第八章 弹塑性接触_PartII
- 格式:pdf
- 大小:769.66 KB
- 文档页数:4
题1:表面光滑的刚性圆柱体与弹性平面的接触问题。
有以下假设:接触体材料均匀连续,各向同性,在接触区内只产生服从虎克定律的弹性变形,接触区相比接触体表面很小且在其附近的表面是光滑的,压力垂直于物体接触面,接触面上的摩擦力忽略不计。
各参数为:计算区域宽度为L=0.128mm,圆柱体半径R=0.5mm,弹性模量E=210GPa,泊松比,平面应变问题,P=50N/m,μ=0.31) 用有限元法求弹性平面应力分布;2) 用有限元法求的弹性平面表面接触压力分布曲线,并与Hertz理论解作对比。
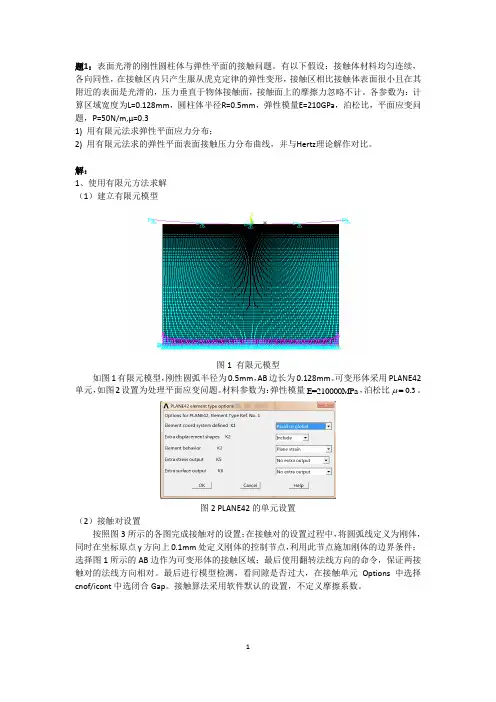
解:1、使用有限元方法求解(1)建立有限元模型图1 有限元模型如图1有限元模型,刚性圆弧半径为0.5mm,AB边长为0.128mm。
可变形体采用PLANE42μ=。
单元,如图2设置为处理平面应变问题。
材料参数为:弹性模量E=210000M Pa,泊松比0.3图2 PLANE42的单元设置(2)接触对设置按照图3所示的各图完成接触对的设置;在接触对的设置过程中,将圆弧线定义为刚体,同时在坐标原点y方向上0.1mm处定义刚体的控制节点,利用此节点施加刚体的边界条件;选择图1所示的AB边作为可变形体的接触区域;最后使用翻转法线方向的命令,保证两接触对的法线方向相对。
最后进行模型检测,看间隙是否过大,在接触单元Options中选择cnof/icont中选闭合Gap。
接触算法采用软件默认的设置,不定义摩擦系数。
图3 设置接触对(3)施加边界条件如图4所示施加边界条件。
约束可变形平面底边的所有自由度,约束刚体控制点x方向的位移,并在刚体控制点上施加负y方向50N的压力。
图4 施加边界条件(4)计算结果进行求解,获得的两接触对的接触压力如图5所示,最大接触压力值为2685MPa,位于加载的中心。
可变形体内部的Mises应力分布如图6所示,最大Mises应力值为1665MPa,位于接触区域以下。
(中间变细,弹性模量变成平面应变模量。
contact presure2853.von mises1742)应力是内部材料抵抗变形而产生能量的反映,压力是作为力传递的外载在表面材料上的分布图6 Mises 应力图(单位:MPa )2、使用解析法求解(选用mm 、MPa 计算结果与选用m 、Pa 计算的结果不同)根据Hertz 接触理论,接触半宽的计算公式为:a =其中:a 为接触半宽;P 为外载荷;R 为刚性圆弧的半径;E *是可变形体的等效弹性模量。
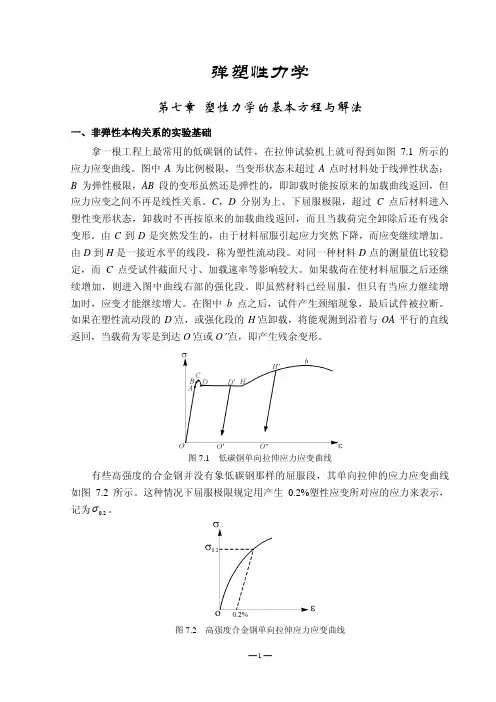
弹塑性力学第七章塑性力学的基本方程与解法一、非弹性本构关系的实验基础拿一根工程上最常用的低碳钢的试件,在拉伸试验机上就可得到如图7.1所示的应力应变曲线。
图中A为比例极限,当变形状态未超过A点时材料处于线弹性状态;B为弹性极限,AB段的变形虽然还是弹性的,即卸载时能按原来的加载曲线返回,但应力应变之间不再是线性关系。
C,D分别为上、下屈服极限,超过C点后材料进入塑性变形状态,卸载时不再按原来的加载曲线返回,而且当载荷完全卸除后还有残余变形。
