气泵前置泵的构造和检修
- 格式:doc
- 大小:79.00 KB
- 文档页数:2


图解气泵的拆解维修
本
人家里单位共八个气泵,从伊罕到杂牌,都进行过拆解,现在各气泵运转良好。
把拆解图发在这里。
鱼友们维修的时候千万注意不要带电修理,安全第一!!
拆机图
这是一个松宝四头气泵,圈内是磁铁,和电线包作用产生振动,由红色的力臂带动皮碗挤压空气进入气室。
这是气室拆解后的结构
气室
这里红圈的地方是关键,这个地方拆开就是:(1)绿圈内的是胶块,起固定振动片的作用,(2)橙圈内的就是振动片了,这是一个很薄的胶片,皮碗吸气时打开,压气时闭合,空气就能不断的进入气室完成输气工作。
遗憾的是,橙色的胶片很容易老化,老化断裂后,闭环结构被破坏,气泵也就坏掉了。
用个胶皮的劳保手套,按大小剪一个换上,恢复闭环结构就好了!
气泵没有调速开关的可以用调气阀解决,很便宜的小东西。
现在国内的气泵,类似于创星,海利,松宝这些,电路质量都是过关的,皮碗寿命三年以上是没问题的,我老板有个气泵用了七八年皮碗还照样能用,但是震动片换了N个,也就是说气泵故障一般都是震动片老化断裂。
至于噪音,这个比较麻烦,首先得确定声源,如果是内部,需要调整皮碗力臂,这个调不好整个泵就废了,所以不建议调整。
但大部分噪音是来自于气泵泵体震动,毕竟气泵自重很轻,无法压住共振,很多鱼友垫毛巾或吊装都是对的。
如果是新买的泵,建议空转半个月再用,泵体磨合后你会发现声音小很多(伊罕禁止空泵运行,至少说明书是这么写的)。
特别推荐
进口正品红酒。
汽泵前置泵工作原理说明以及运行中的操作维护要求
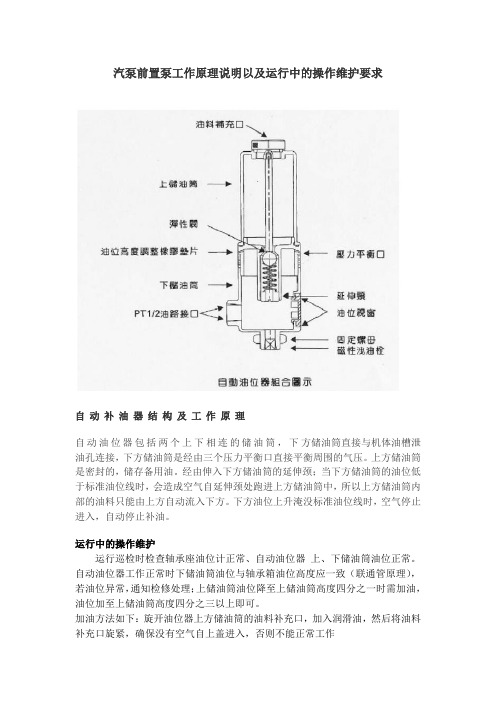
自动补油器结构及工作原理
自动油位器包括两个上下相连的储油筒,下方储油筒直接与机体油槽泄油孔连接,下方储油筒是经由三个压力平衡口直接平衡周围的气压。
上方储油筒是密封的,储存备用油。
经由伸入下方储油筒的延伸颈;当下方储油筒的油位低于标准油位线时,会造成空气自延伸颈处跑进上方储油筒中,所以上方储油筒内部的油料只能由上方自动流入下方。
下方油位上升淹没标准油位线时,空气停止进入,自动停止补油。
运行中的操作维护
运行巡检时检查轴承座油位计正常、自动油位器上、下储油筒油位正常。
自动油位器工作正常时下储油筒油位与轴承箱油位高度应一致(联通管原理),若油位异常,通知检修处理;上储油筒油位降至上储油筒高度四分之一时需加油,油位加至上储油筒高度四分之三以上即可。
加油方法如下:旋开油位器上方储油筒的油料补充口,加入润滑油,然后将油料补充口旋紧,确保没有空气自上盖进入,否则不能正常工作
注意事项:
1、轴承箱油位是轴承油位正常的唯一参考,如发现轴承箱油位与自动油位器液位不一致则以轴承箱油位为准。
自动油位器仅作为补油的工具
和油位监视的辅助手段。
2、每次加油后一定要将油料补充口旋紧,确保没有空气自上盖进入,否则自动油位器不能正常工作
3.自动油位器需经常补油时,检查轴承油箱和油管路是否漏油,及时填写缺陷通知检修。
4.加油时不要松动上下储油筒。
5.如发现自动液位器不能正常工作,仍需运行人员手动从轴承箱加油口加油。
一前置泵轴承检查、更换工艺规程1.轴承检查如进行轴承定期检查、轴承温度高等不拆转动部件的工作,仅为检查和更换轴承而拆卸轴承时,请按下列步骤进行。
(注:组装时,所有接口垫片和O型圈都应更换新的。
