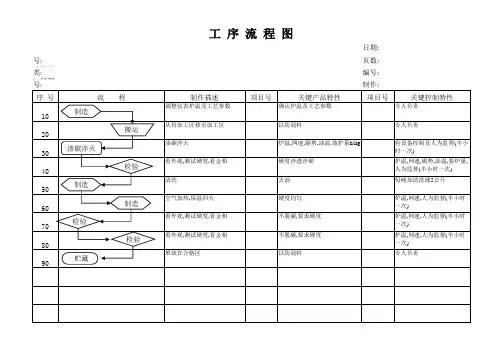
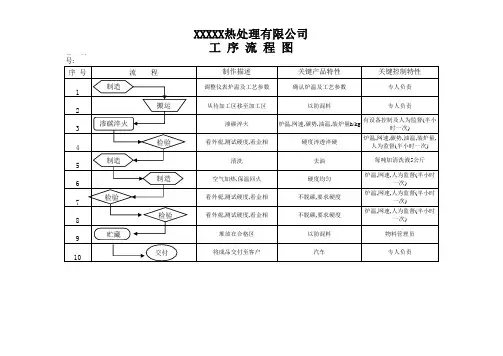
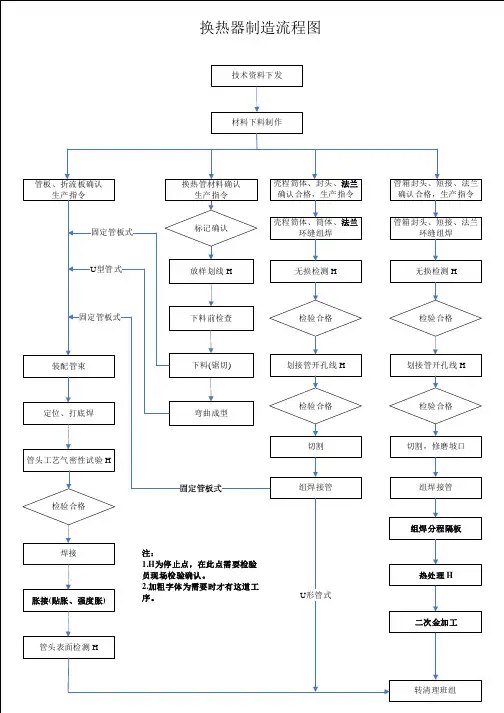
热处理工序流程图
- 格式:xls
- 大小:37.50 KB
- 文档页数:33
工艺课程设计〔论文〕题目:GCr15轴承钢热处理工艺设计院〔系〕:专业班级:学号:学生某某:指导教师:起止时间:课程设计〔论文〕任务与评语目录1 GCr15轴承钢热处理概述12 GCr15轴承钢热处理工艺设计2GCr15轴承钢的服役条件、失效形式与性能要求22.1.1 服役条件、失效形式22.1.2 性能要求222.3 GCr15钢的C曲线3GCr15轴承钢的热处理工艺设计32.4.1 GCr15轴承钢的工艺流程42.4.2 GCr15轴承钢的热处理工艺设计52.5 GCr15轴承钢的热处理工艺理论根底、原如此62.5.1 GCr15轴承钢的球化退火工艺理论根底、原如此62.5.2 GCr15轴承钢淬火工艺原理72.5.3 GCr15轴承钢回火工艺理论根底、原如此102.6选择设备、仪表和工夹具111113142.7 GCr15轴承钢热处理质量检验项目、内容与要求142.8 GCr15轴承钢热处理常见缺陷的预防与补救方法15152.8.2淬火、回火缺陷与预防、补救16172.9.1GCr15轴承钢球化退火工艺卡182.9.2GCr15轴承钢淬火工艺卡192.9.3GCr15轴承钢回火工艺卡203.参考文献221 GCr15轴承钢热处理概述对轴承钢的冶炼质量要求很高,需要严格控制硫、磷和非金属夹杂物的含量和分布,因为非金属夹杂物的含量和分布对轴承钢的寿命影响很大。
对轴承钢的根本质量要求就是纯净和组织均匀。
纯净就是杂质元素与非金属杂物要少,组织均匀是钢中碳化物要细小,分布要均匀。
夹杂物量愈高,寿命就越短。
为了满足这些性能的要求,常常采用高碳铬轴承钢(GCr15 )经退火、淬火加低温回火的热处理工艺,为了改善冶炼质量,近来已采用电炉冶炼并经电渣重熔,亦可采用真空冶炼,真空自耗精炼等新工艺来提高轴承钢的质量。
高碳铬轴承钢的含碳质量分数比拟高,一次预备热处理是球化退火,主要目的是为了降低硬度,改善切削加工性,同时获得均匀分布的细粒状珠光体,为最终热处理做好组织上的准备。
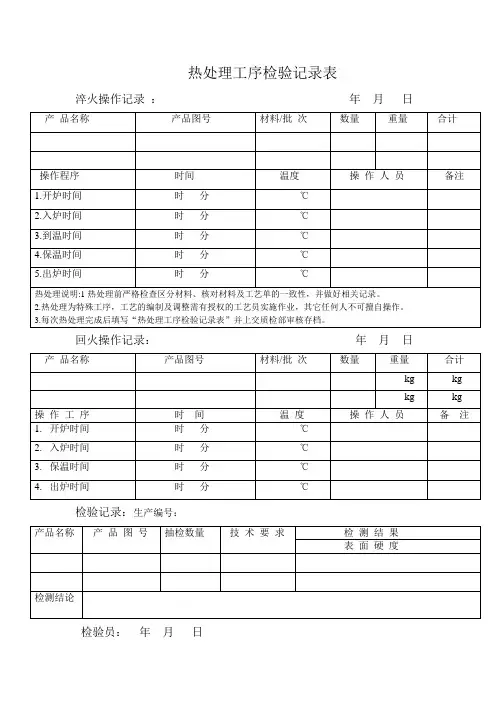
热处理工序检验记录表淬火操作记录:年月日回火操作记录:年月日检验记录:生产编号:检验员:年月日附件3施工方案审查表目录1.工程概述⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅22.编制依据⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅23.施工程序⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅34.施工方法及技术措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅35.