ASME 热处理工艺卡(模拟)
- 格式:docx
- 大小:45.44 KB
- 文档页数:2
DHMEASME压力容器质量控制手册第10章热处理文件编号:DHME-ASME-01 版次:2修订:0页次:1/110.1 适用范围及目的为保证产品热处理符合规范要求,本章规定了热处理工艺的编制、认定、实施、热处理用仪表及热处理记录等方面的要求。
10.2责任生产技术科长对热处理操作的正确性负责,热处理工程师编制“热处理工艺卡”(样表AHL-1),此工艺卡由生产技术科长审查、批准。
10.3 热处理工艺热处理工艺卡至少应包括下列内容:a.加热速度;b.保温温度和保温时间;c.冷却速度;d.温度测量控制点的布置;e.必要的附加支承方法;f.临时性热电偶附件去除后的检验方法;10.4 热处理的实施(1)规范产品的热处理在水压试验前严格按“热处理工艺卡”规定的各项要求进行,检验员监督热处理操作并认可相应的“热处理记录”(样表AHL -2)。
(2)当热处理外协时,热处理工程师应提供一份填写好的热处理工艺给外协单位,外协单位应按热处理工艺进行热处理,并提交经证明的热处理记录和/或记录曲线图给DHME。
热处理记录和/或曲线图应经QC检验员审核,检查科长批准,确认符合规范和热处理工艺的要求。
QC检验员应确认外协单位的全部热电偶和记录装置是经过效验的,并在有效期内。
(3)从外协单位返回的产品或零部件,QC检验员应对标识的正确性及损伤情况进行验收检查。
10.5 热处理记录热处理完工后,QC科长应审核批准由操作者签字的热处理记录曲线图和并填写记录,是否符合规范和热处理工艺的要求并经AI复查和签字认可。
10.6 校准热处理操作中使用的热电偶及记录仪应按本手册第11章定期进行校准。
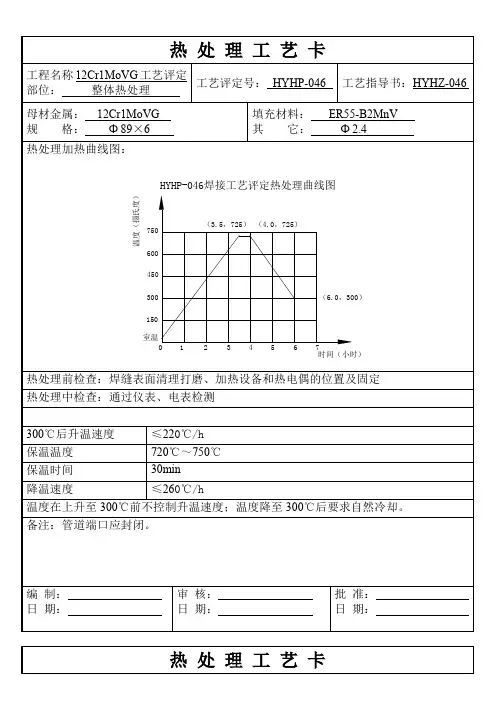
热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
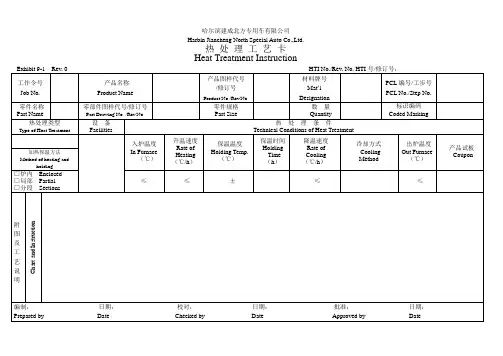
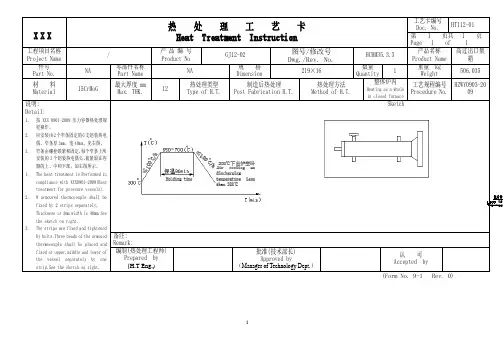
Harbin Jiancheng North Special Auto Co.,Ltd.热处理工艺卡Heat Treatment InstructionExhibit 9-1 Rev. 0 HTI No./Rev. No. HTI号/修订号:工作令号Job No.产品名称Product Name产品图样代号/修订号Product No./Rev.No.材料牌号Mat’lDesignationPCL编号/工步号PCL No./Step No.零件名称Part Name 零部件图样代号/修订号Part Drawing No. /Rev.No.零件规格Part Size数量Quantity标识编码Coded Marking热处理类型Type of Heat Treatment设备Facilities热处理条件Technical Conditions of Heat Treatment入炉温度In Furnace(℃)升温速度Rate ofHeating(℃/h)保温温度Holding Temp.(℃)保温时间HoldingTime(h)降温速度Rate ofCooling(℃/h)冷却方式CoolingMethod出炉温度Out Furnace(℃)产品试板Coupon加热保温方法Method of heating andholding□炉内Enclosed□局部Partial□分段Sections≤≤±≤≤附图及工艺说明C h a r t a n d I n s t r u c t i o n编制:日期:校对:日期:批准:日期:Prepared by Date Checked by Date Approved by DateHarbin Jiancheng North Special Auto Co.,Ltd.热处理工艺卡Heat Treatment InstructionExhibit 9-1 Rev. 0 HTI No./Rev. No. HTI号/修订号:工作令号Job No.