)1.1传动端轴承(1)拆下传动端轴承座冷却水管;(2)打开轴承座放油塞,放掉轴承润滑油(放油前检查轴承室油位是否正常,放油后需检查油质是否乳化等);(3)拆下轴承测温元件;(4)拆下联轴器防护罩;(5)拆下联轴器螺栓,并取下联轴器叠片组件;(6)拆下锁紧联轴器螺帽的紧定螺钉,然后用专用工具拆下联轴器螺帽;(7)在联轴器和泵端部系上强力衬垫,从轴上拔下半联轴器,拆下并保存好联轴器键;(8)拆下传动端外端轴套锁紧螺母及锁紧垫图;(9)拆下传动端轴承座与端盖之间的六角螺栓与弹簧垫圈;(10)拆下传动端轴承座与泵体之间的六角螺栓、定位销;(11)拆下传动端轴承座及单列向心短圆柱滚子轴承外圈;(12)清洗检查轴承及油封有无损坏和磨损,若有损坏和磨损,则进行:(a)拆下传动端外端轴套;(b)拆下单列向心短圆柱滚子轴承;(c)调换装上单列向心短圆柱滚子轴承:测量新轴承内径、轴承外圈外径,保证轴承与轴颈及轴承外圈与轴承室都有0-0.02mm的紧力;(d)装上传动端外端轴套。
(13)将单列向心短圆柱滚子轴承外圈装到传动端轴承座内,换上新的油封,井装上轴承座及定位销;(14)旋紧轴承座与泵体之间的六角螺栓;(15)装上并旋紧轴承座与端盖之间的弹簧垫圈和六角螺栓;(16)装上传动端外端轴套的锁紧垫圈和锁紧螺母;(17)把联轴器键装入键槽内,并把半联轴器装到轴上;(18)用专用工具旋紧联轴器螺帽,井装上紧定螺钉;(19)装上轴承测温元件;(20)装上轴承座冷却水管;(21)装上轴承座放油塞,并加轴承润滑油,使油位到最低油位线以上;(22)装好叠片式联辆器及联轴器防护罩。
1.2自由端轴承(1)拆下自由端轴承座冷却水管;(2)打开轴承座放油塞,放掉轴承涧滑油;(3)拆下轴承测温元件;(4)拆除自由端轴承座与端盖之间的六角螺栓及端盖和密封垫;(5)拆下自由端轴承座与自由端轴承座端盖之间的六角螺栓和弹簧垫圆;(6)拆下自由端轴承座与泵体之间的六角螺栓及定位销,并拆下轴承座;(7)拆下外侧单列圆锥滚于轴承的外圈和轴承中间的隔离圈;(8)消洗检查两轴承及油封有无损坏和磨损,若有损坏和磨损,则进行:(a)拆下轴承锁紧螺母和锁紧也圈;(b)拆下外侧单列圆锥滚子轴承的内圆;(c)拆下内侧单列圆锥滚子轴承的内圈与外圈;(d)拆下自由端轴承座端益;(e)调换新的单列圆锥滚子轴承:测量轴承内径及轴承外圈外径,保证轴承与轴颈及轴承外圈与轴承室都有0-0.02mm的紧力,测量圆锥滚子轴承轴向游隙在0.15-0.25mm内,用专用夹具将内侧与外侧轴承按装配位置夹紧,并测量两外圈之间的间距,从而确定中间隔圈的尺寸为间距+O.15mm。
前置泵检修工艺规程前置泵简介1.1.1.1 泵体和转子我厂采用的是YNKn300/200型前置泵,YNKn泵是单级卧式蜗壳式水泵,带有双吸的单级叶轮。
吸入盖(162)是借助于双头螺栓紧固在泵体(101)上面。
填料函体(451),冷却室盖(165)和轴承架(350.1/2)全部借助于双头螺栓紧固在吸入盖(162)上面。
吸入盖(162)与泵体(101)之间以及填料函体(451)与冷却室盖(165)之间是利用“O”型圈密封,用挡套(525)和轴保护套(524.1/2)来保护轴,防止被输送液体腐蚀。
叶轮(234)两边的挡套(525)被设计成使叶轮在轴上按轴向定位,在轴封部位,轴是用拧在轴上的轴套(524.1/2)来防护的,其丝扣的方向与旋转方向相反,轴(210)是支承在两个强制润滑的普通轴承(370.1/2)上,并且靠安装在泵前端扇形块推力轴承实现轴向定位的。
双吸叶轮(234)用键径向固定在轴上,用推力轴承将其轴向地固定在泵体中间。
