0820橡胶制品常见缺陷
- 格式:doc
- 大小:1.72 MB
- 文档页数:6
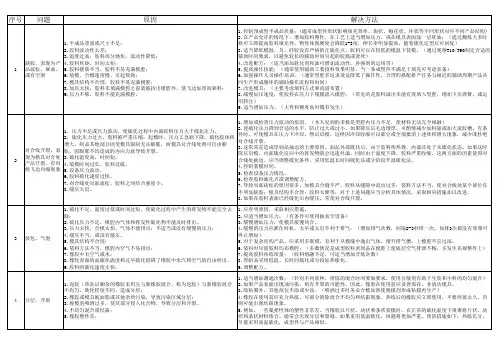
橡胶制品常见缺陷及解决方法
一、 表皮气泡现象
NO
原因分析 解决方法
1 硫化不充分,导致制品表面有气泡,割开其内部呈蜂窝海绵状 ① 延长硫化时间,提高硫化温度
② 保证硫化有足够的压力
③ 调整配方,提高硫化速度
2 橡胶-金属粘接不良引起粘结部位残留气体,橡胶层较薄且面积较大的橡胶和金属之间会出现气泡 ① 按表格橡胶-金属粘接不良所述方法解决
3 有气体裹入胶料,气体不易排除,随胶料一起硫化,从而在制品表面出现气泡 ① 增加模具合模后放气次数;对模具进行抽真空
② 提高混炼胶温度;采用门尼粘度较高的橡胶
③ 入料前挑破胶料上的气泡;改进模具的排气槽,溢料槽等
④ 改进开炼机混炼工艺,尽量避免气体混入胶料
⑤ 改进注压条件,使胶料能较慢的进入模具型腔
4 胶料配方中有易挥发物 ① 调节适当的硫化条件,温度不宜太高
② 使用的原料应注意使用前的防潮工作,必要时可以进行干燥
③ 减少使用低沸点的增塑剂、填充油、软化剂
二、 橡胶表面发粘
No 原因分析 解决方法
1 模具型腔局部滞留气体,从而影响传热和胶料受热硫化 ① 对模具进行抽真空,保证胶料进入型腔内处于真空状态,确保抽真空完好,以抽出模具内的气体
② 增加模具合模后放气次数;在模具上设置排气槽或溢胶槽
2 模具型腔不对称,有死角,传热不均匀导致硫化不均匀 ① 调整胶料配方,使用硫化曲线平坦期长的胶料
② 调节硫化条件,延长硫化时间或提高硫化温度
3 胶料压出或压延夹入气体 ① 改进压出,延压条件和工艺
橡胶制品常见缺陷及解决方法
三、 分层
No
原因分析 解决方法
1 胶料表面污染,特别是油污 ① 清洁胶料表面或换用干净的胶料
2 喷霜 ① 按表格喷霜所述方法解决
3 相容性差的橡胶混合不均匀 ① 在配方设计时选用相容性好的胶种
四、 橡胶-金属粘接不良 脱胶
No 原因分析 解决方法
1 胶黏剂失效:表涂或底涂未干燥;超期储存,可膜厚未开始注胶停电;使用了不合格的胶黏剂;骨架装在高温模具中时间过长 ① 参考具体使用手册,选择合适的胶粘剂
2 骨架涂胶前表面的油脂未处理干净,表现为胶黏剂与骨架不粘 ① 金属件表面不能有锈蚀,不能沾到油污、灰尘、杂质等
涂好胶黏剂的骨架表面被污染;没有做好防尘措施被粉尘污染,被脱模剂污染,设备维修时没有将骨架移走,被油污染,装骨架时没有更换干净手套 ①
3 胶浆涂刷工艺稳定性差,胶浆太少、漏涂、少涂、残留溶剂 ② 注意操作,防止胶浆漏涂、少涂
③ 涂好胶浆的金属件应注意充分干燥,让溶剂充分发挥,防止残留溶剂随硫化时挥发,导致粘胶失败
4 配合不合理,胶料硫化速度与① 改进配方以保证有充足的焦烧时间
胶浆硫化速度不一致 ② 模具、配方改进,保证胶料以最快的速度到达粘结部位
③ 改进硫化条件(温度、时间和压力)
④ 减少易喷霜物和增塑剂的使用,防止其迁移到橡胶表面,从而影响粘结
⑤ 胶料停放时间太长,改用新鲜的胶料
5 压力不足 ① 增大硫化压力; 保证模具配合紧密,防止局部压力损失过大
② 注意溢料口、抽真空槽的位置、尺寸,防止局部与大气过多沟通以致压力不足
6 胶浆有效成分挥发或固化 ① 硫化前需预烘的金属件,应注意预烘的时间和温度控制。
② 操作时注意防止金属件在模具内停留时间过长
骨架表面的粘结剂过厚或者有堆积现象 ③
模具温度过高或者过低 ④
模具封胶不严 ⑤
注胶孔过大 ⑥
二次加工 ⑦
橡胶制品常见缺陷及解决方法
五、 缺胶 外观不完整,没有填充满
No 原因分析 解决方法
1 用胶量太少 ① 增加用胶量;调节注塑孔,保证注胶充足
2 溢料口太大,以致胶料不能充满型腔,溢料口位置不对 ① 改小溢料口的尺寸或减少溢料口数量
② 合理选择溢料口的位置
3 脱模剂用量太少,以致胶料在型腔内汇合处不能合拢 ① 减少脱模剂的用量