产品名称Product Name产品图样代号/修订号Product No./Rev.No.材料牌号Mat’lDesignationPCL编号/工步号PCL No./Step No.零件名称Part Name 零部件图样代号/修订号Part Drawing No. /Rev.No.零件规格Part Sizeδ=14数量Quantity1标识编码Coded Marking热处理类型Type of Heat Treatment设备Facilities热处理条件Technical Conditions of Heat Treatment焊后热处理Postweld heat treatment4×26m台车式热处理电阻炉入炉温度In Furnace(℃)升温速度Rate ofHeating(℃/h)保温温度Holding Temp.(℃)保温时间HoldingTime(h)降温速度Rate ofCooling(℃/h)冷却方式CoolingMethod出炉温度Out Furnace(℃)产品试板Coupon加热保温方法Method of heating andholding■炉内Enclosed□局部Partial □分段Sections ≤300 ≤150 610±10 1 ≤150炉冷Cooled in the furnace≤300 None附图及工艺说明ChartandInstructionNote:1.From not greater than 300℃,the vessel is in the furnance.From not greater than 300℃,the vessel is out of the furnace and cooled in the still air.2.The furnace shall be of such design as to prevent direct impingement of the flame on the vessel.3.For layout and attachment of two thermocouples to the vessel for PWHT,see Fig.1.4.The thermocouple is attached to the vessel by thermocouple block.For thermocouple block,see Fig.2.The material of block is SA516M.Gr.485,welded tothe vessel.Fig1 Fig2编制:日期:校对:日期:批准:日期:Prepared by Date Checked by Date Approved by DateHarbin Jiancheng North Special Auto Co.,Ltd.热 处 理 工 艺 卡 Heat Treatment InstructionExhibit 9-1 Rev. 0 HTI No./Rev. No. HTI 号/修订号: 工作令号 Job No.产品名称 Product Name产品图样代号 /修订号Product No./Rev.No.材料牌号Mat ’lDesignationPCL 编号/工步号 PCL No./Step No.零件名称Part Name零部件图样代号/修订号Part Drawing No. /Rev.No.零件规格 Part Size数 量Quantity标识编码 Coded Marking热处理类型Type of Heat Treatment设 备 Facilities热 处 理 条 件Technical Conditions of Heat Treatment入炉温度 In Furnace (℃)升温速度 Rate of Heating (℃/h )保温温度 Holding Temp. (℃)保温时间 Holding Time (h )降温速度 Rate of Cooling (℃/h )冷却方式 Cooling Method出炉温度 