20160122_硅橡胶制品常见缺陷处处理方法
- 格式:pdf
- 大小:263.90 KB
- 文档页数:2
硅橡胶常见问题及解决方法
以下是 6 条关于硅橡胶常见问题及解决方法的内容:
1. 哎呀,硅橡胶有时候会出现表面发粘的情况呢!就好像你刚洗了手没擦干就去摸东西一样。
比如说你做了个硅橡胶制品,放了一段时间后就变得粘乎乎的。
这可咋办呀?其实很简单,把它清洗干净,放在通风干燥的地方晾一晾就好啦!你说这方法是不是挺容易的?
2. 嘿,硅橡胶还可能会有气泡产生哦!就跟你吹泡泡似的。
你看,做硅橡胶制品的时候,一不小心就可能出现好多小气泡。
咋解决呢?可以在搅拌的时候慢一点,细心一点,把气泡都赶跑呀!这招不错吧?
3. 哇塞,硅橡胶颜色不均也挺让人头疼的呀!就像画画的时候颜色没涂匀一样。
如果你的硅橡胶制品颜色一块深一块浅的,那多难看呀!这个时候呢,我们可以把颜料搅拌均匀点再用嘛,这样不就解决啦?
4. 呀,硅橡胶出现变形的问题可咋整呀!好比一个东西被压歪了一样。
你辛苦做出来的硅橡胶制品,没怎么用就变形了。
那咱就别让它受到过度的挤压呀,好好保护它,不就没事了嘛,是不是这个道理呀?
5. 唉,硅橡胶有时候也会有硬度不合适的情况呢!就跟买了双不合脚的鞋子一样别扭。
要是太硬或者太软都不行呀。
那我们就根据需要调整配方呀,让它的硬度恰到好处,你说这有多棒呀!
6. 哟,硅橡胶制品脱胶也挺麻烦的呀!就像贴的东西没粘牢掉下来了。
一旦脱胶可就麻烦了。
这时候呀,我们得把接触面处理干净,再重新好好粘贴,这样不就解决问题啦,挺简单的吧!
我觉得呀,只要我们了解这些常见问题,并且知道怎么去应对,那硅橡胶就能更好地为我们服务啦!。
•引言•橡胶产品常见缺陷概述•产生缺陷的原因分析•解决措施及建议目•案例分析与应用•结论与展望录背景介绍本文旨在分析橡胶产品生产过程中可能出现的缺陷及其产生原因,并提出相应的解决措施。
这有助于提高产品质量、降低生产成本、增强市场竞争力,同时保障使用安全。
通过深入探讨和研究,我们将更好地了解橡胶产品的性能和特点,为进一步优化其生产工艺和提高产品质量提供理论支持和实践指导。
目的和意义原因原材料中含有水分或挥发性物质硫化过程中产生的气体未完全排胶料混合不均匀或炼胶时间过长解决措施确保原材料干燥、无挥发性物质优化硫化工艺,增加排气时间控制炼胶时间和温度,确保胶料混合均匀原因橡胶老化或劣化应力集中或外部应力作用02030102030430102 030102橡胶硬度不均优化橡胶制品结构设计,确保厚度均匀和稳定性橡胶材料质量差配合剂问题填充剂问题030201材料因素加工工艺不合理模具设计不当设备问题人员操作问题材料选择与控制是解决橡胶产品基本缺陷的重要手段之一。
详细描述应基于产品的性能要求和工艺条件,选择适宜的橡胶材料,并严格控制其成分和性能指标,避免因材料问题而导致缺陷的产生。