由于所有泵过水部件的对称设计和布置,泵在运行中产生的轴向推力是十分小的。
由于管路布置和泵体铸造公差引起的流经叶轮水流的不均匀而产生的残余的轴向推力是靠推力轴承来承受的。
1.1.1.2 轴承装置径向轴承简介:a)轴(210)是用两个普通轴承径向支承的。
轴瓦(370.1/2)是借助于镫形环(571)固定在轴承体(350.1/2)上。
b)为了监视轴承温度提供了就地指示仪表(请看测点图和测点明细表),径向轴承是由泵装置强制润滑油系统通过管路(13E.1/2)供给润滑油。
推力轴承简介:a)推力轴承位于泵另一侧的前端,它能够承受双向的轴向推力。
而且也能使转子轴向定位。
b)产生的轴向力,通过固定在轴承体(350.2)前端的扇形块支座(392)传递,且朝向泵的驱动端,指向前端的轴承力由前端轴承盖(361)吸收,前端轴承盖用双头螺栓(902.4)固定在轴承罩(350.2)上,推力轴承盘(334)和扇形块(337)之间的间隙应为:0.3mm±0.05mm。
前置泵检修1,拆除连轴器螺栓,装复时连轴器间距要求在176CM,接着拆除泵体冷却水管!2. 解体传动、自由端轴承室,解体时测量好轴瓦的修前间隙,修前的转子窜动量,抬轴间隙,接着解体泵壳螺栓!吊出转子测量口环间隙,口环间隙标准在:050~1.20MM之间!做中分面垫床选用2.0MM的延张片!3. 组装机械密封,装机械密封时,动环于轴套的配合间隙一般在0.03~0.05之间,确保每边间隙一样,不能偏差太大,否则机械密封容易泄漏!静环的安装也要确保位置的平整!4. 测量转子的晃度,在转子的两轴瓦位置和两口环位置各打一百分表,转子8等分,转一圈,每个等分的最大值减去相对等分位置的最小点,就是转子的晃动值,晃动值口环位置一般在0.02~0.04左右,轴瓦位置控制在0.02,超过标准转子要进行调整!5. 装复时,吊转子时要把传动端的冷却壳体先套在转子上一起吊进泵体,因为传动端,如果电机没动的话,电机靠背轮与传动端的位置间距在176CM左右,冷却壳体根本没办法套进去,吊入转子后,盖上上半泵体稍微带紧泵体螺栓,再用美工刀把两端泵体结合面的垫床延边裁掉套入冷却壳体,接着先紧上壳体螺栓,紧壳体螺栓时下面的先紧,因为位置差,如果上面的先紧,下面的有可能紧不死,造成泵体泄漏!冷却壳体紧死后,在紧泵体螺栓,套入机械密封,机械密封要确保安装到位,这时轴瓦还没装上去,千万不能盘动转子以免转子卡死!6. 装上两端的轴承座,在开始抬轴,抬轴分有瓦和无瓦状态。
一般要求是有瓦时的抬轴值在无瓦状态下的值的一半或偏下,比如:无瓦时1.30MM,那么有瓦时的抬轴值就要求在0.65以下!7. 测量轴瓦的侧隙,要求在0.06。
转子的窜动间隙要求在0.20,我们用的7系列的推力滚珠轴承,安装是背靠背,轴承背靠背安装,运行时它的吃力面是两内圈,这样造成两外圈做轴向运动,容易造成外圈和弹道的磨损,造成推力间隙越来越大,所以,背靠背安装的话,垫圈要装在两轴承内圈之间,面对面安装的话要把垫圈装在两外圈之间,因为两种装法的吃力面是不同的!8. 轴瓦顶隙的测量,准备4块0.20的小垫片,分别垫在轴瓦的4个脚上,在用1MM的铅丝横向放在轴颈上把上瓦放上去,盖上轴承盖,摒紧螺栓!在取出压好的铅丝,用内径千分尺量出读数,量好的值减去4个脚上垫的垫片的值就是轴瓦间隙!。
给水泵前置泵检修流程一、检修前的准备工作1.1 检修前的准备工作是检修人员要提前做好各种准备工作,以确保检修过程的顺利进行。
首先要准备好相关的检修工具和设备,例如扳手、螺丝刀、扳手、电动工具等。
