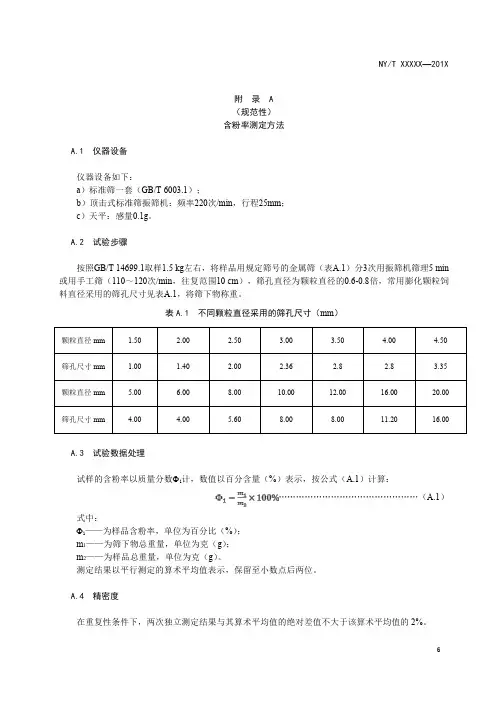
降低饲料粉化率的措施
- 格式:pdf
- 大小:694.37 KB
- 文档页数:2
广东饲料第27卷第2期21)18年2月
降低饲料粉化率昀措旋
戴朝洲王竹君肖圣华 (江西柯恩牧业集团,江西赣州341001)
[中图(f ̄]TS210.4 [文献标识码】A [文章 ̄]1005—8613(2018)02-0042—02
[摘要】颗粒饲料粉化率过高会降低饲料的利用效率,增加饲料成本,破坏饲料外观质量,甚至还会引起畜禽上呼吸道疾 病,造成饲料浪费。因此,降低饲料粉化率对改善饲料品质至关重要。本文将从原料的理化性质对饲料粉化率的影响,以及降 低饲料粉化率的措施这两方面做简要阐述,以期为饲料生产实践提供参考。 【关键词】饲料粉化率;降低;措施
随着畜牧业与饲料工业的飞速发展,颗粒饲料 因其平衡性好、品质稳定、适口性好、易储存等诸多 优点而越来越受到广大养殖户的欢迎,其在饲料中 的比例也日益提高。但从目前的生产状况看,在颗 粒饲料的生产过程中还存在不少难以解决的问题, 如制粒过程中营养成分的破坏、粉化、成本高等。本 文针对颗粒饲料的粉化进行一些讨论,提出一些降 低粉化率的措施。颗粒饲料的粉化是指压制出来的 颗粒由于流动、运输、冷却等各种原因而产生细粉 现象。一直以来,饲料企业都在想方设法减少粉料, 因为产生的粉料既影响成品的成形率,又加大制粒 的能量损耗。造成颗粒饲料粉化的因素很多,如原 料的理化性质、粉碎粒度、制粒工艺及设备和冷却 工艺等方面。因此,为了降低粉化率,也必须从以下 几个方面着手研究、改善。 1原料的理化性质 不同原料组成的饲料其制粒性能差异较大。玉 米、豆粕含量较高的饲料制粒性能较好,粉料回流 量少,成品成形率大都在95%上;而谷壳糠、杂饼粕 含量较高的饲料则刚好相反,成品成形率仅90%左 右,且经常堵塞环模,造成停产。因此,在不提高成 本的前提下,在配方设计中应尽可能少用制粒性能 差的原料。 【收稿El期】2018—1-12 ·42· 淀粉含量较高的原料,在较高的温度和水分时 调质,可促使淀粉糊化,制粒时可起润滑作用,提高 制粒产量,同时颗粒冷却后粘结性好,粉化率低。 天然蛋白质的容量大,受热后变性,其可塑性 与粘结性增大,破碎时产生的细粉料较少,有利于 制粒产量的提高。 适量地添加油脂会使颗粒趋向软质化,减少通 过环模的阻力,降低环模磨损的程度,增加制粒产 量,但添加量不能超过3%。而添加糖蜜不仅可提高 营养价值,也可作结剂使用,能提高饲料的耐磨性 和硬度。 制粒I生能特差的原料,可考虑适量添加一些胶 结物,如淀粉质、明胶等,可以提高制粒粘结性,但 是会加大成本。 在配方中淀粉含量高的饲料原料要达到30% 以上,使用次粉或面粉原料可使粘着性达到很好的 效果。同时也可以用膨润土、粘合剂等原料来增加 饲料的粘合性,减少颗粒饲料的粉化率。油脂添加 量不宜超过5%,过高时,颗粒不易成形。 2粉碎粒度 粉碎的目的是为了后续工段更好地进行,同时 也满足畜禽对饲料粒度的要求。据了解国内外对饲 料粒度与颗粒粉化率的影响做了大量的研究和试 验。将同种组成的饲料进行颗粒化时,粒度越细粘 结性越好,粉化率也就越低。粉碎粒度在0.
