K2转向架检修作业
- 格式:ppt
- 大小:1.46 MB
- 文档页数:40

哈尔滨铁道科技3收稿日期:王吉杰(石家庄车辆厂,河北石家庄212000)摘要:通过对转K2型侧架检修技术要求的分析,制订了转K2型侧架检修工艺,达到了厂修技术的要求。
关键词:转K2型侧架检修工艺中图分类号:U260.331文献标识码:B1简介转K 2型转向架是最高运行速度为120km /h 的货车提速转向架,主要结构特点是采用了交叉支撑装置。
转K2型侧架组成为适应适应此结构特点,焊装了支撑座,并使用小导框机构。
现转K2型转向架现在已进入厂修期,为保证转K2转向架的检修质量,需要对转K 2型侧架检修工艺进行分析。
2转K 2型侧架检修主要技术要求(1)侧架应进行抛丸除锈;并对内腔和外表面外观检查;对侧架A 、B 部位、支撑座表面、支撑座与侧架连接焊缝进行磁悬液探伤检查。
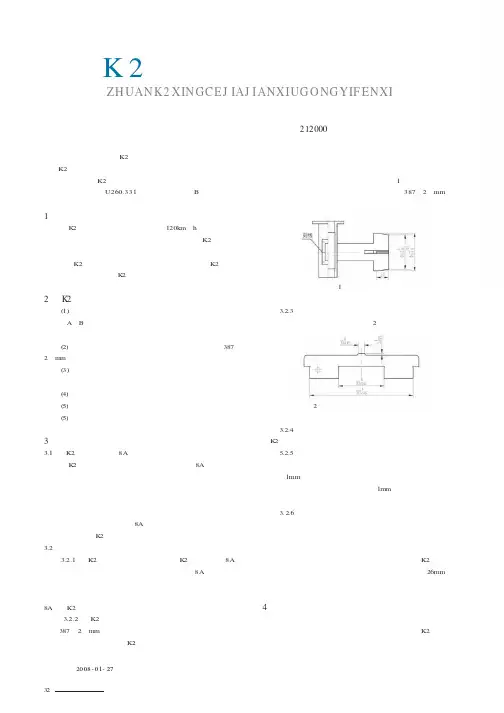
(2)侧架承载鞍支承面至支撑座安装孔中心的距离(387±2)mm 的检测与超限后修理。
(3)导框两侧面、承载鞍支承面、侧架立柱与摇枕挡配合面的磨耗深度的检测与磨耗超限后修理。
(4)侧架立柱磨耗板的换装。
(5)支撑座磨耗深度的检测与换装。
(5)横跨梁托变形的检测、调修或更换。
3侧架的检修工艺分析3.1转K2型侧架与原转8A 侧架的检修技术要求的对比转K 2型侧架的检修技术要求基本上与原转8A 侧架的检修相似,主要增加了支撑座的探伤,支撑座磨耗与位置尺寸检测;侧架立柱与摇枕挡内配合面磨耗深度的检测;横跨梁托变形的检测与调修;滑槽由原焊接结构改为镶入式结构,立柱磨耗板改为螺栓组装,同时侧架总长、导框与立柱间距有一定的变化。
可以参照原转8A 侧架检修的工艺流程,经局部调整后,进行转K 2型侧架的检修。
3.2检修工艺分析3.2.1转K2侧架的探伤检查。
由于转K 2型侧架比转8A 侧架增加了支撑座的探伤,同时侧架长度较原转8A 侧架尺寸短了一些,需要对原摇枕侧架探伤设备的探伤夹头进行改造,使摇枕侧架探伤设备同时适应不同长度侧架的检修,满足转8A 与转K2侧架探伤的技术要求。

