热处理工艺过程卡
- 格式:doc
- 大小:26.00 KB
- 文档页数:1
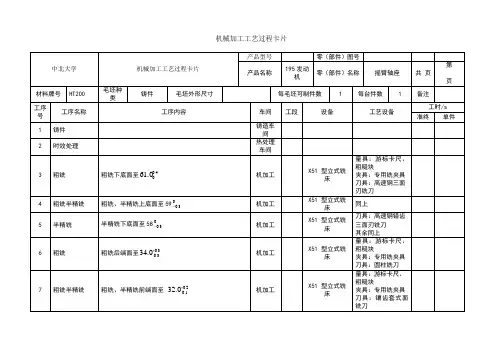
机械加工工艺过程卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第1 页车间工序号工序名材料牌号机加工3粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣下底面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢错齿三面刃铣刀651设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 2页车间工序号工序名材料牌号机加工4粗铣半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣上底面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢三面刃铣刀6512半精铣上底面同上80116设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 3页车间工序号工序名材料牌号机加工5半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精铣下底面刀具:高速钢错齿三面刃铣刀量具:游标卡尺、粗糙块夹具:专用铣夹具80136设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 4页车间工序号工序名材料牌号机加工6粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣后端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:圆柱铣刀6519设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第5 页车间工序号工序名材料牌号机加工7粗铣半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣前端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:镶齿套式面铣刀6512半精铣前端面同上6511设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第6 页车间工序号工序名材料牌号机加工8半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精铣后端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:镶齿套式面铣刀6511设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第7页车间工序号工序名材料牌号机加工9粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工卧式车床CM6125夹具编号夹具名称切削液专用车床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗镗刀具:YG8硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规2086414设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 8页车间工序号工序名材料牌号机加工10钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x811设备名称设备型号设备编号同时加工立式钻床Z525夹具编号夹具名称切削液专用钻床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1钻孔刀具:莫式锥度麻花钻夹具:专用夹具量具:游标卡尺塞规39413134设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第9页车间工序号工序名材料牌号机加工11半精镗精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工卧式车床CM6125夹具编号夹具名称切削液专用车床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精镗刀具:YG8硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规30001503192 精镗刀具:YG3X硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规3000150338设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第10页车间工序号工序名材料牌号机加工12粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒min切削速度/m﹒min进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1铣槽口刀具:锯片铣刀夹具:专用夹具量具:游标卡尺375手动10145设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
