焊接工艺卡模板
- 格式:doc
- 大小:476.00 KB
- 文档页数:14
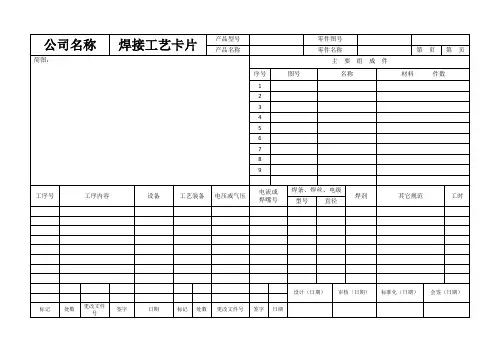
焊接工艺卡
编制:审核:上海宝巍机电设备安装有限公司
焊接工艺卡
焊接工艺卡
焊接工艺卡
编制:审核:上海宝巍机电设备安装有限公司
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
编制:审核:上海宝巍机电设备安装有限公司
焊接工艺卡
焊接工艺卡
编制:审核:上海宝巍机电设备安装有限公司
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡
焊接工艺卡。
焊接工艺卡
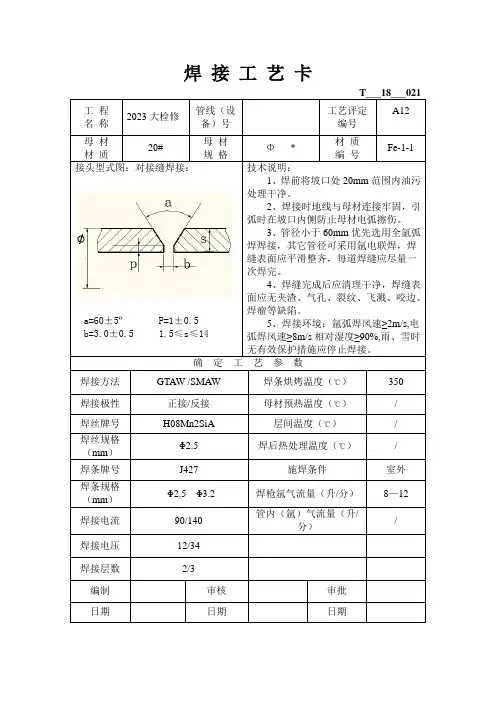
T___18___021
工程名称2023大检修
管线(设
备)号
工艺评定
编号
A12
母材材质20#
母材
规格
Φ*
材质
编号
Fe-1-1
接头型式图:对接缝焊接:
a=60±5º P=1±0.5 b=3.0±0.5 1.5≤s≤14技术说明:
1、焊前将坡口处20mm范围内油污处理干净。
2、焊接时地线与母材连接牢固,引弧时在坡口内侧防止母材电弧擦伤。
3、管径小于60mm优先选用全氩弧焊焊接,其它管径可采用氩电联焊,焊缝表面应平滑整齐,每道焊缝应尽量一次焊完。
4、焊缝完成后应清理干净,焊缝表面应无夹渣、气孔、裂纹、飞溅、咬边、焊瘤等缺陷。
5、焊接环境:氩弧焊风速≥2m/s,电弧焊风速≥8m/s相对湿度≥90%,雨、雪时无有效保护措施应停止焊接。
确定工艺参数
焊接方法GTAW /SMAW 焊条烘烤温度(℃)350 焊接极性正接/反接母材预热温度(℃)/ 焊丝牌号H08Mn2SiA 层间温度(℃)/
焊丝规格
(mm)
Φ2.5 焊后热处理温度(℃)/ 焊条牌号J427 施焊条件室外焊条规格
(mm)
Φ2.5 Φ3.2 焊枪氩气流量(升/分)8—12
焊接电流90/140 管内(氩)气流量(升/
分)
/
焊接电压12/34
焊接层数2/3
编制审核审批日期日期日期。

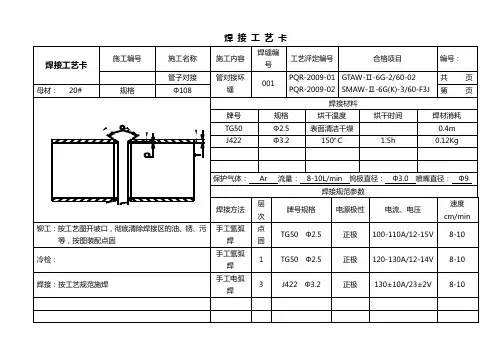
23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456注:焊接参数必须有调机员负责;每周不低于一次点检。
焊接参数是否正常锁定焊机水箱水位是否充分机器人是否按程序运转交流第一周18L/min第二周第三周 机器人内部参数是否锁定焊机水泵运转是否正常电流种类/极性焊接电流(A)电弧电压(V)焊接速度(cm/min)焊接方法焊接参数日常点检表 年 月气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)焊缝金属-1焊后热处理喷丸退火焊缝金属-2焊 接 位 置V 型焊缝焊 接 顺 序焊接工艺卡编号JJESH /QP- S04-WI- A- 001壳体焊接机器人设备编号 SHEQ-KM-052接头名称对接接头母材-1预热温度(℃)保养内容焊枪固定焊件旋转焊接。
接头编号适用环焊缝360°旋转焊接焊后检验持证项目第四周180°-200°母材-2预热时间 2小时 氩气流量是否正常1焊接前将焊接区域及周围20mm范围内的油污,锈蚀、水及其它有害杂质清理干净。
氩气焊道焊材规格焊接证书23ZL101铸铝厚度22mm厚度铝硅焊丝规格φ1.2mm 规格1 MIG SAL4043Φ1.2mm 180A-200A 16-2716-20φ16mm99.99℅序号第五周签字/日期123456焊机水泵运转是否正常氩气流量是否正常注:焊接参数必须有调机员负责;每周不低于一次点检。