由C到D是突然发生的,由于材料屈服引起应力突然下降,而应变继续增加。
由D到H是一接近水平的线段,称为塑性流动段。
对同一种材料D点的测量值比较稳定,而C点受试件截面尺寸、加载速率等影响较大。
如果载荷在使材料屈服之后还继续增加,则进入图中曲线右部的强化段。
即虽然材料已经屈服,但只有当应力继续增加时,应变才能继续增大。
在图中b点之后,试件产生颈缩现象,最后试件被拉断。
如果在塑性流动段的D′点,或强化段的H′点卸载,将能观测到沿着与OA平行的直线返回,当载荷为零是到达O′点或O′′点,即产生残余变形。
图7.1 低碳钢单向拉伸应力应变曲线有些高强度的合金钢并没有象低碳钢那样的屈服段,其单向拉伸的应力应变曲线如图7.2所示。
这种情况下屈服极限规定用产生0.2%塑性应变所对应的应力来表示,σ。
记为0.2图7.2 高强度合金钢单向拉伸应力应变曲线第七章 塑性力学的基本方程与解法如果以超过屈服极限的载荷循环加载,所得试验结果则象图7.3所示。
在实验中还发现,对于某些材料(图7.4),如果在加载(拉伸)屈服后完全卸载到O ′′点,然后接着反向加载(压缩),则其反向屈服点对应的应力绝对值s σ′′不仅小于s σ′,而且小于初始屈服应力的绝对值σ′。
这是德国的包辛格(Bauschinger, J.)最早发现的,称为包辛格效应。
图7.3 循环加载曲线示意图 图7.4 包辛格效应 当材料进入塑性状态后,如果不是单调加载,则应力和应变之间不仅不是单值函数的关系,而且当时的应变不仅和当时的应力有关,还和整个加载的历史有关。
第八章塑性加工※8·1 锻造成形8·2 板料冲压成形8·3 挤压、轧制、拉拔成形8·4 特种塑性加工方法8·5 塑性加工零件的结构工艺性8·6 塑性加工技术新进展本章小结塑性加工的基本知识塑性变形的主要形式:滑移、孪晶。
滑移的实质是位错的运动。
金属经过塑性变形后将使其强度、硬度升高,塑性、韧性降低。
即产生形变强化。
此外,还将形成纤维组织。
塑性加工特点:1·塑性加工产品的力学性能好。
2·精密塑性加工的产品可以直接达到使用要求,不须进行机械加工就可以使用。
实现少、无切削加工。
3·塑性加工生产率高,易于实现机械化、自动化。
4·加工面广(几克~几百吨)。
常用的塑性加工方法:锻造、板料冲压、轧制、挤压、拉拔等。
8·1 锻造成形8·1·1 自由锻定义、手工自由锻、机器自由锻设备(锻锤和液压机)1·自由锻工序(基本工序、辅助工序、精整工序)基本工序:镦粗、拔长、弯曲、冲孔、切割、扭转、错移辅助工序:压钳口、压钢锭棱边、切肩各种典型锻件的锻造2·自由锻工艺规程的制订(举例)8·1·2 模锻定义、特点(生产率高、尺寸精度高、加工余量小、节约材料,减少切削、形状比自由锻的复杂、生产批量大但质量不能大)1·锤上模锻2·压力机上模锻8章塑性加工拔长29使坯料横截面减小而长度增加的锻造工序称为拔长。
拔长主要用于轴杆类锻件成形,其作用是改善锻件内部质量。
(1)拔长的种类。
有平砥铁拔长、芯轴拔长、芯轴扩孔等。
8章塑性加工30芯轴拔长8章塑性加工芯轴扩孔型砧拔长圆形断面坯料冲孔采用冲子将坯料冲出透孔或不透孔的锻造工序叫冲孔。
其方法有实心冲子双面冲孔、空心冲子冲孔、垫环冲孔等。