Out Furnace (℃)产品试板 Coupon加热保温方法 Method of heating andholding□炉内 Enclosed □局部 Partial □分段 Sections≤ ≤ ± ≤ ≤实际热处理温度—时间记录曲线:见曲线图 Practical Time-Temperature Chart: See Chart结论: □ 合格 □不合格 检验工程师: 检查员: 操作工: 日期: Conclusion Acceptable Reject QC Engineer Examiner Operator Date热电偶编号 Thermocouple No.。
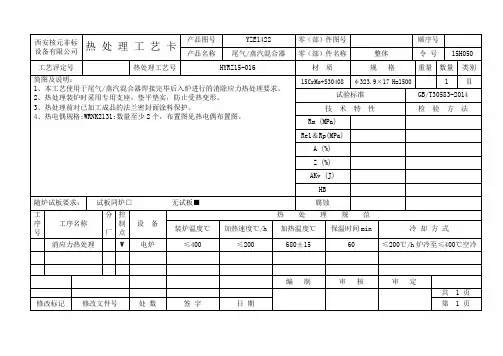
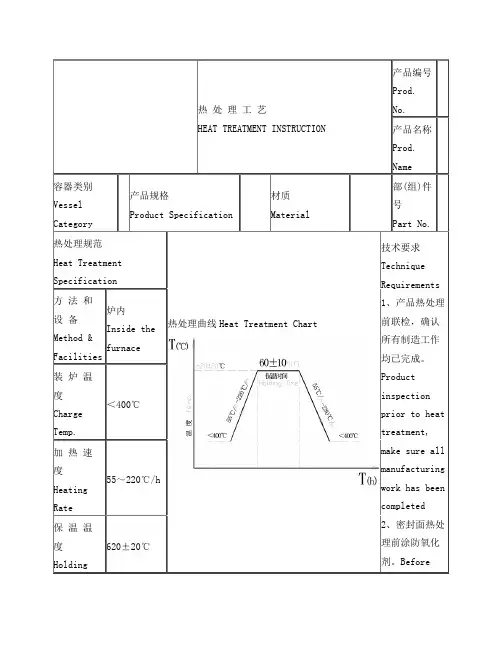
热 处 理 工 艺HEAT TREATMENT INSTRUCTION产品编号 Prod.No.产品名称 Prod. Name容器类别 Vessel Category 产品规格 Product Specification材质 Material部(组)件号 Part No. 热处理规范 Heat Treatment Specification 热处理曲线Heat Treatment Chart技术要求Technique Requirements 1、产品热处理前联检,确认所有制造工作均已完成。
Productinspection prior to heat treatment, make sure all manufacturingwork has been completed 2、密封面热处理前涂防氧化剂。
Before方 法 和 设 备 Method &Facilities 炉内 Inside thefurnace装 炉 温 度 Charge Temp. <400℃加 热 速 度 Heating Rate 55~220℃/h保 温 温 度 Holding620±20℃区升温速度不应超过℃/h,且不应超过220℃/h,一般情况下不低于55℃/h。
焊件升温期间,加热区内任意长度为4600mm内的温差不得大于140℃。
Above 400℃,the rate of heating shall be not more than220℃/h,And not be less than 55℃/h。
During the heating period there shall not be a greater variation in temperature throughout the portion of the vessel.6、焊件保温期间,加热区内的最高与最低温度之差不得大于80℃ 。
During the holding period, there shall not be a greater difference than 80℃ between the highest and lowest temperature throughout the portion of the vessel being heated。
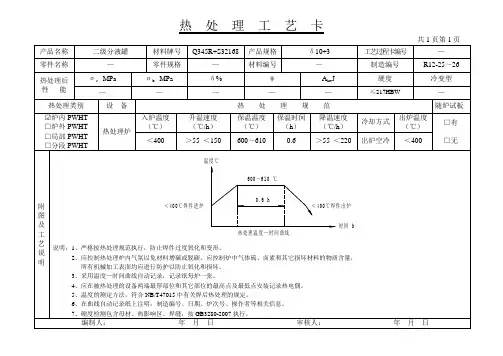
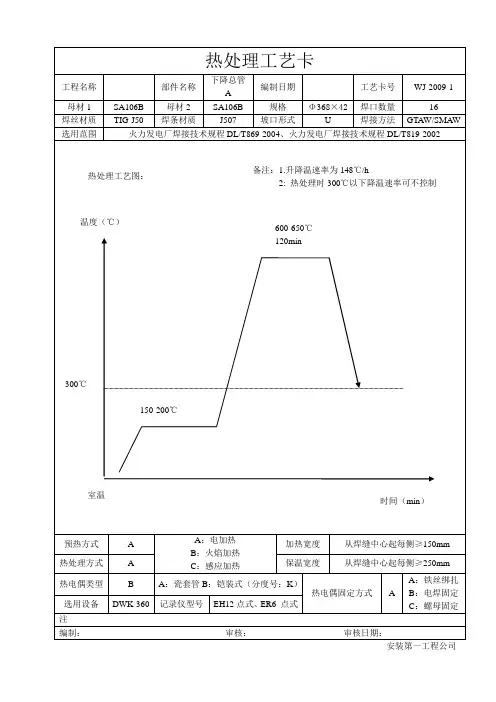
Exhibit No. List of Exhibits Rev. No. DateIV-1 CODE EDITION/ REVIEW CHECK LIST规范核实表0 Apr.08, 2012 IV-2 LIST OF MANUAL HOLDER 手册持有人清单0 Apr.08, 2012 2-1 Letter of Transmittal传送函0 Apr.08, 2012 2-2 Deliver & Receiving Note文件发放接收单0 Apr.08, 2012 3-1 Requisition of Material材料采购申请单0 Apr.08, 2012 3-2 Requisition of Welding