焊 接 位 置角型焊缝交流18L/min第一周焊后检验持证项目焊接证书预热温度(℃)180°-200°机器人内部参数是否锁定 焊机水箱水位是否充分 机器人是否按程序运转 焊接参数日常点检表 年 月保养内容第二周第三周第四周焊接参数是否正常锁定 焊接电流(A)电弧电压(V)焊接速度(cm/min)气 体 保 护 焊喷嘴直径气体/纯度(%)气体流量(L/min)氩气焊缝金属-2焊道焊接方法焊材规格电流种类/极性母材-1母材-2焊缝金属-1预热时间 2小时 焊后热处理喷丸退火接头名称对接接头焊枪固定焊件旋转焊接。

焊接工艺卡模板(用于金属管道)
1. 概述
本文档为焊接工艺卡的模板,适用于金属管道的焊接工艺。
焊接工艺卡是记录和指导焊接过程的重要文档,用于确保焊接质量和安全性。
2. 焊接工艺卡信息
2.1 管道信息
- 管道材质:
- 管道直径:
- 管道厚度:
- 焊接位置:
- 管道编号:
2.2 焊接材料
- 焊条/电极:
- 气体保护剂:
- 辅助材料:
2.3 焊接工艺参数- 焊接电流:
- 焊接电压:
- 焊接速度:
- 焊接温度:
- 焊接时间:
2.4 焊接设备
- 焊接机型:
- 焊接枪型号:
- 备用设备:
2.5 焊接人员
- 焊接操作员:
- 监督员/质检员:
3. 焊接工艺步骤1. 准备工作:
- 清洁管道表面
- 安装焊接设备
- 准备焊接材料
2. 焊接步骤:
- 确定焊接位置和方法- 开始预热
- 进行焊接
- 控制焊接参数
- 完成焊接
3. 后续工作:
- 进行焊缝检查
- 清理焊接区域
- 记录焊接参数和结果
4. 安全措施
- 确保焊接区域通风良好- 戴好个人防护装备
- 确保焊接设备正常运行- 遵守焊接操作规程
5. 质量控制
- 进行焊缝检查和尺寸测量
- 检查焊接质量符合规范和要求
- 记录焊接质量结果和问题
以上是焊接工艺卡模板的内容。
根据具体情况填写相应信息,确保焊接过程与质量可控可追溯。
焊接工艺评定合同模板《焊接工艺评定合同模板》甲方(需求方):乙方(提供方):根据《承压设备焊接工艺评定》标准(NB/T47014-2011)和《钢结构焊接工艺评定标准》(JGJ81),为确保焊接质量满足产品设计要求,现就焊接工艺评定事项,经双方协商一致,特订立本合同,共同遵照执行:第一条评定内容1.1 焊接工艺评定范围:____________(设备/工程名称)焊接工作。
1.2 焊接工艺评定材料:____________(材料名称、规格、型号)。
1.3 焊接方法:____________(焊接方法,如:氩弧焊、电弧焊、气体保护焊等)。
1.4 焊接位置:____________(焊接位置,如:平焊、横焊、立焊、仰焊等)。
第二条评定流程2.1 甲方提供焊接工艺评定所需的焊接试件、焊接参数、焊接工艺指导书等资料。
2.2 乙方根据甲方提供的资料,编制焊接工艺评定方案(pWPS),并提交甲方审批。
2.3 甲方审批乙方提交的焊接工艺评定方案,如有修改意见,应及时反馈给乙方。
2.4 乙方根据甲方审批的焊接工艺评定方案,进行焊接试件制备与检验。
2.5 焊接试件焊接完成后,乙方对焊接接头进行外观检查、无损检测、力学性能测试等评定试验。
2.6 乙方根据评定试验结果,编制焊接工艺评定报告,提交甲方审批。
2.7 甲方审批乙方提交的焊接工艺评定报告,如有修改意见,应及时反馈给乙方。
2.8 乙方根据甲方审批的焊接工艺评定报告,修改完善焊接工艺,并进行焊接工艺卡的编制。