对于重要的橡胶部件,可以考虑添加适量的增塑剂、补强剂、抗氧剂等助剂,以改善其加工性能和耐久性。
总结词材料选择与控制VS工艺优化及改进总结词详细描述其他措施和建议总结词详细描述针对以上原因,可以采取以下措施:严格控制原材料的质量和配方;适当延长硫化时间;优化模具设计,确保模具排气顺畅。
案例一:某橡胶密封圈的气泡问题解决措施解决措施原因原因橡胶轮胎出现龟裂可能是由于原材料质量问题、硫化时间不当、氧化老化、使用环境恶劣等因素导致的。
要点一要点二解决措施为改善橡胶轮胎的龟裂问题,可以采取以下措施:严格把控原材料的质量和配方;合理调整硫化时间;加强生产过程中的质量控制和老化试验;提高产品的抗老化性能和使用寿命;同时,在使用过程中定期检查和维护。
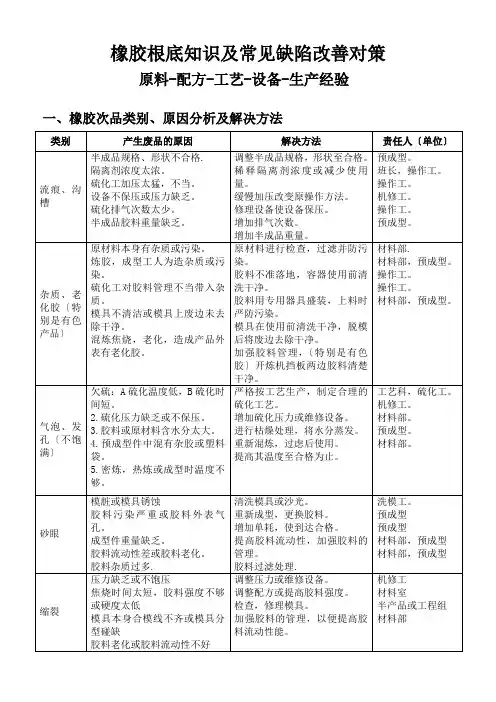
橡胶根底知识及常见缺陷改善对策原料-配方-工艺-设备-生产经验一、橡胶次品类别、原因分析及解决方法二.橡胶硫化工应知应会硫化工应知应会的目的:促使硫化工掌握橡胶材料和硫化的根本知识,提高硫化工专业理论知识和操作技能,更有效地效劳与新产品开发试试制工作从而提高硫化工自身的素质,使试制开发产品及时按期交样,并确保新模上线生产的产品合格率和生产效率最大化。
1.应知:1.熟知硫化三要素之间的相互关系及对产品的影响。
2.熟知橡胶产品各工序的生产,及其所使用的设备,设备的操作规程,产品的加工方法。
3.熟知模具、设备工装夹具的操作规程,平安知识及保养知识。
4.了解橡胶产品的使用的胶料代号,胶种及硫化工艺性能,以及主导产品的主要工作部位,外观质量标准。
5.应知硫化时间制定的依据,并能对生产中出现的一般质量缺陷进行分析、解决,并对复杂的问题提出改良意见。
2.应会:1.能够熟练掌握及使用各类结构橡胶模具的试模方法。
2.能鉴别各种胶号、胶料及胶料的外观质量的好坏、并能根据胶料代号准确判定材料的硬度。
3.能看懂各类结构的产品图、模具图及了解模具加工的根本知识。
4.会使用游标卡尺、测厚仪、测温仪,并了解其工作原理。
5.能确定出最正确、最合理的硫化工艺参数、操作技能并应用于生产。
7.能分析试模、试生产过程中出现的质量缺陷的原因,并能提出改良意见。
三.橡胶和塑料之间的区别塑料与橡胶最本质的区别在于塑料发生形变时塑性变形,而橡胶是弹性变形。
换句话说,塑料变形后不容易恢复原状态,而橡胶相对来说就容易得多。
塑料的弹性是很小的,通常小于100%,而橡胶可以到达1000%甚至更多。
塑料在成型上绝大多数成型过程完毕产品过程也就完毕;而橡胶成型过程完毕后还得需要硫化过程。
塑料与橡胶同属于高分子材料,主要由碳和氢两种原子组成,另有一些含有少量氧,氮,氯,硅,氟,硫等原子,其性能特殊,用途也特别.在常温下,塑料是固态,很硬,不能拉伸变形.而橡胶硬度不高,有弹性,可拉伸变长,停止拉伸又可回复原状.这是由于它们的分子结构不同造成的.另一不同点是塑料可以屡次回收重复使用,而橡胶那么不能直接回收使用,只能经过加工制成再生胶,然后才可用.塑料在100多度至200度时的形态与橡胶在60至100度时的形态相似. 广义地说,橡胶其实是塑料的一种,塑料包括橡胶。