其次,要对检修区域进行安全检查,确保没有危险品和杂物,并且要做好相关的安全防护工作,例如佩戴好安全帽、安全鞋、手套等。
另外,还要准备好相关的检修资料和操作手册,以便在需要时进行参考。
1.2 在进行检修前,还要做好相关的停机工作。
首先要对水泵前置泵进行停机操作,切断供电,关闭水泵前置泵的进水阀门,排空管道内的介质,确保管道压力为零。
同时,要对相关的管道和阀门进行标记,以方便检修工作的进行。
1.3 最后,在进行检修前,还要考虑到相关的安全问题。
要对检修区域进行安全检查,确保没有危险品和杂物,并且要做好相关的安全防护工作,例如佩戴好安全帽、安全鞋、手套等。
另外,还要对自身进行相关的安全技能培训,以保证在检修过程中能够做好自我防护,并且要了解相关的急救知识。
二、拆卸水泵前置泵2.1 在进行水泵前置泵的检修工作前,首先要进行相关的拆卸工作。
首先要切断相关的管道和螺栓,将水泵前置泵与管道进行拆卸。
在进行拆卸工作时,要注意对拆卸后的零件进行妥善的保护,以防止零件丢失或损坏。
2.2 在进行拆卸工作时,要根据相关的操作手册和拆卸步骤进行操作,确保拆卸工作的顺利进行。
在进行拆卸工作时,要注意对零件进行分类和标记,以便在后续的安装过程中能够方便地进行组装。
2.3 在进行拆卸工作后,还需要对拆卸后的水泵前置泵进行清洗和检查。
先用清洗剂清洗零件,然后对零件进行检查,发现有损坏的零件要及时更换,确保拆卸后的水泵前置泵能够正常使用。
三、清洗和检查零件3.1 在拆卸后,要对水泵前置泵的各个零件进行清洗和检查。
首先要用清洗剂对零件进行清洗,将零件上的污垢和油污清洗干净。
在清洗过程中,要注意对零件进行分类和标记,以方便后续的组装工作。
3.2 在清洗后,还需要对零件进行检查。
前置泵轴维修技术要求嘿,咱今儿就来唠唠这前置泵轴维修技术要求。
你说这前置泵轴啊,就好比咱人体的关节,那可得精心呵护,出了问题就得好好修理。
先来说说这维修前的准备工作吧。
那得像战士上战场前检查装备一样仔细认真,把该准备的工具都准备齐全了,可别到时候缺这少那的。
而且啊,还得把泵轴周围清理得干干净净的,不然咋能看清问题出在哪儿呢。
然后就是拆卸啦,这可不能马虎。
就像拆一个复杂的玩具一样,得小心翼翼的,别把不该拆坏的地方给弄破了。
每个零件都有它的位置和作用,咱得心里有数。
维修的时候呢,那更是得瞪大眼睛了。
看看轴上有没有磨损啊、划痕啊之类的。
要是有,就得想办法修复咯。
这就好像给受伤的皮肤疗伤一样,得找到合适的办法让它恢复如初。
还有啊,维修过程中尺寸得把握好,不能大了也不能小了。
这就跟做衣服似的,尺寸不合适穿着能舒服吗?对不对?咱得保证这泵轴修完了能顺顺利利地工作。
修复完了可不算完事儿,还得装配回去呢。
这装配也有讲究,各个零件得严丝合缝的,不能松松垮垮的。
就好比搭积木,得稳稳当当的才不会倒。
你想想,要是维修的时候不注意这些技术要求,那修完了能用多久呢?万一没修好,过几天又坏了,那不就白折腾啦?咱可不能干这种吃力不讨好的事儿呀!所以啊,一定要严格按照技术要求来,不能有半点马虎。
在维修的过程中,每一个步骤都得认真对待,不能敷衍了事。
这可不是闹着玩的,这前置泵轴关系着整个设备的运行呢!就好像一辆汽车,要是轮子出了问题,那还能跑得顺畅吗?咱都知道,好的维修能让设备焕发出新的活力,能让它更好地为我们服务。
那咱为啥不好好对待这维修工作呢?维修好了,咱用起来也放心,也不用担心它随时会出问题。
总之呢,这前置泵轴维修技术要求可真是一点都不能马虎。
