是π × 10 × 5000 ÷ 1000 = /min。
三、进给量
进给量是指单位时间内刀具在工件上相对于切削方向移动的距离。
计算公式:进给量 = 切削速度(m/min)× 主轴转速(r/min)÷ 刀具直径(mm)
例如,假设切削速度为100m/min,主轴转速为5000r/min,刀具直径为20mm,那么进给量就是100 × 5000 ÷ 20 = 25000mm/min。
总结
切削用量三要素是切削深度、切削速度和进给量,它们对于切削加工的质量和效率起着重要的作用。
切削深度决定了切削过程中物料的厚度,切削速度与刀具直径、切削主轴转速相关,进给量则与切削速度、主轴转速和刀具直径有关。
合理地计算和控制这三要素,可以提高切削加工的效率和质量,降低生产成本。
切削用量的计算公式可以帮助创作者更好地理解和应用于实际工作中,提高工作的效率和准确性。
因此,熟练掌握切削用量三要素的计算公式对于创作者来说是非常重要的。
以上就是切削用量三要素的相关计算公式和解释的内容。
希望可以对你有所帮助!。