6mm~ 维普资讯 http://www.cqvip.com , ‘东饲料第27卷第2期2018年2月
0.8mm时,其制粒效果、电耗和粉化率都比较合理。 3重点加强对制粒工艺及其设备的管理 3.1调质温度和蒸汽添加量 淀粉的糊化需要三大要素:水分、温度与时间。 当物料中水分含量相对稳定时,控制蒸汽添加量调 节温度即成为关键因素。 试验表明,随着蒸汽添加量的加大,颗粒的粉 化率随之下降,这是物料中淀粉由于温度升高和水 分增加,使其糊化加剧而提高了粘结性的结果。但 是,蒸汽添加量过大会导致颗粒变形、水分过高及 营养成分破坏加剧等一系列问题的出现。因此应适 当控制,一般按产量的5%~6%添加,同样调质时间 也应控制在15s~30s。 3.2设备的影响 3.2.1环模的选择 选用硬颗粒饲料颗粒机(或环模颗粒机),并根 据不同的配方,尽可能使用高压缩比(深/直径比) 的环模。鱼饲料可用到12~ll:1,猪饲料可用到 7:1,禽颗粒饲料可用到10:1的压缩比,保证将 颗粒压实,增强颗粒饲料的密度。 3.2.2环模和压辊间隙调整 环模和压辊间的距离应控制在0.2ram~ 0.3mm。如距离过大,则挤压力太小,不易压实,熟化 程度降低,增加了粉化率且影响产量。一般新压模 距离宜小一点,以增加挤压力,强制出粒,但距离过 小会加速压模的磨损。 3.2_3压模模孔的选择 压模孔径过小时产量低、电耗大。一般生产上 常用3.5ram的标准环模,如果生产小鸡料或乳猪 料,可压制后再进行破碎,这样出来的颗粒细粉少, 颗料的光面也较多。 3.2.4切刀的调节与更换 切刀不锋利时,颗粒是被打断,而不是割断的, 颗粒两面比较粗糙,颗粒呈弧形,导致成品含粉率 增大,冈此切刀应勤加更换。为了避免切刀和环模 相碰,还应调节切刀位置,使颗粒长度为直径的 1.5-2.0倍。 3.3科学冷却 刚从制粒机压出的颗粒温度大约在65℃~85 ℃,水分14%左右,因此颗料产品离开制粒机后得 到适当的冷却是很有必要的。但是如果冷却时间过 长,则会影响产量;冷却时间过短,则往往达不到冷 却要求,使饲料水分偏高;而冷却过快,会导致颗粒 表面收缩速度过快,堵塞水分向外扩散的通道,使 得中心部位的水分难以挥发,造成外干内潮的不良 状况,颗粒表面产生裂纹,这样会降低颗粒的硬度 与耐磨性,并会增加产品中粉末。因此,选择合适的 冷却时间对颗粒产品的质量是至关重要的。根据生 产实践,对于直径3.0mm的颗粒来说,冷却时间应 为8min,冷却风量为1600m3/h;对于直径4.Omm的 颗粒来说,冷却时问9min,冷却风量1700m/h较为 合适。 3.4正确选用分级筛 分级筛的生产能力一定要大于颗粒机的产量, 否则会造成过筛能力弱,饲料含粉率高;筛网孔的 形状和大小要符合颗粒料的要求,一般筛网孑L的纵 向开度应为横向开度的1.5倍,横向开度约为颗粒 直径的0.75倍;分级筛筛网应经常清刷,减少筛孔 的堵塞率,以提高筛分效率,降低粉末。 总之,颗粒饲料的粉化是颗粒生产中不可避免 的问题,其影响因素也多种多样,但是只要加工_丁 艺设计合理,操作科学和质量管理严格,就可以大 大降低粉化率,减少能耗,提高产品质量。 ·43·
维普资讯 http://www.cqvip.com