热处理工艺卡
- 格式:xls
- 大小:1.04 MB
- 文档页数:10
零件加工工艺卡片汇总
零件加工工艺卡片通常是由工艺员编制的,是一种包括加工工艺流程、设备、工艺参数、表面处理、检测要求等信息的文档。
这些卡片不仅在加工过程中提供参考,同时也为
生产中的工艺管理提供了一个有用的工具,能够提高产品的质量,降低生产成本,提高生
产效率。
以下是一些常见零件加工的工艺卡片。
1.铣削工艺卡片
铣削工艺卡片是指针对不同种类、不同形态的工件需要制定不同的加工工艺卡片,对
于一些特别复杂的零件还需要设计专门的工艺流程才能完成。
一般来说铣削工艺卡片包括:工件号、工序号、加工程序、工艺流程、工艺参数、设备、工具、模具、检测要求等信
息。
车削工艺卡片是针对车削加工,根据工件特征、工艺要求制定的技术文档。
车削加工
的过程中,需要根据零件进行加工调整,而车削卡片则能够提供一个有效的参考,提高工
艺的标准化程度,促进工艺过程的规范化。
车削工艺卡片一般包括:工件特征、工艺要求、各工序的加工内容、工艺流程、加工参数、设备和工具、模具和检测要求等等。
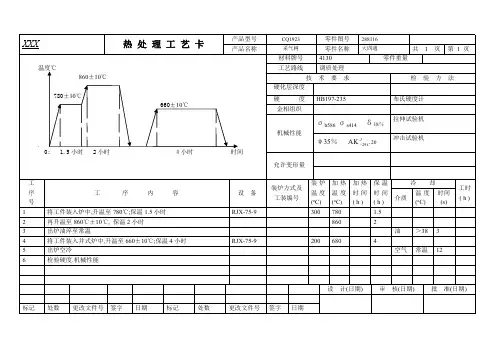
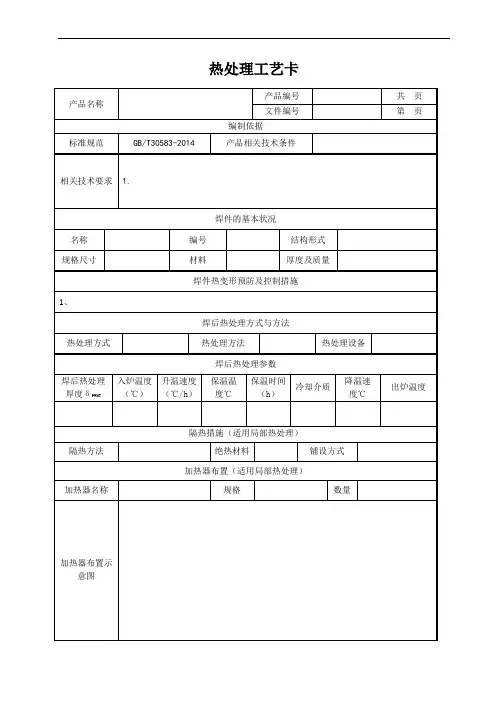
5.热处理工艺卡片
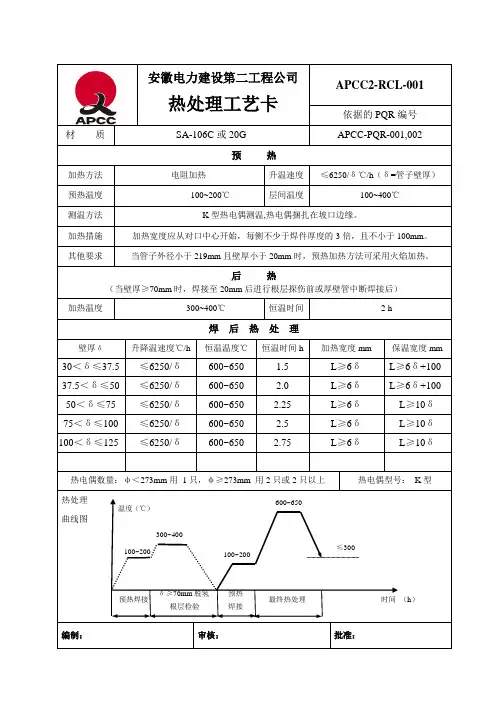
热处理工艺卡片是针对金属材料的加热、保温、冷却等工艺操作制定的卡片。
热处理
工艺卡片通常包括:工艺要求、加热温度和保温时间、热处理方法、冷却介质、热处理设备、试样尺寸、试样数量、检验标准等信息。
表面处理工艺卡片是指对于不同的零件表面进行不同的处理,制定的技术文档。
表面
处理工艺卡片一般包括:表面处理方式、处理剂、处理工艺参数、设备和工具、质量控制
和检验要求等信息。
结语。
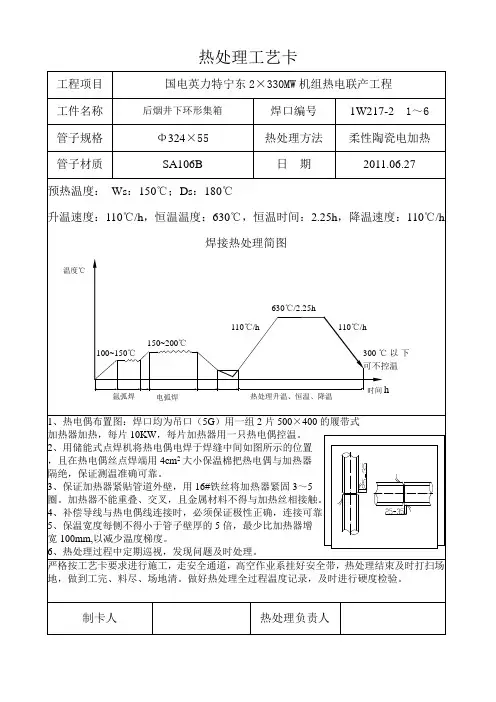
热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