8章塑性加工各种典型锻件的锻造1、圆轴类锻件的自由锻2、盘套类锻件的自由锻3、叉杆类锻件的自由锻4、全纤维锻件的自由锻8章塑性加工典型锻件的自由锻工艺示例43锻件名称工艺类别锻造温度范围设备材料加热火次齿轮坯自由锻1200~800℃65kg空气锤45钢1锻件图坯料图序号工序名称工序简图使用工具操作要点1局部镦粗火钳镦粗漏盘控制镦粗后的高度为45mm序号工序名称工序简图使用工具操作要点2冲孔火钳镦粗漏盘冲子冲孔漏盘(1)注意冲子对中(2)采用双面冲孔3修整外圆火钳冲子边轻打边修整,消除外圆鼓形,并达到φ92±1 mm续表序号工序名称工序简图使用工具操作要点4修整平面火钳镦粗漏盘轻打使锻件厚度达到45±1 mm续表自由锻工艺规程的制订(1)绘制锻件图(敷料或余块、锻件余量、锻件公差)※锻件图上用双点画线画出零件主要轮廓形状,并在锻件尺寸线下面用括号标出零件尺寸。
![工程弹塑性力学-第八章-2015[CompatibilityMode]详解](https://uimg.taocdn.com/d174a893dd36a32d72758178.webp)
第八章理想刚塑性的平面应变问题8.5 典型的滑移线场8.6 滑移线场的数值求解8.7 楔体的单边受压8.8 刚性压模的冲压问题8.9圆形切口板条的极限拉力8.10板条的抽拉拉利用非线性的塑性本构关系求解问题,而是在研究了平面应变状态下塑性变形的一些特点后,将问题转为建立研究了滑移线的某些性质研究了滑移线的某些性质,建立了滑移线与塑性变形规律之间的联系,从而为求解工程实际问题提供了必要的依据。
解决塑性加工工艺中的题提供了有用的参考数据并为等课题的研究提供了有利的条件。
(4)与变形平面相平行的各层之间没有相对错动物体的各点位移发生在xoy 平面内:(,)(,u u x y v v x y ==,x u x εε∂=∂xy v x γ∂∂=+∂∂由(8.1)得应变分量:3中间主应力01(2z x σσσ==+因此,在平面塑性应变条件下,垂直于变形平面的法向应力等于平均应力。
min z σσσσ==任意一点的应力状态都可以用平均应力τ来表示,最大剪应力所作用的面与应力主平面成453sk σ=(σσ−x y 使用Tresa(特雷斯卡)屈服条件时,主应力表达式为:121(22x y σσσσσ+=±2sk σ=(σσ−x y 可见在塑性平面应变问题中,两种屈服条件的形式是相同的,只是σs 前面的系数不同。
eασnayστxσx σO 1σ3σ1σ2滑移线法的原理及应用3. 不同应力状态下莫尔圆的圆心坐标不同:0z σσσ==τ3σkkσo大圆的直径为2k ,圆心的横坐标为σ。
由图中可见,最大切应力平面上正应力等于平均压力σ,即在塑性平面应变情况下,应力由σ和k 确定。
由于k 对于理想塑性材料是常数,因此只要找到平均应力σ,一点的应力状态便可以确定。