施工进度计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅66.降低成本措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅67.施工质量保证措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅68.安全保证措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅79.文明施工技术措施⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅1110.劳动力需用计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅1111.施工机具与施工手段用料计划⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅111、工程概述1。
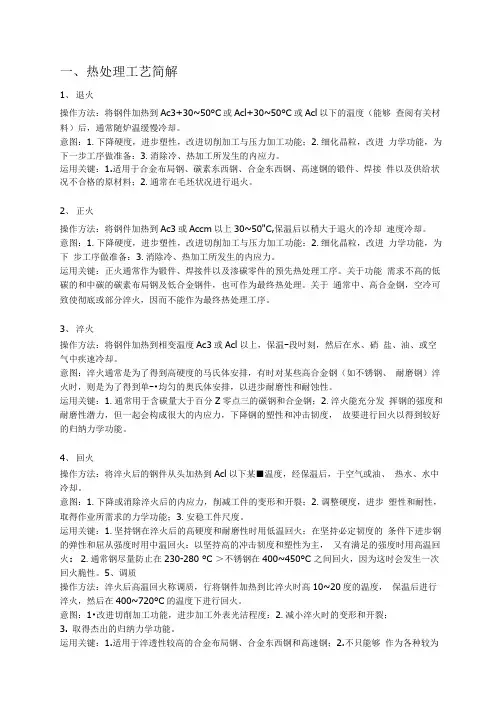
一、热处理工艺简解1、退火操作方法:将钢件加热到Ac3+30~50°C或Acl+30~50°C或Acl以下的温度(能够查阅有关材料)后,通常随炉温缓慢冷却。
意图:1.下降硬度,进步塑性,改进切削加工与压力加工功能;2.细化晶粒,改进力学功能,为下一步工序做准备:3.消除冷、热加工所发生的内应力。
运用关键:1.适用于合金布局钢、碳素东西钢、合金东西钢、高速钢的锻件、焊接件以及供给状况不合格的原材料;2.通常在毛坯状况进行退火。
2、正火操作方法:将钢件加热到Ac3或Accm以上30~50"C,保温后以稍大于退火的冷却速度冷却。
意图:1.下降硬度,进步塑性,改进切削加工与压力加工功能:2.细化晶粒,改进力学功能,为下步工序做准备:3.消除冷、热加工所发生的内应力。
运用关键:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
关于功能需求不高的低碳的和中碳的碳素布局钢及低合金钢件,也可作为最终热处理。
关于通常中、高合金钢,空冷可致使彻底或部分淬火,因而不能作为最终热处理工序。
3、淬火操作方法:将钢件加热到相变温度Ac3或Acl以上,保温-段吋刻,然后在水、硝盐、油、或空气中疾速冷却。
意图:淬火通常是为了得到高硬度的马氏体安排,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单-•均匀的奥氏体安排,以进步耐磨性和耐蚀性。
运用关键:1.通常用于含碳量大于百分Z零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但一起会构成很大的内应力,下降钢的塑性和冲击韧度,故要进行回火以得到较好的归纳力学功能。
4、回火操作方法:将淬火后的钢件从头加热到Acl以下某■温度,经保温后,于空气或油、热水、水中冷却。