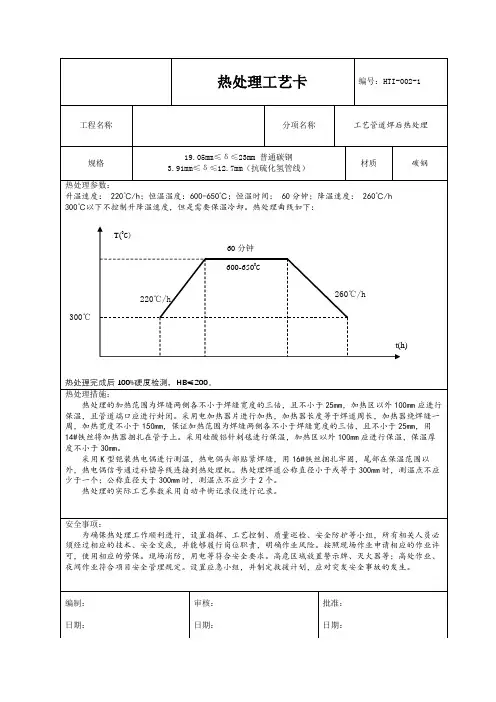
岳阳建华工程有限公司热处理工艺卡
工程名称:146R101/201
变换炉整体更换
工件名称:水煤气入口管
Φ610x30
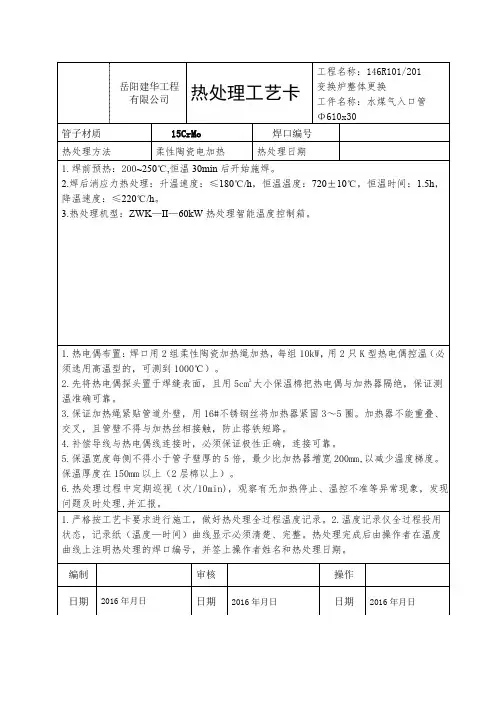
管子材质15CrMo焊口编号
热处理方法柔性陶瓷电加热热处理日期
1.焊前预热:200~250℃,恒温30min后开始施焊。
2.焊后消应力热处理:升温速度:≤180℃/h,恒温温度:720±10℃,恒温时间:1.5h,降温速度:≤220℃/h。
3.热处理机型:ZWK—II—60kW热处理智能温度控制箱。
1.热电偶布置:焊口用2组柔性陶瓷加热绳加热,每组10kW,用2只K型热电偶控温(必须选用高温型的,可测到1000℃)。
2.先将热电偶探头置于焊缝表面,且用5cm2大小保温棉把热电偶与加热器隔绝,保证测温准确可靠。
3.保证加热绳紧贴管道外壁,用16#不锈钢丝将加热器紧固3~5圈。
加热器不能重叠、交叉,且管壁不得与加热丝相接触,防止搭铁短路。
4.补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5.保温宽度每侧不得小于管子壁厚的5倍,最少比加热器增宽200mm,以减少温度梯度。
保温厚度在150mm以上(2层棉以上)。
6.热处理过程中定期巡视(次/10min),观察有无加热停止、温控不准等异常现象,发现问题及时处理,并汇报。
1.严格按工艺卡要求进行施工,做好热处理全过程温度记录。
2.温度记录仪全过程投用状态,记录纸(温度—时间)曲线显示必须清楚、完整。
热处理完成后由操作者在温度曲线上注明热处理的焊口编号,并签上操作者姓名和热处理日期。
编制审核操作
日期2016年月日日期2016年月日日期2016年月日。
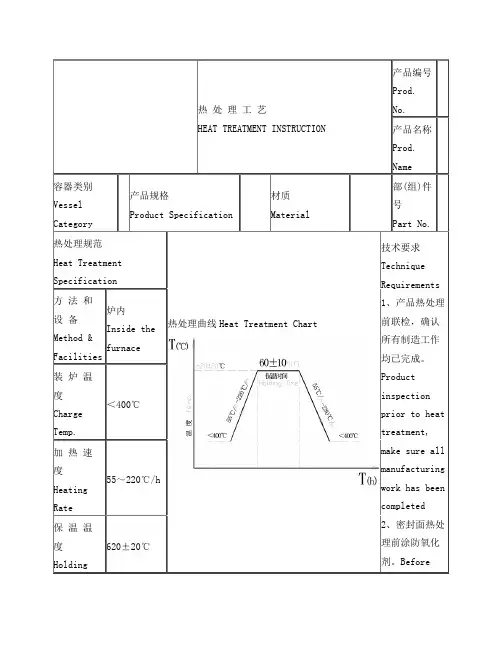
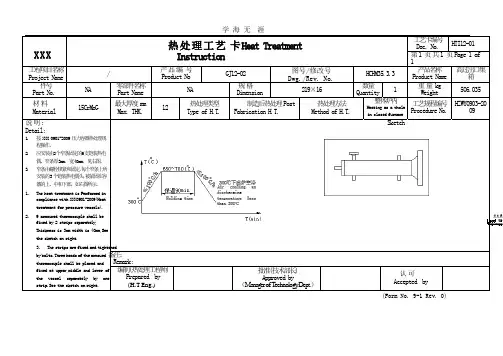