硅橡胶制品常见缺陷及解决措施摘要:硅橡胶制品是以硅橡胶作为主要原料制成的各种橡胶制品,具有优异的耐热性、耐候性、电绝缘性和化学稳定性等特点,因此广泛应用于各个领域。
文章主要总结了硅橡胶制品常见的粘连、表面出现划痕或污染、尺寸存在偏差等缺陷,针对这些缺陷提出针对性的解决措施,分别是提高模具表面光洁度;优化脱膜工艺,保证顶出装置合理;明确模具具体尺寸,使硅橡胶制品的性能得到优化。
关键词:硅橡胶制品;模具;尺寸偏差引言:硅橡胶制品的应用范围广泛,涵盖了电子电气、航空航天、医疗器械等多个行业,其优异的性能使其成为许多特殊环境和高要求领域的首选材料之一。
例如,硅橡胶密封圈、密封垫片等,用于密封管道、容器等设备,具有良好的密封性能和耐高温性能。
只有保证硅橡胶制品缺陷降低,才能保证其后续的应用更广泛。
1.硅橡胶制品的常见缺陷情况1.1存在粘连现象硅橡胶制品表面或不同部分之间容易出现粘连或黏连的现象,造成粘连的原因可能是因为模具释模剂不足,在硅橡胶注塑过程中,模具释模剂的使用不足或不均匀,导致硅橡胶制品在脱模过程中与模具表面粘连。
如果硅橡胶材料的黏性过高,也会使得硅橡胶制品在注塑或硫化过程中容易发生粘连现象。
此外,如果硅橡胶制品的硫化温度控制不当,温度过高或过低都可能导致硅橡胶材料黏性增加,从而引起粘连问题。
硅橡胶材料在贮存、加工过程中受到污染,如灰尘、油脂等杂质的附着,会影响硅橡胶制品的表面质量,导致粘连现象的产生。
1.2表面出现划痕或污染在制造过程中,模具可能存在不平整、磨损或损坏的情况,导致硅橡胶制品表面出现划痕。
操作人员可能在制造过程中使用不合适的工具或施加过大的力量,这也会导致划痕的发生[1]。
而且在制造过程中使用的润滑剂、清洁剂或其他化学物质可能残留在硅橡胶表面,导致污染。
在运输和储存的时候,硅橡胶制品可能与其他物体发生摩擦或碰撞,导致表面划痕。
硅橡胶制品可能受到灰尘、颗粒、油脂或其他杂质的污染,这些杂质可能在运输和储存过程中附着到表面。
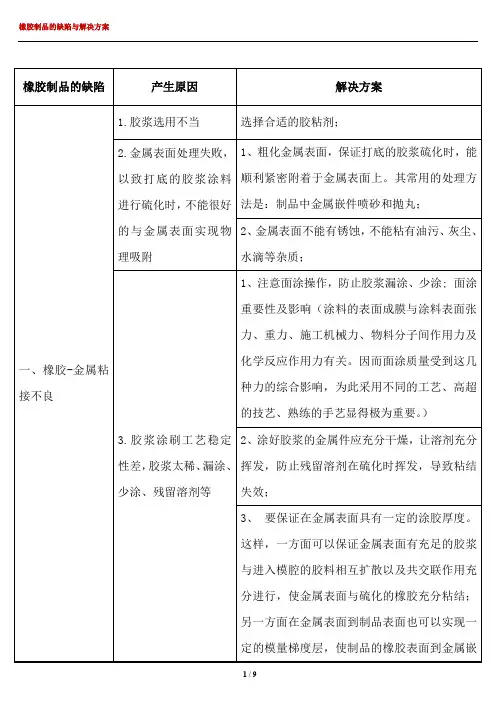
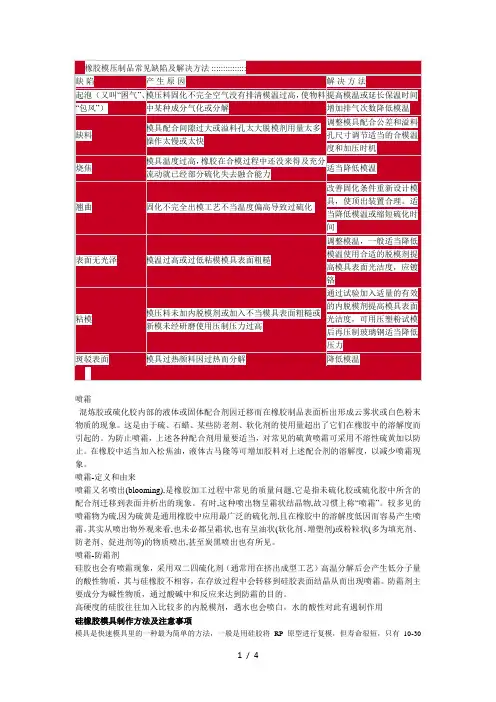
橡胶制品外观缺陷及解决方案预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制橡胶制品外观缺陷及解决方案篇一:橡胶模压制品常见缺陷及解决方法喷霜混炼胶或硫化胶内部的液体或固体配合剂因迁移而在橡胶制品表面析出形成云雾状或白色粉末物质的现象。
这是由于硫、石蜡、某些防老剂、软化剂的使用量超出了它们在橡胶中的溶解度而引起的。
为防止喷霜,上述各种配合剂用量要适当,对常见的硫黄喷霜可采用不溶性硫黄加以防止。