1σ滑移线法的原理及应用4. 用平均应力σ与最大剪应力和x 轴夹角θ表示应力状态:xσ根据单元法线方向的平衡条件:1σ2σϕτϕϕ22121212121cos 21cos 2cos sin 2211()()cos 2cos 222x ϕϕσσϕσϕσσσσσσϕστϕ+−=+=+=++−=+由垂直于法线方向上力的平衡条件得:12cos sin cos sin ϕτσϕϕσϕϕ=−121()sin 2sin 2σσϕτ=−=上述两式平方相加得:22()x ϕσστ−+=cos2x σσκ=+cos 2y σσκϕ=−i 上述两式平方相加得:22()x ϕσστ−+=sin 2xy τκϕ=cos 2xy τκθ=1σσκ=+2σσκ=−z σσ=X方向是主应力方向位移分量:(,)u u x y v ==,x u x εε∂=∂xy v x γ∂∂=+∂∂几何分量:(20ij y ε=⎢∂∂⎢⎢&⎢⎣由塑性增量理论的Levy—Mises 关系得:(),(x x y ελσσελσ=−=&&&&ij ijελε=&&y x∂∂x v ∂∂+x ∂由材料的体积不可压缩性可得:在塑性区由5个方程求5两个平衡方程(8.8),屈服条件(8.10),位移速度表示的本构方程将塑性区内各点最大剪应力的方向连接起来并绘成连续的曲线,则可以得到两族正交的曲线,这两族正交的曲线称为方向不同,一族曲线称为αα线β顺时针逆时针(3)若应力场不同,则滑移线场亦不同。
全滑移下球形粗糙表面的弹塑性接触模型_接触力学论文导读::接触首先会发生在离散化的粗糙峰上。
而对于弹塑性接触。
全滑移下球形粗糙表面的弹塑性接触模型。
论文关键词:粗糙峰,弹塑性接触,球形粗糙表面接触,接触力学0 引言接触问题作为研究摩擦磨损的基础,一直以来是摩擦学研究的重要课题之一。
研究物体的接触状态包括接触面积及载荷等对研究粗糙表面的摩擦及磨损有重要的理论意义及工程实际指导。
当两粗糙表面互相接触时,接触首先会发生在离散化的粗糙峰上,随着载荷的加大,粗糙峰的接触数量不断增多,当大部分粗糙峰被压平后,接触会逐步转到基体上[1]。
目前,国内外众多学者对粗糙表面的接触进行了一系列研究,其研究的内容和方法包括:1)对单粗糙峰与刚性面的弹塑性接触及其形貌的影响; 2)粗糙峰的分布原则,如指数分布,Greenwood 等[2]提出的高斯分布等;3)结合单一粗糙峰的研究结果及分布对工程实际粗糙表面进行分析,而对实际粗糙面的研究包括对两基体均为刚性粗糙面,一基体刚性粗糙面与另一基体弹性粗糙面以及两基体都为弹性粗糙面的研究。
全滑移是一种理想化的接触条件,是指无摩擦的、光滑表面接触接触力学,英文称为slip,全滑移接触下相互接触的两个接触点在切向上不相互影响,而不是指接触的两个物体存在切向相对运动。
全粘着是对应于全滑移的另一种理想化接触条件,英文称为stick,在全粘着接触条件下,相互接触的两个接触点之间在切向是没有相对位移的。
在单一粗糙峰与刚性面的接触方面,经典的Hertz接触理论[1]首先给出了全滑移下弹性接触时加载力与位移及接触半径的关系,Abbott和Firestone[3]建立了单一粗糙峰接触的全塑性接触模型,而对于弹塑性接触,目前尚未有完整的数值解,但很多研究学者利用有限元等方法得出了不同的经验公式,如Kogut和Etsion[4]基于有限元法建立了全滑移条件下无量纲接触力,接触面积和法向位移的关系,Jackson和Green[5]也建立了类似的经验公式并进行了试验验证论文格式模板。
弹塑性力学讲义弹塑性力学1 弹塑性的概念所谓弹塑性指的是物体在外力作用下发生变形而外力除去后变形不能完全恢复的性质。