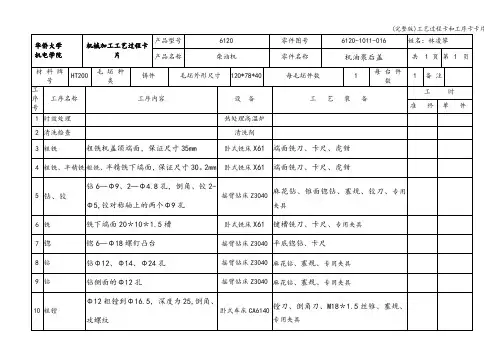
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。
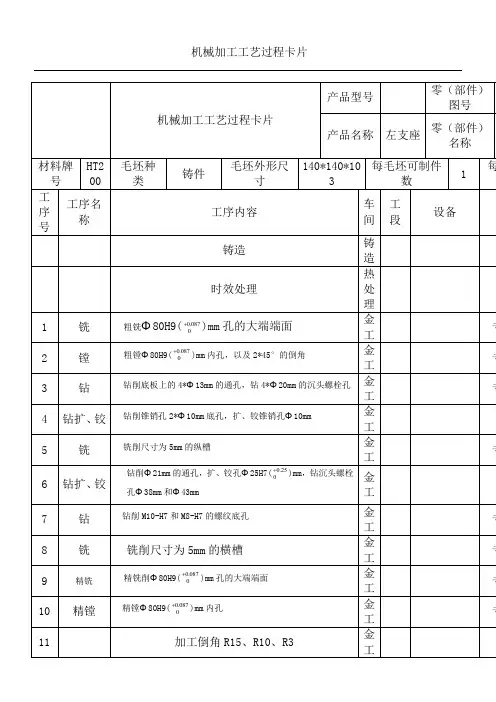
机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部件)图号 产品名称 左支座零(部件)名称材料牌号 HT200 毛坯种类铸件毛坯外形尺寸140*140*103 每毛坯可制件数1每工序号 工序名称工序内容 车间 工段 设备铸造 铸造 时效处理热处理1 铣 粗铣Φ80H9(087.00+)mm 孔的大端端面 金工 专2 镗 粗镗Φ80H9(087.00+)mm 内孔,以及2*45°的倒角 金工 专3钻钻削底板上的4*Φ13mm 的通孔,钻4*Φ20mm 的沉头螺栓孔 金工 专4 钻扩、铰 钻削锥销孔2*Φ10mm 底孔,扩、铰锥销孔Φ10mm 金工 5铣铣削尺寸为5mm 的纵槽金工专6 钻扩、铰 钻削Φ21mm 的通孔,扩、铰孔Φ25H7(25.00+)mm ,钻沉头螺栓孔Φ38mm 和Φ43mm金工 7 钻 钻削M10-H7和M8-H7的螺纹底孔金工 专8 铣铣削尺寸为5mm 的横槽金工 专9 精铣精铣削Φ80H9(087.00+)mm 孔的大端端面 金工 专10 精镗精镗Φ80H9(087.00+)mm 内孔 金工 专11加工倒角R15、R10、R3金工12 终检检验设计(日期)审核(日期)标准(期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座车间工序号工序名金工 1粗铣Φ80孔的大端面毛坯种类毛坯外形尺寸每毛坯可件数铸件140*140*103 1设备名称设备型号设备编立式铣床X61型铣床夹具编号夹具名称专用夹具工位器具编号工位器具名工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm1 粗铣Φ80H9mm孔的大端端面镶齿套式面铣刀1.97 0.99 3.2设计(日审核(日标准化(日期)期)期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左车间工序号工金工 2粗镗内孔2*45毛坯种类毛坯外形尺寸每毛件铸件140*140*103设备名称设备型号设备卧式镗床T611卧式镗床夹具编号夹具专用工位器具编号工位器工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm1 粗镗Φ80H9内孔到Φ77 镶焊硬质合金的双刃镗刀1.33 0.33 0.52 2*45°倒角YG8硬质合金镗刀6.67 1.72 0.2设计(日期)审核(日期)标准化(日期)标处更签日标处更改签字日记数改文件号字期记数文件号期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工3毛坯种类毛坯外形尺寸铸件140*140*103设备名称设备型号立式钻床Z5150夹具编号工位器具编号工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1刀1 钻削底板上的4*Φ13mm的通孔Φ13mm的硬质合金钻头11.67 0.48 0.32 钻削4*Φ20mm的沉头螺栓孔Φ20mm的高速钢孔钻6.67 0.42 0.25设审计(日期)核(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 4 2毛坯种类毛坯外形尺寸铸件140*140*103设备名称设备型号立式钻床Z5150夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 钻削锥销孔2*Φ10mm底孔Φ9mm高速钢麻花钻6.67 0.19 0.252 扩锥销孔Φ10mm Φ9.7mm高速钢扩孔钻10 0.3 0.63 铰锥销孔Φ10mm Φ10mm高速钢铰刀5 0.16 1.5设计(日期)审核(日期)标准化标记处更改文签日标处更改文签日数件号字期记数件号字期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 5铣5毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 