意图:1.下降或消除淬火后的内应力,削减工件的变形和开裂;2.调整硬度,进步塑性和耐性,取得作业所需求的力学功能;3.安稳工件尺度。
运用关键:1.坚持钢在淬火后的高硬度和耐磨性时用低温回火;在坚持必定韧度的条件下进步钢的弹性和屈从强度时用中温回火:以坚持高的冲击韧度和塑性为主,又有满足的强度时用高温回火:2.通常钢尽量防止在230-280 °C >不锈钢在400~450°C 之间回火,因为这时会发生一次回火脆性。
零件加工工艺流程图零件加工工艺流程图主要是指将原材料通过一系列加工工艺和工序加工成最终产品的过程。
下面是一个典型的零件加工工艺流程图,包含以下几个关键工艺和工序。
第一步:原材料准备1. 初步检查原材料质量和规格是否符合要求;2. 使用机械设备将原材料进行截断,确保尺寸符合工艺要求;3. 为了提高材料的切削性能,可以对原材料进行火焰热处理。
第二步:粗加工1. 使用加工中心或车床将原材料进行初步加工,包括车削、铣削、钻孔等工序;2. 根据设计要求,进行粗磨和刨削,以形成基本的几何形状;3. 进行相关表面处理,如打磨、抛光等。
第三步:精加工1. 进一步进行车削、铣削、钻孔等精细加工工序;2. 对产品进行精磨和研磨,以提高几何和尺寸精度;3. 进行光洁度检测和表面质量检查。
第四步:热处理1. 对零件进行热处理,包括淬火、回火、退火等工艺;2. 通过热处理改变零件的物理和化学性质,提高其强度和耐磨性。
第五步:表面处理1. 零件经过镀铬、电镀、镀镍等表面处理;2. 通过表面处理提高零件的抗腐蚀性能、耐磨损性能等。
第六步:装配和焊接1. 将多个零件进行装配,使用螺栓、焊接等方法进行固定;2. 进行装配过程中的调试和检测,确保零件装配正确。
第七步:质量检验1. 对加工完成的零件进行质量检验,包括尺寸检测、硬度测试、金属组织分析等;2. 检查零件表面的光洁度、毛刺等。
第八步:包装和运输1. 将加工完成的零件进行包装,以防止零件在运输过程中受到损坏;2. 运输零件到目的地。
以上是一个典型的零件加工工艺流程图,包括原材料准备、粗加工、精加工、热处理、表面处理、装配和焊接、质量检验、包装和运输等关键工艺和工序。
不同的零件加工流程可能会有所不同,但大致流程是相似的。
通过合理的工艺流程和工序控制,可以确保零件加工的质量和精度,提高零件的整体性能和寿命。
目录1 设计任务 (3)1.1设计任务 (3)1.1.1 课设要求 (3)1.1.2 设计说明书要求 (3)1.2设计的技术要求 (3)2 热处理零件图 (4)3 设计方案 (5)3.138C R M O A L A钢发动机活塞杆热处理工艺概述 (5)3.238C R M O A L A钢活塞杆服役条件、失效形式 (5)3.2.1 服役条件 (5)3.2.2 失效形式 (5)4 设计说明 (7)4.138C R M O A L A钢活塞杆材料选择 (7)4.238C R M O A L A钢活塞杆C曲线 (8)4.338C R M O A L A钢活塞杆加工工艺流程图 (9)4.438C R M O A L A钢活塞杆正火、调质、渗氮、低温回火工艺 (9)4.4.1 锻造工艺曲线 (10)4.4.2 预备热处理:正火工艺 (10)4.4.3 