Material焊接材料采购申请单0 Apr.08, 2012 3-3 Material Substitute Requisition材料代用申请单0 Apr.08, 2012 3-4 Label for Inspection待检标签0 Apr.08, 2012 3-5 Accepted Label合格标签0 Apr.08, 2012 3-6 Unaccepted Label不合格标签0 Apr.08, 2012 Material Receiving Inspection Record (Steel Plate)3-7 (a)0 Apr.08, 2012材料(钢板)进厂检验记录Material Receiving Inspection Record (Steel Pipe)0 Apr.08, 2012 3-7 (b)材料(钢管)进厂检验记录Material Receiving Inspection Record (Welding Material)0 Apr.08, 2012 3-7 (c)材料(焊材)进厂检验记录Material Receiving Inspection Record (Flange)0 Apr.08, 2012 3-7 (d)材料(法兰)进厂检验记录3-8 Material Request材料领料单0 Apr.08, 2012 3-9 Requisition Form of In-stock Material使用库存材料征询单0 Apr.08, 2012 3-10 Head Forming Inspection Record封头成型检验记录0 Apr.08, 2012Pressure Test Report (Hydrostatic, Pneumatic)0 Apr.08, 20124-1压力试验检验报告(水压、气压)4-2 Check Off List 工艺流转卡0 Apr.08, 2012 4-3 Name Plate 铭牌0 Apr.08, 2012 4-4 Visual and Dimensional Examination Report 外观及尺寸检验报告0 Apr.08, 2012 5-1 Non-conformity Report (NCR) 不合格品报告(NCR)0 Apr.08, 2012 5-2 Waiting for Disposition待处理0 Apr.08, 2012 6-1(a) Weld Summary Sheet焊接汇总表0 Apr.08, 20126-1(b) Welding Work Continuously Record焊接连续工作记录表0 Apr.08, 2012 6-2(a) Qualified Welder List合格焊工人员名单0 Apr.08, 2012 6-2(b) Qualified Welding Operator List合格焊接操作工名单0 Apr.08, 2012 6-3 Joint Identification Card焊缝分布图0 Apr.08, 2012 6-4 Welding Material Request焊材领用单0 Apr.08, 2012 6-5 Welding Repair Process Chart补焊返修工艺卡0 Apr.08, 2012 7-1 NDE Examiner Qualification Record无损检测人员资格鉴定记录0 Apr.08, 2012 7-2 List of Certified NDE personnel已有人员资格表0 Apr.08, 2012 7-3 Vision Examination Record 视力检查记录0 Apr.08, 2012 8-1 Heat Treatment Process Instruction热处理工艺卡0 Apr.08, 2012 8-2 Heat Treatment Report热处理报告0 Apr.08, 2012 9-1 Master List of Calibrated Instruments校正仪表总清单0 Apr.08, 2012 9-2 DO NOT USE禁用标签0 