在橡胶中适当加入松焦油,液体古马隆等可增加胶料对上述配合剂的溶解度,以减少喷霜现象。
喷霜-定义和由来喷霜又名喷出(blooming),是橡胶加工过程中常见的质量问题,它是指未硫化胶或硫化胶中所含的配合剂迁移到表面并析出的现象。
有时,这种喷出物呈霜状结晶物,故习惯上称“喷霜”。
较多见的喷霜物为硫,因为硫黄是通用橡胶中应用最广泛的硫化剂,且在橡胶中的溶解度低因而容易产生喷霜。
其实从喷出物外观来看,也未必都呈霜状,也有呈油状(软化剂、增塑剂)或粉粒状(多为填充剂、防老剂、促进剂等)的物质喷出,甚至炭黑喷出也有所见。
喷霜-防霜剂硅胶也会有喷霜现象,采用双二四硫化剂(通常用在挤出成型工艺)高温分解后会产生低分子量的酸性物质,其与硅橡胶不相容,在存放过程中会转移到硅胶表面结晶从而出现喷霜。
防霜剂主要成分为碱性物质,通过酸碱中和反应来达到防霜的目的。
高硬度的硅胶往往加入比较多的内脱模剂,遇水也会喷白,水的酸性对此有遏制作用硅橡胶模具制作方法及注意事项模具是快速模具里的一种最为简单的方法,一般是用硅胶将RP原型进行复模,但寿命很短,只有10-30 件左右!他具有很好的弹性和复制性能,用硅橡胶复制模可不用考虑拔模斜度,不会影响尺寸精度,有很好的分割性,不用分上下模可直接进行整体浇注。
再沿预定的分模线进行切割取出母模就可以了!室温硫化硅橡胶又分为加成型和缩合型两种!原料及配方采用专用模具硅橡胶,该品系以双包装形式出售,A 组份是胶料,B组份是催化剂。

喷霜混炼胶或硫化胶内部的液体或固体配合剂因迁移而在橡胶制品表面析出形成云雾状或白色粉末物质的现象。
这是由于硫、石蜡、某些防老剂、软化剂的使用量超出了它们在橡胶中的溶解度而引起的。
为防止喷霜,上述各种配合剂用量要适当,对常见的硫黄喷霜可采用不溶性硫黄加以防止。
在橡胶中适当加入松焦油,液体古马隆等可增加胶料对上述配合剂的溶解度,以减少喷霜现象。
喷霜-定义和由来喷霜又名喷出(blooming),是橡胶加工过程中常见的质量问题,它是指未硫化胶或硫化胶中所含的配合剂迁移到表面并析出的现象。
有时,这种喷出物呈霜状结晶物,故习惯上称“喷霜”。
较多见的喷霜物为硫,因为硫黄是通用橡胶中应用最广泛的硫化剂,且在橡胶中的溶解度低因而容易产生喷霜。
其实从喷出物外观来看,也未必都呈霜状,也有呈油状(软化剂、增塑剂)或粉粒状(多为填充剂、防老剂、促进剂等)的物质喷出,甚至炭黑喷出也有所见。
喷霜-防霜剂硅胶也会有喷霜现象,采用双二四硫化剂(通常用在挤出成型工艺)高温分解后会产生低分子量的酸性物质,其与硅橡胶不相容,在存放过程中会转移到硅胶表面结晶从而出现喷霜。
防霜剂主要成分为碱性物质,通过酸碱中和反应来达到防霜的目的。
高硬度的硅胶往往加入比较多的内脱模剂,遇水也会喷白,水的酸性对此有遏制作用硅橡胶模具制作方法及注意事项模具是快速模具里的一种最为简单的方法,一般是用硅胶将RP原型进行复模,但寿命很短,只有10-30件左右!他具有很好的弹性和复制性能,用硅橡胶复制模可不用考虑拔模斜度,不会影响尺寸精度,有很好的分割性,不用分上下模可直接进行整体浇注。