铣削尺寸为5mm的纵槽锯片铣刀 1.97 0.99 3设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 6毛坯种毛坯外形尺类寸铸件140*140*103 设备名称设备型号立式钻床Z5150夹具编号工位器具编号工工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走长/1 钻削Φ21通孔Φ21mm的高速钢钻头6.67 0.43 0.22 扩孔Φ25H7 Φ24.7mm高速钢扩孔钻5 0.39 0.23 铰孔Φ25H7 Φ25mm的高速钢铰刀13.33 1.05 0.24 钻沉头螺栓孔Φ38mm Φ38mm的高速钢孔钻3.33 0.4 0.25 钻沉头螺栓孔Φ43mm Φ43mm的高速钢孔钻3.33 0.45 0.2设计(日期)审核(日期)标准化(期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工7钻和毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号立式钻床525夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 钻削M10-H7螺纹底孔莫氏锥柄麻花钻3.25 0.10 0.952 钻削M8-H7的螺纹底孔莫氏锥柄麻花钻4.53 0.09 0.95设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工8铣5毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61型夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 铣削尺寸为5mm的横槽锯片铣刀 1.97 0.99 3设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工9 80毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61型夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 精铣削Φ80H9(087.00 )mm孔的大端端面镶齿套式面铣刀5 2.51 3.2设计(日期)审核(日期)标准化(日期标记 处数 更改文件号签字 日期 标记 处数 更改文件号 签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间 工序号 金工10精毛坯种类 毛坯外形尺寸每铸件 140*140*103 设备名称 设备型号卧式镗床 T611夹具编号 夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r ﹒s -1 切削速度 /m ﹒s -1 进给量/mm ﹒r -1走刀度/m 1精镗Φ80H9(087.00)mm 内孔 YG8硬质合金镗刀8.332.090.2设计(日期) 审核(日期) 标准化(日期标记处数 更改文件号 签字 日期 标记 处数 更改文件号 签字日期。
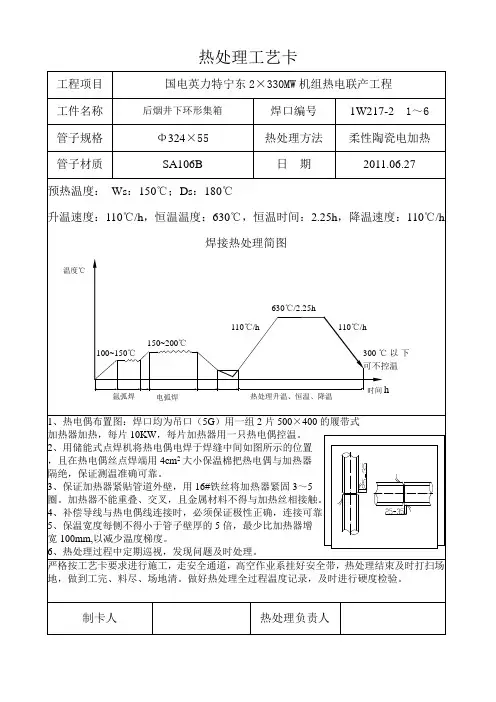
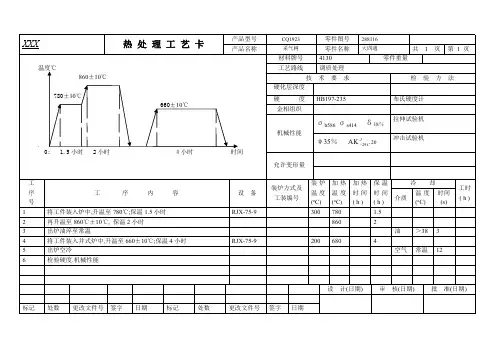
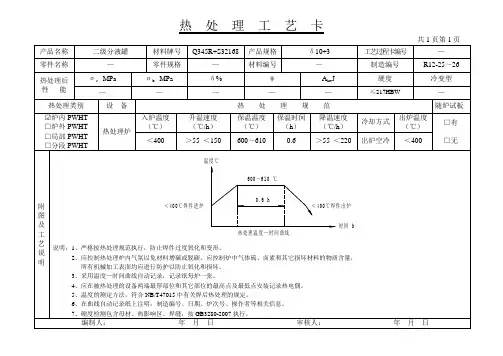
热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
热处理控制程序(液化石油气钢瓶制造程序文件)1.总则本程序对液化石油气钢瓶产品热处理质量控制作出规定。
2.引用法规标准《气瓶安全监察规程》《液化石油气钢瓶》CJ/T33-2004 《液化石油气钢瓶热处理工艺评定》3. 职责热处理管理由质检、技术部归口管理,热处理质控责任人监督实施,生产设备部、质检技术部、车间配合。
4.管理程序4.1 热处理工艺试验4.1.1 工艺人员应按图纸及技术标准确定是否对钢瓶或受压部件进行热处理;4.1.2 液化石油气钢瓶的焊后热处理按《瓶规》执行;4.2 热处理工艺4.2.1 凡简单的热处理工艺,可在工序工艺过程卡的热处理工序中提出工艺要求;对较复杂的热处理工艺由工艺员编制“热处理工艺卡”,经焊接质控责任人审核后实施;4.2.2 热处理工艺的编制依据及内容。
a 热处理工艺试验报告。
b 焊接工艺指导书上的热处理规范。
c 有关标准的规定,设计图样、合同及法规要求。
4.2.3 热处理工艺评定编号方法: RPD + 流水号组成。
35.5L 流水号:热处理– 024.2.4 热处理工艺的内容至少应包括:a 热处理类型:调质、正火、退火、固熔、稳定化;b 热处理工艺参数:进炉温度、升温速度、保温温度、保温时间、冷却速度、冷却方式;c 合格要求:力学性能应达到标准要求。
4.2.4 热处理工艺修改由热处理工艺员按《工艺质量控制程序》的规定进行。