② 注意胶料使用前不能沾油污
4 胶料硫化速度太快,以致未挤满型腔便以硫化 ① 调整胶料配方,延长焦烧时间
② 加大入料口的尺寸或增加入料口数量
5
模具入料口设计不合理,胶料流不满型腔,注胶孔小? ① 改进模具
6 胶料太硬或流动性不好,未流满型腔就已硫化,不能流动 ① 改善胶料流动性
胶料摆放不当 ②
注胶孔被堵 ③
溢胶 ④
注射压力不足 ⑤
同一个产品在不同机器上的工艺参数不同 ⑥
⑦
六、 炸边、飞边
No 原因分析 解决方法
1 胶料焦烧时间不足,易形成硫化胶粒和胶屑 ① 延长胶料焦烧时间;调整硫化时间(降低温度延长硫化时间)
② 避免使用停放时间太长的胶料
2 胶料过多无法溢出 ① 尽量采用移模注压和传递模压方式
② 胶料应准确称量
3 模具污染,胶料不清洁 ① 清洁模具和胶料
4 模具分型面配合不紧密,设计不合理,溢料口太大 ① 改进模具,分型面尽量避免出现在制品的粘接部位等敏感位置
5 胶料传热速度慢,硫化时胶料内外层升温不一致,外层胶料已硫化,内层胶料却受热膨胀,强制溢料引起缩孔夹层 ① 改进胶料配方
② 改进硫化工艺条件,比如低温长时间硫化
橡胶制品常见缺陷及解决方法
七、 撕裂、拉毛
No 原因分析 解决方法
1 脱模方式不合理,便脱模,导致制品被扯断或拉毛 ① 改进脱模方式,改进模具结构
②
喷脱模剂
2 制品过度硫化,导致橡胶强度等物理性能下降而被撕裂、扯断 ① 调整硫化条件到正硫化
3 硫化温度太高 ① 调整胶料配方,降低硫化温度
八、 喷霜
1 过量配合
各种助剂在橡胶中的溶解度不同,助剂在橡胶中的溶解度越小,越易出现由过量配合(即橡胶中助剂的含量超过其在橡胶中的溶解度)而引起的喷霜。过量配合而喷霜时,往往会带动其它组分一起喷出(这种现象称为被动喷霜),尽管这些被动喷霜物在橡胶中远未达到饱和状态。
2
温度变化
助剂在橡胶中的溶解度随温度变化而变化,一般情况下,温度高时溶解度大,温度降低时溶解度减小。由于橡胶制品通常在室温下使用,一旦外界温度低于室温,配方中一些助剂的含量接近其溶解度而析出,产生喷霜。例如夏季生产的胶鞋出厂检验时合格,贮存到冬季却发现喷霜。
3 欠硫
助剂在橡胶中的溶解状况受硫化条件影响。以NR为例,在正硫化条件下,交联密度最大,游离硫减小,喷硫几率降低,其它助剂穿梭于三维网络的机会也降低,因而喷霜几率降低;反之,在欠硫状态下,网络交联密度相对较小,喷霜几率相应增大"
4 老化
老化意味着硫化胶三维网络结构的局部因键断裂而受损,从而消弱了网络结构吸附和固锁配合助剂的能力,助剂向表面迁移导致喷霜"
5
受力不均
橡胶受到外力作用时,往往导致应力集中而使表面破裂,使原来呈过饱和状态的配合助剂微粒加速析出,在裂纹表面形成喷霜,并向周边延扩"
6 混炼不均
混炼不均导致配合剂在橡胶中分散不均,局部会出现配合助剂超过溶解度而产生喷霜"
预防措施
(1)掺用SR:SR对助剂的溶解度高于NR,故掺用部分SR有助于预防NR喷霜。
(2)并用促进剂、防老剂:单用一种助剂,用量过少难以达到效果,用量过多又易出现喷霜,故可以并用几种助剂,达到效果从而减小用量。
(3)利用不同配合助剂在喷霜上的互相干扰制约:不同助剂一起配合使用时,有时会出现相互干涉而有助于抑止喷霜,如软化剂、油膏、再生胶等都具有此功能。特别是相对分子质量大的助剂能渗透到橡胶大分子的短链中,可有效吸附易喷助剂。
(4)掌握易喷助剂的用量上限,确保配方中各种易喷助剂的用量在其溶解度范围内。
(5)混炼胶停放:胶料出型前需经过不少于8h的停放,以使各种配合剂充分分散,同时有助于胶料内部应力的松弛,达到受力均匀、平衡,稳定的分散体系能抑制微粒外喷。
(6)确保硫化胶达到正硫化状态
(7)加强对成品、包装及仓贮条件的管理,成品宜放在塑料袋中密封包装,防止在贮存过程中与日光、氧等接触产生老化,并避免在低温下贮存。
编制 审核 批准
日期 日期 日期