第三条技术要求3.1 乙方应按照《承压设备焊接工艺评定》和《钢结构焊接工艺评定标准》的要求,进行焊接工艺评定。
3.2 焊接试件制备应符合标准要求,保证焊接接头的几何尺寸、形状及焊接质量。
3.3 评定试验应按照标准要求进行,试验数据应真实、准确、完整。
3.4 乙方应提供焊接工艺评定报告,报告内容应包括评定试验方法、试验数据、结果分析等。
第四条时间安排4.1 乙方根据甲方提供的焊接工艺评定资料,应在____个工作日内完成焊接工艺评定方案的编制。
焊接工艺卡焊缝代号GTAW-FeI-6G-2/108-FefS-02/11/12和SMAW-FeI-6G(K)-10/108-Fef3J焊接部位45°大管对接基本金属20″φ108×12 工艺评定编号HGP-01-JX焊接规范焊接方法层次焊材及规格电流(A)电压(V)焊接速度(cm/min)气体流量(L/min)线能量(q)备注氩弧焊 1 TIGJ50 φ85~90 22~23 13-178-12—连弧焊条电弧焊 2 E4315 φ80-110 22~23 14-16 ——连弧焊条电弧焊 3 E4315 φ120-140 22~23 14-16 ———焊条电弧焊 4 E4315 φ120-140 22~23 14-16 ——————————————————————————————焊接顺序及图示技术措施(a1)45°固定试件代号6G1、焊前必须对坡口及两侧50mm以内彻底清除铁锈、油污、水份等杂物,并露出金属光泽。
2、点固焊缝在圆周上不多于二处,且不得在6点钟位置,每处长度<15mm,焊前应对点固焊缝进行修磨,便于接头。
3、试件焊后应清除药皮及飞溅。
4、焊接严禁在坡口以外的部位擦弧。
5、使用手动工具进行层间清理。
检验要求:焊缝宽度16~18mm宽窄差≤3mm;焊缝高度0~4mm,咬边长度<10%;深度<0.5mm6、焊缝表面应为焊后原始面,不得有机械打磨及修补痕迹,并不得有裂纹、未熔合、夹渣、气孔和焊瘤等。
7、焊缝无损检测JB4730中100%RT,合格级别Ⅱ级。
编制审核批准焊接工艺卡产品名称:焊工考试编号:HK-02焊缝代号GTAW-FeI-6G-2/57-FefS-02/11/12和SMAW-FeI-6G(K)-3/57-Fef3J焊接部位45°小管对接基本金属20″φ57×5 工艺评定编号HGP-01-JX焊接规范焊接方法层次焊材及规格电流(A)电压(V)焊接速度(cm/min)气体流量(L/min)线能量(q)备注氩弧焊 1 TIGJ50 φ85~90 22~23 13-178-12—连弧焊条电弧焊 2 E4315 φ2.5 70~90 22~24 12-14——连弧焊条电弧焊 2 E4315 φ2.5 70~90 22~24 12-14——连弧————————————————————————————————————焊接顺序及图示技术措施(a2)45°固定试件代号6G1、焊前必须对坡口及两侧50mm以内彻底清除铁锈、油污、水份等杂物,并露出金属光泽。
壁板对接焊缝焊接、大角焊缝焊接、边环梁焊缝焊接、底板对接焊接接头焊接工艺卡接头焊接工艺卡接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊接顺序焊接工艺卡编号xx罐C-001 SMAW接头名称(或编号)底板对接焊缝焊接SMAW焊接工艺评定报告编号XX-PQR-003 SMAW 焊工持证项目SMAW-Ⅱ-3G母材材质16MnR 规格mm12检验要求16MnR 12焊缝金属E5015 厚度mm12~14焊条烘干温度/时间350~400℃/1~2h位置/方向立焊3G 层-道焊接方法填充材料焊接电流电弧电压V焊接速度cm/min线能量KJ/cm施焊技术牌号直径mm极性电流A预热温度℃层间温度℃打底层SMAW J507 φ3.2反接90~12022~246~12后热填充层SMAW J507 φ4.0反接160~18022~257~13焊后热处理盖面层SMAW J507 φ4.0反接160~18022~257~13钨极钨极直径mm 喷咀直径mm 熔滴过渡形式脉冲频率脉宽比%气体种类气体流量l/min正面混合比例背面备注注:规格栏管材填写φ×δ(mm),板材填写δ(mm)。
