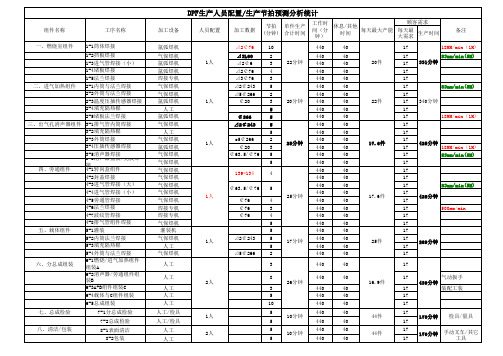
焊接节拍分析卡
- 格式:xls
- 大小:950.01 KB
- 文档页数:2


机器人焊接工艺相关要点一·焊接起弧速度(焊接节拍):影响焊接节拍的因素有很多,从两方面来说:1.从系统侧:①焊接工艺参数设置:电弧检测确认时间--该参数直接影响起弧速度,当设置的该参数生效后会经过改设置时间后才会认为起弧成功再进行下一步动作。
建议对起弧速度有要求的场合将此参数设置为0。
②焊丝的处理:由于在焊接中焊丝接触到母材需要一定的时间,这段时间其实也是起弧慢的一个原因,如果能控制焊丝干伸长在焊接点刚好接触到母材,这时就能省掉焊机吐丝的一些时间,对焊接的节拍影响还是比较大的。
(可参考松下的提升起弧、飞行起弧功能)2.从焊机侧:(以麦格米特焊机焊接时序为例,见下图:)可以看到提前送气和空载电压(慢送丝)是影响起弧时间的关键因素,这两个时间可以在焊机端设置参数为0来屏蔽掉。
将这两个参数尽可能的设置为最小值(0),在起弧时,速度会有明显的提升。
3.环境的搭建:送丝不畅会导致焊接起弧的成功率和效率,一般来说焊枪的管长和导电嘴的通畅以及送丝机的压力和送丝管的弯曲程度都会影响到送丝的通畅与否。
1.焊枪的管长大多数情况下焊枪的长度取决于机器人本身的结构,焊枪供应商可以根据机器人的连杆和法兰定制适合机器人的焊枪,焊枪在假设时应避免前端送丝管的弯曲和折扭,正确的送丝长度可以明显的改善因送丝不畅导致的焊接效果不良,正确的送丝长度如下图所示:2.导电嘴的通畅:导电嘴作为弧焊作业中的易损件,是影响焊接质量的重要因素,由于在焊接中可能会出现爆燃使焊丝粘住导电嘴,以至于导致送丝不畅,应该定期检查导电嘴的通畅性。
若在爆燃后,导电嘴被堵住,应及时清理或更换新的导电嘴。
用小段焊丝插入导电嘴中反复推送抽回,与新的导电嘴进行比较,如果有发涩或是堵住出不来的情况,就应该更换导电嘴了,在碳钢焊接时导电嘴的选型尽量选松下焊丝尽量选择质量好的如大西洋等口碑较好的品牌。
3.送丝机的压力这是一个很容易被人忽视的问题,实际上也是很能直接影响送丝通畅的条件。