4.3 热处理前的检验4.3.1 按照热处理停止点的检验内容和要求,热处理前须对产品和产品检验资料进行检验和审查符合要求后才能进行热处理;4.3.2 热处理设备应完好,热处理设备能力应满足产品热处理要求,热电偶应经鉴定合格,测温仪表、热处理曲线记录仪器的精度、灵敏度、量程等应满足有关规定,且在检定有效期内;4.3.3 测量温度点的数量和位置应符合热处理工艺和有关规范、标准的要求。
4.4 热处理过程控制4.4.1 热处理工人应进行培训,合格后上岗;4.4.2 热处理应按热处理工艺进行操作,有足够的温度测量点,焊后整体热处理,处理前应考虑是否采取防变形的措施。
热处理过程原始记录实验目的:通过热处理改变金属材料的组织结构,了解不同温度和不同保温时间对金属性能的影响。
实验器材:1.电炉:可控制温度和保温时间。
2. 碳钢试样:直径为10mm,长度为50mm。
3.热处理夹具:用于将试样固定在电炉中。
实验步骤:1.将碳钢试样放入电炉中,并设置热处理参数:温度为800℃,保温时间为1小时。
2.打开电炉,设定温度为800℃。
3.等待电炉升温至设定温度。
4.试样达到设定温度后,开始计时1小时。
5.在保温期间,观察试样颜色变化情况。
6.保温结束后,关闭电炉,等待试样冷却至室温。
7.将试样取出,观察试样外观。
实验记录:实验日期:xxxx年xx月xx日实验人员:xxx实验条件:温度:800℃保温时间:1小时实验结果:1.试样在装入电炉时的外观为银灰色,表面光洁。
2.电炉开始加热后,试样逐渐变红,颜色由银灰色变为淡红色。
3.试样达到800℃后,表面呈现明亮红色。
4.保温期间,试样颜色逐渐变暗,由明亮红色变为暗红色。
5.保温结束后,试样冷却至室温,表面仍为暗红色。
6.试样外观无任何明显变化。
7.试样表面光洁度良好,无明显痕迹。
讨论与总结:通过实验观察,可以看到在800℃的保温温度和1小时的保温时间下,碳钢试样颜色由银灰色变为红色,最终变为暗红色。
保温结束后,试样的外观和光洁度无明显变化。
这说明在800℃下的保温过程中,试样的组织结构发生了变化,可能是由于晶格重新排列导致的。
由于试样的颜色变化,我们可以推测试样经历了冷却速率较慢的正火过程。
实验中观察到的试样表面光洁度良好,没有明显痕迹,说明实验操作过程中没有发生明显的失误。
综上所述,通过热处理过程的实验观察,我们可以得出在800℃保温1小时条件下,碳钢试样的颜色由银灰色变为暗红色,并推测试样经历了正火过程。
实验结果可能有助于进一步了解金属材料在不同温度和保温时间下的性能变化。
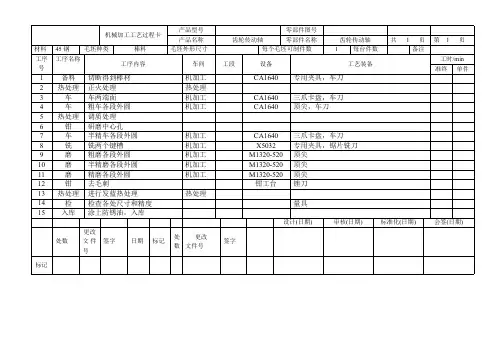
宿迁学院机械加工工艺过程卡零件图 项目第 1 页 零件名称蜗轮轴 过程卡编制共 12 页材料 名称 材料消耗( )公斤 材料单件数毛坯种类送来单位 产品型号 设计批量型号及规格45钢毛重 净重送往单位产品名称车间及工锻 工序号 工序名称 工序(步)简要内容工艺卡或工艺守则等编号设备工艺装备工人 级别 基本时间工时定额准备结束时间工时每小时产量定额名称 种类名称代号 数量金工 10 下料 27060⨯Φ锯床 锻造 20 锻造毛坯 锻造毛坯 平锻机 热处理 30 热处理 正火金工 40 铣端面钻中心孔 钻中心孔 铣端面钻中心孔专用机床 金工 50 粗车 粗车大端各部 液压仿形车床 金工 60 粗车 粗车小端各部 液压仿形车床 热处理 70 热处理调质 220-240HBS数控机床 金工 80 精车大端各部 定位基准:中心孔 数控车床 金工 90 精车小端各部 定位基准:中心孔 数控车床 金工 100 铣键槽 铣轴上的两个键槽铣床 金工 110 磨对有配合的部分磨加工磨床热处理 120 热处理高频淬火金工130检验更改标记 通知单号 更改内容日期签章 绘制 审 核 定额员 校对 会 签 描写标准批 准宿迁学院机械加工工序卡片产品型号零(部)件图号第 2 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工10 下料毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数锯床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时10 下料锯床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 3 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工20 锻造毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数平锻机夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时20 锻造毛坯平锻机机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 4 