4砂带磨削PPT课件
- 格式:ppt
- 大小:2.60 MB
- 文档页数:22

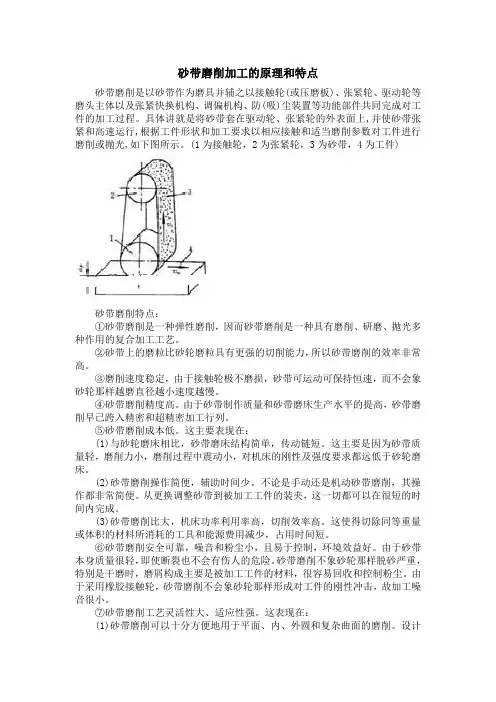
砂带磨削加工的原理和特点砂带磨削是以砂带作为磨具并辅之以接触轮(或压磨板)、张紧轮、驱动轮等磨头主体以及张紧快换机构、调偏机构、防(吸)尘装置等功能部件共同完成对工件的加工过程。
具体讲就是将砂带套在驱动轮、张紧轮的外表面上,并使砂带张紧和高速运行,根据工件形状和加工要求以相应接触和适当磨削参数对工件进行磨削或抛光,如下图所示。
(1为接触轮,2为张紧轮,3为砂带,4为工件)砂带磨削特点:①砂带磨削是一种弹性磨削,因而砂带磨削是一种具有磨削、研磨、抛光多种作用的复合加工工艺。
②砂带上的磨粒比砂轮磨粒具有更强的切削能力,所以砂带磨削的效率非常高。
③磨削速度稳定,由于接触轮极不磨损,砂带可运动可保持恒速,而不会象砂轮那样越磨直径越小速度越慢。
④砂带磨削精度高。
由于砂带制作质量和砂带磨床生产水平的提高,砂带磨削早已跨入精密和超精密加工行列。
⑤砂带磨削成本低。
这主要表现在:(1)与砂轮磨床相比,砂带磨床结构简单,传动链短。
这主要是因为砂带质量轻,磨削力小,磨削过程中震动小,对机床的刚性及强度要求都远低于砂轮磨床。
(2)砂带磨削操作简便,辅助时间少。
不论是手动还是机动砂带磨削,其操作都非常简便。
从更换调整砂带到被加工工件的装夹,这一切都可以在很短的时间内完成。
(3)砂带磨削比大,机床功率利用率高,切削效率高。
这使得切除同等重量或体积的材料所消耗的工具和能源费用减少,占用时间短。
⑥砂带磨削安全可靠,噪音和粉尘小,且易于控制,环境效益好。
由于砂带本身质量很轻,即使断裂也不会有伤人的危险。
砂带磨削不象砂轮那样脱砂严重,特别是干磨时,磨屑构成主要是被加工工件的材料,很容易回收和控制粉尘。
由于采用橡胶接触轮,砂带磨削不会象砂轮那样形成对工件的刚性冲击,故加工噪音很小。
⑦砂带磨削工艺灵活性大、适应性强。
这表现在:(1)砂带磨削可以十分方便地用于平面、内、外圆和复杂曲面的磨削。
设计一台砂带磨头装置作为功能部件可以装在车床上进行车后磨削,也可以装在刨床上使用,同时还可以设计成各种专用的磨床。

第九章磨削与砂轮第九章磨削与砂轮引言:磨削加工是一种历史悠久的加工方法,同时又是一种最有发展前途的加工方法。
因为它既能加工普通材料又能加工超硬材料,既能作粗加工又能作精加工及超精加工,可加工外圆、内孔、平面、螺纹、齿轮、花键、导轨和成形面等各种表面。
目前磨削加工精度可达IT4~IT7,表面粗糙度为1.25 μm~0.01 μm,磨削加工对毛坯余量要求很小,磨削尤其适合于加工难以切削的超硬材料(如淬火钢)。
磨削的用途非常广泛。
此外,磨削加工生产效率高,容易实现生产过程自动化。
因此磨削加工在机械制造工业中的地位日显重要。
本章主要介绍砂轮特性和形貌图、磨削运动和要素、磨削力和温度的影响因素及其控制,并简介了先进的磨削方法。
磨削加工的基本规律,重点分析砂粒的切削厚度及磨削表面质量。
§9-1 砂轮砂轮是磨削加工中最常用的工具。
它是由结合剂将磨料颗粒黏结而成的多孔体。
掌握砂轮的特性,合理选择砂轮,是提高磨削质量和磨削效率、控制磨削加工成本的重要措施。
一、砂轮的组成要素1、磨料磨料即砂轮中的硬质颗粒。
磨料分为天然磨料和人造磨料两大类。
一般天然磨料含杂质多,质地不匀,天然金刚石虽好,但价格昂贵。
所以目前主要采用人造磨料。
常用人造磨料可分为氧化物系、碳化物系和超硬磨料系三大类。
氧化物系主要成分为Al2O3;碳化物系主要以碳化硅、碳化硼为基体,根据其纯度或添加的金属元素不同又可分为不同品种;超硬磨料系中主要有人造金刚石和立方氮化硼。
各种常用磨料的名称、代号、性能和用途见下表。
2、粒度粒度表示磨料颗粒的大小。
粒度有两种表示方法。
旧的表示方法是沿用英制单位,按大小把磨粒分为一般磨粒和微细磨粒两大类。
一般磨粒(制砂轮用)用筛分法来确定粒度号,粒度号就是磨粒刚好可通过的筛网每英寸(25.4mm)长度的孔眼数。
单位为“目”。
如40#的磨粒,表示粒度为40 目的磨粒。
所用的粒度号越大,磨粒的实际尺寸越小。
有时还用45/50 表示,意思是所筛选的磨粒能通过45 目的筛网,通不过50 目的筛网。