变形中可回复的部分称为弹性变形,变形中不可回复的部分称为塑性变形。
塑性变形总是在外力的作用超过一定的限度后出现。
2 简单拉压状态下金属材料弹塑性行为及其数学模型(1)理想塑性材料的弹塑性行为σs主要特点:屈服后加载,表现出一种流动变形现象,材料失去进一步承载的能力;屈服后卸载,应力应变增量大致与弹性变形段相同。
卸载至零后再次加载,应力应变关系相当于原应力应变关系曲线在应变轴方向作了一个平移,平移量为残余塑性应变。
数学表达:Eε(0 ε εs)σ σ(ε)σ(ε ε)s s Eε( εs ε 0)σ σ(ε)(ε εs) σs(2)线性强化材料的弹塑性行为σσs主要特点:屈服后加载,材料仍有进一步承载的能力,但应力应变增量的比例较弹性段小;屈服后卸载,应力应变增量大致与弹性变形段相同。
卸载至零后再次加载,屈服应力为卸载前的应力值(较先前的屈服应力大),应力应变关系相当于原应力应变关系曲线在应变轴方向作了一个平移,平移量为残余塑性应变,同时应力轴伸长。
两种常用的强化模型数学表达:Eε(0 ε εs)σ σ(ε)σ E(ε ε)(ε ε)ss sEε( εs ε 0)σ σ(ε)σs E(ε εs)(ε εs)上述描述弹塑性材料应力应变关系的数学模型称为全量型本构关系。
显然不能代表弹塑性变形规律的全貌。
它描述了单调应力-应变过程。
为了描述弹塑性力学行为的“过程相依”,需要建立增量型本构关系。
记当前应力为σ0,应力增量为dσ,应变增量为dε,分析弹塑性行为可以得出相应的增量变形法则。
理想塑性材料的增量型弹塑性关系(1)由dσ决定dε当σs σ0 σs时,dε dσ/E 当σ0 σs时,dεdλσ0ifdσ 0 dσ/Eifdσ 0dλσ0ifdσ 0当σ0 σs时,dεdσ/Eifdσ 0(2)由dε决定dσ当σs σ0 σs时,dσ Edε0ifdε 0当σ0 σs时,dσEdεifdε 0当σ0 σs时,dσ0ifdε 0 Edεifdε 0例:已经测得某理想弹塑性材料的细杆所经受的轴向应变过程如图所示,试求此杆中的应力过程。
弹性与塑性接触力学理论研究弹性与塑性接触力学是材料力学中的一个重要分支,研究材料在接触过程中的弹性和塑性行为。
弹性是指材料在受力后能够恢复原状的性质,而塑性则是指材料在受力后会发生形变并保持形变的性质。
弹性与塑性接触力学理论的研究对于材料的设计和工程应用具有重要意义。
弹性与塑性接触力学理论的研究主要包括接触力的计算、接触区域的形状和大小、接触变形和应力分布等方面。
接触力的计算是弹性与塑性接触力学理论的基础,它涉及到接触面积、接触压力和接触刚度等参数的计算。
接触面积是指两个物体在接触过程中实际接触的面积,它与接触压力和接触刚度有密切关系。
接触压力是指单位面积上的力,它是由于两个物体之间的接触而产生的。
接触刚度是指单位位移所需要的力,它与物体的材料性质和几何形状有关。
接触区域的形状和大小是弹性与塑性接触力学理论研究的另一个重要方面。
接触区域的形状和大小直接影响着接触力的大小和分布。
在弹性接触中,接触区域的形状和大小可以通过解析方法或数值方法进行计算。
在塑性接触中,接触区域的形状和大小与材料的塑性行为密切相关,需要考虑材料的硬化行为和塑性流动规律。
接触变形和应力分布是弹性与塑性接触力学理论研究的另一个重要方面。