热 处 理 工 艺HEAT TREATMENT INSTRUCTION产品编号 Prod.No.产品名称 Prod. Name容器类别 Vessel Category 产品规格 Product Specification材质 Material部(组)件号 Part No. 热处理规范 Heat Treatment Specification 热处理曲线Heat Treatment Chart技术要求Technique Requirements 1、产品热处理前联检,确认所有制造工作均已完成。
Productinspection prior to heat treatment, make sure all manufacturingwork has been completed 2、密封面热处理前涂防氧化剂。
Before方 法 和 设 备 Method &Facilities 炉内 Inside thefurnace装 炉 温 度 Charge Temp. <400℃加 热 速 度 Heating Rate 55~220℃/h保 温 温 度 Holding620±20℃区升温速度不应超过℃/h,且不应超过220℃/h,一般情况下不低于55℃/h。
焊件升温期间,加热区内任意长度为4600mm内的温差不得大于140℃。
Above 400℃,the rate of heating shall be not more than220℃/h,And not be less than 55℃/h。
During the heating period there shall not be a greater variation in temperature throughout the portion of the vessel.6、焊件保温期间,加热区内的最高与最低温度之差不得大于80℃ 。
During the holding period, there shall not be a greater difference than 80℃ between the highest and lowest temperature throughout the portion of the vessel being heated。