调质处理工艺 (10)4.4.4 渗氮工艺 (11)4.4.5 最终热处理:低温回火 (12)4.538C R M O A L A钢活塞杆热处理工艺理论 (12)4.5.1 正火工艺原理 (12)4.5.2 渗氮工艺原理 (13)4.5.3 回火工艺原理 (14)5 质量检验 (16)5.1质量检验流程 (16)5.238C R M O A L A钢活塞杆热处理常见缺陷预防及补救 (16)5.2.1 加热时常见的缺陷的预防及补救方法 (16)5.2.2 渗氮时常见的缺陷的预防及补救方法 (17)6 热处理工艺卡片 (19)致谢................................................................................................................ 错误!未定义书签。
参考文献 (20)1设计任务1.1设计任务1.1.1课设要求熟悉设计题目,查阅相关文献资料,概述38CrMoAlA钢活塞杆的热处理工艺,进行零件的服役条件与失效形式分析,提出硬度、耐磨性、强度、耐蚀性等要求。
精密磨床主轴热处理⼯艺设计辽宁⼯业⼤学⼯艺课程设计(论⽂)题⽬:精密磨床主轴热处理⼯艺设计院(系):专业班级:学号:学⽣姓名:指导教师:起⽌时间:课程设计(论⽂)任务及评语⽬录1精密磨床主轴热处理概述 (1)2 精密磨床主轴热处理⼯艺设计 (2)2.1 主轴的服役条件、失效形式及性能要求 (2)2.1.1 服役条件、失效形式 (2)2.1.2 性能要求 (2)2.2 主轴材料的选择 (2)2.3 38CrMoAlA钢的C曲线 (4)2.4 38CrMoAlA钢主轴的热处理⼯艺设计 (4)2.4.1 38CrMoAlA钢的⼯艺流程 (5)2.4.2 38CrMoAlA钢的热处理⼯艺设计 (5)2.5 38CrMoAlA钢主轴的热处理⼯艺理论基础、原则 (9)2.5.1 38CrMoAlA钢的正⽕⼯艺理论基础、原则 (9)2.5.2 38CrMoAlA钢的调质⼯艺理论基础、原则 (11)2.5.3 38CrMoAlA钢的去应⼒退⽕⼯艺理论基础、原则 (12)2.5.4 38CrMoAlA钢的渗氮⼯艺理论基础、原则 (12)2.6 选择设备、仪表和⼯夹具 (13)2.6.1 设备 (13)2.6.2 仪表 (16)2.6.3 设计⼯夹具 (17)2.7 38CrMoAlA钢主轴热处理质量检验项⽬、内容及要求 (17) 2.8 38CrMoAlA钢主轴热处理常见缺陷的预防及补救⽅法 (18) 2.8.1 加热时常见的缺陷的预防及补救⽅法 (18)2.8.2 淬⽕、回⽕、退⽕缺陷与预防、补救 (19)2.8.3 渗氮时常见的缺陷的预防及补救⽅法 (20)2.9 热处理⼯艺 (21)2.9.1 38CrMoAlA钢正⽕⼯艺卡 (22)2.9.2 38CrMoAlA钢调质⼯艺卡 (23)2.9.338CrMoAlA钢去应⼒退⽕⼯艺卡 (24)2.9.4 38CrMoAlA钢渗氮⼯艺卡 (25)3.参考⽂献 (27)1精密磨床主轴热处理概述磨床是利⽤磨具对⼯件表⾯进⾏磨削加⼯的机床。