接触变形是指材料在接触过程中发生的形变,它与接触力的大小和分布有关。
接触应力分布是指材料在接触过程中的应力分布情况,它与接触力的大小、分布和材料的性质有关。
在弹性接触中,接触变形和应力分布可以通过弹性力学理论进行计算。
在塑性接触中,接触变形和应力分布需要考虑材料的塑性行为和流动规律。
弹性与塑性接触力学理论的研究对于材料的设计和工程应用具有重要意义。
通过研究接触力的计算、接触区域的形状和大小、接触变形和应力分布等问题,可以优化材料的接触性能,提高材料的使用寿命和性能稳定性。
此外,弹性与塑性接触力学理论的研究还可以为材料的表面处理和涂层设计提供理论指导,提高材料的抗磨损性能和耐蚀性能。
总之,弹性与塑性接触力学理论的研究对于材料力学的发展和工程应用具有重要意义。
题1:表面光滑的刚性圆柱体与弹性平面的接触问题。
有以下假设:接触体材料均匀连续,各向同性,在接触区内只产生服从虎克定律的弹性变形,接触区相比接触体表面很小且在其附近的表面是光滑的,压力垂直于物体接触面,接触面上的摩擦力忽略不计。
各参数为:计算区域宽度为L=0.128mm,圆柱体半径R=0.5mm,弹性模量E=210GPa,泊松比,平面应变问题,P=50N/m,μ=0.31) 用有限元法求弹性平面应力分布;2) 用有限元法求的弹性平面表面接触压力分布曲线,并与Hertz理论解作对比。
解:1、使用有限元方法求解(1)建立有限元模型图1 有限元模型如图1有限元模型,刚性圆弧半径为0.5mm,AB边长为0.128mm。
可变形体采用PLANE42μ=。
单元,如图2设置为处理平面应变问题。
材料参数为:弹性模量E=210000M Pa,泊松比0.3图2 PLANE42的单元设置(2)接触对设置按照图3所示的各图完成接触对的设置;在接触对的设置过程中,将圆弧线定义为刚体,同时在坐标原点y方向上0.1mm处定义刚体的控制节点,利用此节点施加刚体的边界条件;选择图1所示的AB边作为可变形体的接触区域;最后使用翻转法线方向的命令,保证两接触对的法线方向相对。
最后进行模型检测,看间隙是否过大,在接触单元Options中选择cnof/icont中选闭合Gap。
接触算法采用软件默认的设置,不定义摩擦系数。
图3 设置接触对(3)施加边界条件如图4所示施加边界条件。
约束可变形平面底边的所有自由度,约束刚体控制点x方向的位移,并在刚体控制点上施加负y方向50N的压力。
图4 施加边界条件(4)计算结果进行求解,获得的两接触对的接触压力如图5所示,最大接触压力值为2685MPa,位于加载的中心。
可变形体内部的Mises应力分布如图6所示,最大Mises应力值为1665MPa,位于接触区域以下。
(中间变细,弹性模量变成平面应变模量。
contact presure2853.von mises1742)应力是内部材料抵抗变形而产生能量的反映,压力是作为力传递的外载在表面材料上的分布图6 Mises 应力图(单位:MPa )2、使用解析法求解(选用mm 、MPa 计算结果与选用m 、Pa 计算的结果不同)根据Hertz 接触理论,接触半宽的计算公式为:a =其中:a 为接触半宽;P 为外载荷;R 为刚性圆弧的半径;E *是可变形体的等效弹性模量。