再沿预定的分模线进行切割取出母模就可以了!室温硫化硅橡胶又分为加成型和缩合型两种!原料及配方采用专用模具硅橡胶,该品系以双包装形式出售,A组份是胶料,B组份是催化剂。
配制时要考虑室温、模具的强度和硬度,以此来确定AB组份的重量配制比例。
室温在20-25度时,A:B=100:1.5。
室低时(但不能低于10度)则适当增加B组份0.1-0.3份。
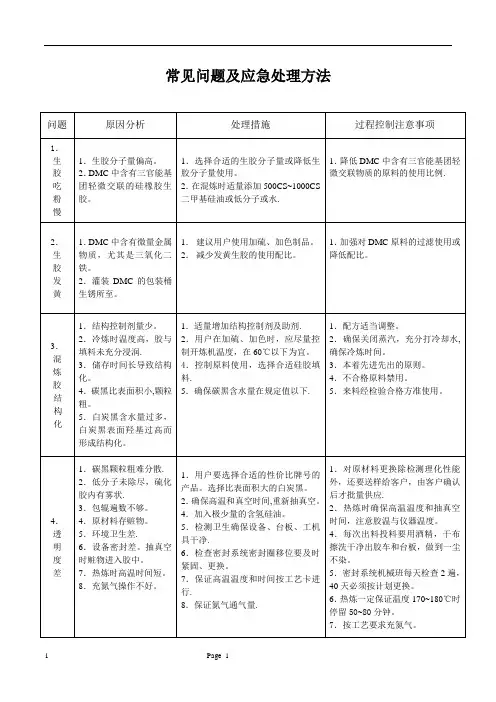
原因才会很快的改善不良,减少工厂的损失,深圳金美特为大家介绍生产工程中不良原因和改善方法:一、厚度不匀硅橡胶制品厚度不匀也是常见不良,主要有以下几点:1、用硅胶或纸片垫模。
2、如若产品超厚,可适当降低模温,延长硫化时间。
3、如若鼓包,是因为不熟造成,可适当增加硫化时间。
二、开胶开胶不良一般是硅橡胶原材料的问题,检查一下原材料是否有一下问题:1、塑性值偏小,初粘力小2、胶有轻度自硫。
3、也可增加含胶率解决。
三、表面喷霜硅胶制品很容易喷霜,原因有以下几点:1、硫化时间不够长。
2、需改进硫化体系。
3、混炼辊温太高,空气温度或湿度太大。
4、胶料混炼不够均匀,或停放时间不够造成配合剂未充分分散。
5、橡胶老化后易喷霜6、应掌握易喷霜的几种配合剂的上限用量,否则喷霜很难避免。
四、胶部件微孔硅胶制品表面产生微孔,如果是A级外观客户会很难接受,产生不良的原因主要是原材料水分过多,原材料烘后再用,已混炼出来的胶可以加入部分CaO就可以解决。
五、困气硅胶制品困气会造成生产很大困惑,主要和模具有关,所以模具设计要考虑好排气的问题:1、排气次数不够。
2、模具不合理,加开排气槽。
3、对适当产品进行二次排气。
4、喷洒少量脱模剂。
六、气泡硅胶制品表面如果生产气泡,可以改良一下几点:1、模温过高。
2、硫化时间过长。
3、增加排气次数。
七、不熟硅橡胶制品不熟的改良方法:1、温度不够高。
2、硫化时间不够长。
3、需改进硫化体系。
4、可进行二次硫化。
八、缺胶硅胶制品缺胶一般是操作问题,着重改良一下几点:1、称胶不准。
2、模温过高。
3、压力不足。
4、胶料流动性太差,可在胶料表面涂洒硬脂酸锌或提高胶料的塑炼的程度。
5、调整配方,减慢硫速。
九、色泽不均硅胶制品色泽不均的改良方法1、平板温度不均匀。
2、模具不光洁。
3、对于某些易变色紫色、的颜色,硫化模温和硫化时间要严格控制。
十、错位硅胶制品错位是模具问题,首先要检查模具:1、定位锥松动,合模不准确。
硅橡胶制品压延生产可能遇到的问题及解决措施
硅橡胶制品压延生产是一种重要的生产工艺,在生产过程中可能会遇到一些问题,下面介绍几个可能的问题及解决措施:
1. 压延出现气泡:气泡是由于硅橡胶与辊子之间的空气没有被排出而造成的。