咱得把它当成一件大事儿来对待,用心去做好每一个环节。
只有这样,才能保证维修的质量,让前置泵轴重新焕发光彩呀!你说是不是这个理儿呢?。
汽动动给水泵前置泵检修规程1.1 设备规范及结构说明1.1.1设备规范型号: FA1D67型式:卧式、轴向中分泵壳型级数: 1级双吸叶轮流量: 1055m3/h扬程: 147m转速: 1880r/min轴功率: 520.5kw效率: 81%进水温度: 169℃汽蚀余量(必须): 4.5m1.1.2结构说明1.1.2.1总则该泵为水平、单级轴向分开式,具有一支撑在近中心线的壳体以允许轴向和径向自由膨胀,从而保持对称中性。
该泵安装在有适合的排水装置的刚性结构的泵座上。
1.1.2.2壳体壳体为高质量的碳钢铸件,是双蜗壳型、水平中心线分开、进出口水管在壳体下半部结构,这样可避免在检修时拆连接管道。
壳体水平中分结合面上装有压紧的石棉纸柏垫。
为了减少发兰盘在压力载荷与热冲击联合作用下的变形,采用了高强度螺栓,并采用圆柱帽母以便采用最小螺距。
壳体通过一与其浇铸在一起的泵脚,支撑在箱式结构钢焊接的泵座上,壳体和泵座的结合面接近轴的中心线,而键的配置可保持纵向与横向的对中并适合于热膨胀。
壳体上设有排汽阀。
1.1.2.3叶轮叶轮是双吸式,不锈钢铸件,加工至精确的配合公差并经过动平衡,双吸叶轮可保证叶轮的轴向平衡,在自由端上装有一双向推力轴承。
叶轮是由键固定在轴上的,轴向位置是由其两端轮毂的螺母所决定,这种布置使得叶轮可定位在蜗壳的中心线上。
1.1.2.4轴不锈钢锻件,除应力状态,在淬火和回火前先粗加工,热处理后,进行切削加工至径向留3MM余量,然后将轴置于一垂直炉中除应力,再进行最后加工磨削。
1.1.2.5叶轮密封环该环减少泄露量,安装在壳体腔内,由防转定位销定位。
1.1.2.6轴承泵装有滚动轴承,轴承装在牢固地连接在泵壳端部支撑发兰上的轴承托架上。
轴承为稀油润滑,装有冷却水室及温度测点。
1.1.2.7轴封泵装有机械密封,该机械密封为平衡型,有弹簧支撑的动环和水冷却的静环组成,分开的填料箱设有一水冷却套,从而使机械密封旋转部分周围的温度较低。
气泵前置泵的构造和检修要求及注意事项
时间:2012-02-28
讲课人:赵清潇
题目:前置泵的构造和检修
一、型号及分类:
型号:FAID53.卧式、单级双吸、中分蜗壳式离心泵。
二、作用及构造:
提升给水压力,减小对给水泵产生的汽蚀,延长汽动给水泵的使用寿命。
泵体的外部构成:泵座、泵盖、泵体放空气门、轴承冷却水进回水管、机封冷却水进回水管、机封的密封水管、轴承座,轴承室(包括测温元件)机封室等。
转子部件的构成;叠片、背帽、对轮(带锥度)、轴套、轴承、机封、定位套、卡圈、叶轮、卡圈、定位套、机封、轴承、。
三、检修质量要求:
(1)推力轴承轴向间隙0.56—0.25mm
(2)叶轮与卡圈径向间隙0.56——0.72mm
(3)卡圈与叶轮轴向间隙、传动侧2mm、端侧6mm
(4)轴套与轴的配合间隙0.02—0.05mm
(5)对轮找中心:圆周小于0.05面差、小于0.04mm
(6)泵工作轴串0.08mm
四注意事项:
1)叶轮方向、双向推力轴承的方向、装隔离圈。
2)卡圈处槽道清扫、卡圈两侧平齐、机封室后垫子防止损坏
3)机封紧力调整、轴承到位、轴套的前后方向不能倒错
4)轴承压盖机封压盖的橡胶密封圈完好各冷却水接头的密封圈齐备并完好、轴承座的定位销骨架油封完好、泵盖螺栓位置正确(因为螺栓长度、粗细不同)冷却水管要排出空气。