Apr.08, 2012 9-3 Calibration Sticker校正标签0 Apr.08, 2012 10-1 ASME Products List ASME产品清单0 Apr.08, 2012 10-2 NB Number Log NB编号登记表0 Apr.08, 2012Quality Control Manual Exhibit: IV-1 Rev: 0规范核实表CODE EDITION REVIEW CHECK LISTASME规范章节ASME CODESECTION 版本EDITIONLIST NO: 文件号是否修改REVISIONYES / NO有关文件DOCUMENT CONCERNEDⅡPART A PART B PART C PART D ⅤⅧ, DIV.1ⅨCOMMENTS备注:签发人PREPARED BY QA Manager签发日期ISSUED DATEQuality Control Manual Exhibit: IV-2 Rev:0手册持有人清单LIST OF MANUAL HOLDER签发日期Issued Date:签发人Prepared by QA Manager文件名称Document Name 版本号/修改号Ed./Rev.文件号Document No:版本(中文/英文)Version (Chinese/English)文件持有人清单(Signature List)分发号DistributionNo持有人姓名Holder’s Name持有人职务Title of Holder签名Signature日期Date回收Return*一旦收到新版本,控制副本的旧版本应退回。
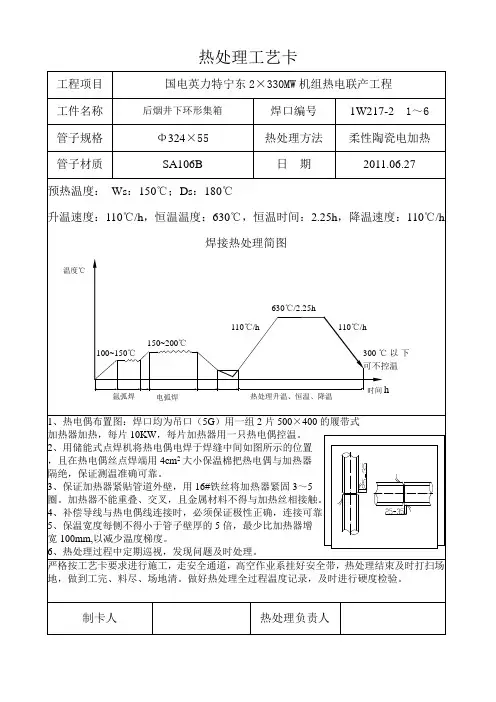
X X X 热处理工艺卡
Heat Treatment Instruction
工艺卡编号
Doc. No.HTI12-01
第
Page
1
1
页共
of
1
1
页
工程项目名称Project Name /
产品编号
Product No
GJ12-02
图号/修改号
Dwg./Rev. No.
HCHM35.3.3
产品名称
Product Name
高过出口集
箱
件号Part No.NA
零部件名称
Part Name
NA
规格
Dimension
219×16
数量
Quantit
y
1
重量 kg
Weight
506.035
材料Material 15CrMoG
最大厚度 mm
Max. THK.
12
热处理类型
Type of H.T.
制造后热处理
Post Fabrication H.T.
热处理方法
Method of H.T.
整体炉内
Heating as a
whole in c losed
furnace
工艺规程编号
Procedure No.
HZWY0903-
2009
说明:
Detail:
Sketch
1. 按XXX 0901-2009 压力容器热处理规
程操作。
2. 应安装由 2 个窄条固定的 6 支铠装热
电偶。
窄条厚 3mm,宽 40mm,见右图。
3. 窄条由螺栓锁紧和固定,每个窄条上
所安装的 3 个铠装热电偶头,被紧固
在容器的上、中和下部,如右图所示。
1. The heat treatment is Performed
in compliance with XXX0901-
2009(Heat treatment for pressure
vessels).
2. 9 armoured thermocouple shall be
fixed by 2 strips separately,
Thickness is 3mm width is
40mm,See the sketch on right.
3. The strips are fixed and
tightened by bolts.Three heads
of the armoued thermocouple
shall be placed and fixed at备注:
Remark:
(Form No. 9-1 Rev. 0)。