解决方法是在硅橡胶表面喷洒一些减摩剂,减少空气的粘附,然后逐渐加压,使空气逐渐排出。
2. 压延后产生翘曲变形:翘曲变形是由于硅橡胶在压延过程中受到的压力不均匀,使得硅橡胶产生了内部应力。
解决方法是在压延前先进行预压,使硅橡胶中的气泡排出,并且在压延过程中要保证辊子之间的间距均匀。
3. 硅橡胶表面出现条纹:条纹是由于辊子之间的温度不均匀、压力不均匀等原因造成的。
解决方法是要保证辊子表面的温度均匀,调整辊子的压力,使得硅橡胶在压延过程中受到的压力均匀。
4. 硅橡胶表面出现氧化现象:氧化是由于硅橡胶在空气中长时间暴露产生的。
解决方法是在生产过程中加入抗氧剂,保证硅橡胶不会长时间暴露在空气中。
总之,硅橡胶制品压延生产过程中可能会遇到各种问题,需要根据具体情况进行解决。
在生产过程中,要保证设备的正常运行,加强质量管理,保证产品的质量。
- 1 -。
橡胶制品常见缺陷及解决方法橡胶制品是一种广泛应用于各个行业的重要材料,如轮胎、密封件、管道等等。
然而,由于橡胶材料的特殊性质,常常会出现一些缺陷,影响其质量和使用寿命。
本文将介绍几种常见的橡胶制品缺陷及解决方法。
一、气泡气泡是橡胶制品中常见的缺陷之一、气泡的形成可能是由于在橡胶混炼过程中,未能充分混炼,导致未挥发的气体被包裹在橡胶制品中。
气泡会影响橡胶制品的力学性能和密封性能。
解决方法:1.确保橡胶混炼过程中充分混炼,将气体挥发掉。
2.控制橡胶制品的成型压力和温度,避免气泡的产生。
3.采用真空热压成型技术,可以显著减少气泡的产生。
二、硫化不良硫化是橡胶制品加工中非常重要的一步,可以使橡胶获得较好的力学性能。
但有时会出现硫化不良的情况,导致橡胶制品质量下降。
解决方法:1.确保硫化时间和温度正确,避免过度或不足硫化。
2.确保硫化剂的种类和用量正确,避免硫化剂过多或不足。
3.硫化时应进行合理的压力控制,避免出现不均匀硫化的情况。
三、老化橡胶制品长期暴露在空气、阳光、高温等环境中,容易发生老化,导致橡胶硬化、变脆,甚至出现裂纹和断裂。
解决方法:1.可添加适当的防老剂,延缓橡胶的老化过程。
2.储存橡胶制品时,应避免阳光直射和高温环境,保持通风干燥。
3.定期检查橡胶制品的老化情况,及时更换老化严重的橡胶制品。
四、变形橡胶制品在使用过程中,由于受到压力、重物等外力作用,容易发生变形,影响其正常功能和使用寿命。
解决方法:1.选择合适的橡胶材料和硬度,以满足橡胶制品的使用要求。
2.加强橡胶制品的结构设计,增加支撑和加强材料,提高抗变形能力。
3.对于长期受压变形的橡胶制品,可以采用预压技术,减少变形。
五、杂质橡胶制品在生产过程中,容易受到灰尘、油污等杂质的污染,导致橡胶制品质量下降。
解决方法:1.加强生产过程的卫生管理,保持生产环境的清洁。
2.采用过滤设备,尽量减少杂质污染。
3.对生产用的原料进行检测,确保原材料的质量符合要求。