编制:审核:2007 年10 月22 日接头焊接工艺卡接头简图(坡口形式、尺寸、衬垫、焊接方法或焊接工艺、焊缝金属厚度):焊接顺序焊接工艺卡编号xx罐C-xx SMAW接头名称(或编号)壁板对接焊缝焊接SMAW焊接工艺评定报告编号XX-PQR-005 SMAW 焊工持证项目SMAW-Ⅱ-3G母材材质Q235B 规格mm8检验要求Q235B 8焊缝金属J427 厚度mm8~10焊条烘干温度/时间350~400℃/1~2h位置/方向立焊3G 层-道焊接方法填充材料焊接电流电弧电压V焊接速度cm/min线能量KJ/cm施焊技术牌号直径mm极性电流A预热温度℃层间温度℃打底层SMAW J427 φ3.2反接90~12022~246~12后热填充层SMAW J427 φ4.0反接150~18022~257~13焊后热处理盖面层SMAW J427 φ4.0反接150~18022~257~13钨极钨极直径mm 喷咀直径mm 熔滴过渡形式脉冲频率脉宽比%气体种类气体流量l/min正面混合比例背面备注注:规格栏管材填写φ×δ(mm),板材填写δ(mm)。
手工钨极氩弧焊通用焊接工艺目录1、一般要求2、应用范围3、焊接准备4、操作技术5、焊接6、氩气焊丝和焊条7、焊接工艺8、质量记录9、焊接及注意事项10、钨极氩弧焊安全规程11、焊接危险点危险源辩识、评价及控制对策表一、一般要求1、焊接材料1。
1焊丝:用于GB的焊丝应符合GB/T8110的有关规定,对于入库时间长而有锈斑,影响使用的应予报废.1。
2保护气体的种类和质量:采用纯度大于99.99%纯氩。
1。
3钨极的种类:采用钍钨极或铈钨电极,其端头的几何形状应根据电流的大小选择,采用小电流时,端头夹角为30度。
1.4焊接设备:氩弧焊机。
1.5焊接辅助装备:安全防护用品、手锤、角向砂轮等。
1。
6焊工资格:焊工必须经过南昌市技术质量监督局培训,并且取得相应的合格项目,方可从事相关焊接工作。
1.7焊接工作必须按照技要、技术标准进行。
1。
8焊接环境:当风速大于2m/s、相对湿度大于90%、雨、雪环境、焊件温度低于0℃时,均应采取相应的措施来保证焊接质量。
当焊件温度在—18~0℃之间时,应将始焊点周围100mm的母材预热到约15℃再开始焊接。
否则禁止施焊.1.9焊接极性:直流正接既焊枪接负极,工件接正极.1.10在操作过程中若有个人无法解决的问题,应立即与班组长、检验员或焊接工程师联系。
2、焊前准备2。
1 根据焊接位置、持证项目、接头形式和作业情况等选择合适的焊接辅助装置。
2。
2去除坡口内、外20mm范围内的水、锈、油污等杂质.2。
3根据图纸、工艺要求核对坡口形式及角度、材质、坡口尺寸及装配质量。
2。
4如需要标记移植,检查标记移植情况.2.5检查所用设备是否完好情况.2。
6不锈钢管焊接的接头,应内部充氩保护,保护时,管子两头和管子四周的孔应该用美纹纸或铁板封住,以增强保护效果。
2。
7试焊,根据表1调节焊接参数。
表1焊接参数二、应用范围不同直径的钢管及耐热合金钢管子一般采用钨极氩弧焊打底,手工电弧焊填充及盖面层焊接,小直径管子可用手工钨极氩弧焊打底及盖面层焊接。