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工40毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数铣端面钻中心孔专用机床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时40 铣两端面,在两端面上钻中心孔中心机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 5 页产品名称蜗轮轴零(部)件名称共 12 页全部车间工序号工序名称材料牌号金工50毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数液压仿形车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时50 粗车粗车大端各部液压仿形车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 6 页产品名称蜗轮轴零(部)件名称共 12 页全部车间工序号工序名称材料牌号金工60毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数液压仿形车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时60 粗车粗车小端各部液压仿形车床机动辅助描图描校底图号装订号设计(日期) 审核(日期)标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 7 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工80毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步工步内容工艺装备主轴转切削进给量切削进给次工步工时号速速度深度数80 精车大端各部数控车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 8 页产品名称零(部)件名称共 12 页车间工序号工序名称材料牌号金工90毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数数控车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时90 精车小端各部数控车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 9 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工100毛坯种类毛坯外型尺寸每坯件数每台件数设备名称 设备型号 设备编号 同时加工数 铣床 夹具编号 夹具名称 冷却液乳化液 工位器具编号工位器具名称工序时间工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 100铣键槽 铣轴上的两个键槽 立式铣床 机动 辅助 描图 描校 底图号 装订号设计(日期) 审核(日期) 标准(日期) 会签(日期) 批准(日期)标记 出处 更改文件号 签字 日期 标记 更改文件号 签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号 第 10 页 产品名称蜗轮轴 零(部)件名称 共 12 页 车 间工序号工序名称材料牌号金工110毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数磨床夹具编号夹具名称冷却液柴油工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时110 磨对有配合的部分磨加工磨床机动辅助描图描校底图号装订号设计(日期) 审核(日期)标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 11 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工120毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液柴油工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时120 热处理高频淬火轴上的四个部分机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 12 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工130毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时130 检验机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期车间工序号工序名称材料牌号金工120。