34 续上表567891011续上表续上表续上表续上表铁路货车转向架段修作业基本规范续上表工步作业内容及技术要求工装设备及量具作业图示材料及其他4.3翻转检查第2步、第3步(图16):摇枕A区(弹簧承台弯角过渡处)→交叉杆杆体(右侧)→摇枕B区(减重孔周边及心盘座下平面)→交叉杆盖板及焊缝→摇枕A区(排水孔周边及内腔)→摇枕B区(减重孔周边及心盘座下平面)→交叉杆杆体(左侧)→摇枕A区(弹簧承台弯角过渡处)。
记录下交叉杆标记。
图165裂纹判定 5.1侧架弯角A区(图17)横裂纹长度不大于裂纹处断面周长的30%;转K4型侧架摇动座支承安装槽底面B区(图18)横裂纹长度不大于60 mm;其他部位的横裂纹长度不大于裂纹处断面周长的50%时焊修,大于时报废。
5.2摇枕上平面、侧面横裂纹长度不大于裂纹处断面周长的20%,底面横裂纹长度不大于底面宽的20%(测量周长或宽度时,铸孔计算在内,测量裂纹长度时,铸孔不计算在内)时焊修,大于时报废。
5.3摇枕纵裂纹或内壁加强筋、心盘销座裂纹时焊修;摇枕挡或下旁承盒裂纹、缺损时焊修或报废。
5.4判断有疑问的摇枕、侧架、交叉杆须除锈后对该部位进行湿法磁粉探伤检查确认。
钢卷尺图17图186侧架检查 6.1转8A、转8AG、转8G、转8AB、转8B、转K6型导框两侧摩擦面单侧磨耗(含局部磨耗)深度大于2 mm(图19)、两侧磨耗深度之和大于3 mm(图20),内侧面磨耗(含局部磨耗)深度大于3 mm(图21)或组装间隙超限时,堆焊后加工。
侧架导框检测量规、转K6型侧架导框检测量规、侧架承载鞍支承面磨耗图19 图20一、转向架检修(现车检修)续上表工步作业内容及技术要求工装设备及量具作业图示材料及其他6.2转K6导框内侧摩擦面两侧磨耗之和大于3 mm时堆焊后加工(图22)。
6.3转K2、转K4、转K5、控制型侧架导框导台两侧摩擦面单侧磨耗(含局部磨耗)深度大于3 mm(图23),两侧磨耗深度之和转K2、控制型大于4 mm,转K4、转K5型大于5 mm(图24)时,堆焊后加工。

Science &Technology Vision 科技视界1转K2、转K6型转向架侧架常见故障检修1.1侧架容易有裂纹部位以及A、B 区的区分铸钢侧架裂纹多发生在A 区、B 区,如图1.一般多发生在承载鞍导框弯角处,侧架立柱的上下弯角处及制动梁滑槽下方。
其中A 区为侧架导框的内侧弯角处如图2;B 区为侧架的底面平面及向上倾斜延伸至导框下弯角处。
裂纹也发生在支撑座、弹簧承台及弹簧承台与立柱弯角处等部位。
图1转K2、转K6型侧架A、B 区示意图图2侧架A 区(上弦梁弯角)裂纹1.2侧架容易磨损的部位侧架磨损多发生在承载鞍支承面,内、外导框,转K2型侧架立柱与摇枕挡内表面配合处等部位。
1.3重点注意检查部位主要检查侧架的A、B 区;检查导框弯角处A 区部位;承载鞍承台园脐上平面与侧架结合处;导框三角孔周边;三角孔内腔铆钉孔及立柱弯角处;摇枕弹簧承台周边;侧架立柱及立柱磨耗板;中央方框上弦梁;下斜弦梁内外侧;制动梁滑槽磨耗板、斜楔档、交叉杆支撑座及周边焊缝、横跨梁托,对接近20年及以上的侧架以到疲劳期,裂纹故障较多,要重点检查。
1.4检查方法采用外观检查的方式。
通过外观检查方法对有异状部位,铸造工艺粗糙部位,经常磨耗部位,检查有无锈线或透锈现象,如有锈线或透锈现象先去除表面锈迹或漆面(注意不要将痕迹盖住),振动痕迹附近,看是否有迹象增大或铁锈透出。
对有油垢处注意有无细线痕迹,可采用手电光线斜交照射的方法检查。
采用探伤方式进行检查,对存在裂纹疑问的侧架进行整体抛丸除锈,采用专用探伤设备对存在裂纹疑问部位进行探伤检查。
1.5裂纹故障检修侧架弯角处横裂纹长度不大于裂纹处断面周长的30%,其他位的横裂纹长度不大于裂纹处断面周长的50%时焊修,大于时报废。
1.6磨耗故障检修(1)导框两侧摩擦面单侧磨耗(含局部磨耗)深度大于2mm、两侧磨耗深度之和大于3mm,内侧面磨耗(含局部磨耗)深度大于3mm 或组装间隙超限时,堆焊后加工。

K2转向架大部件常见故障与检修发表时间:2016-09-27T15:19:32.990Z 来源:《基层建设》2015年9期作者:常宝才[导读] 通过货车故障反馈信息分析,转K2型转向架运用时间相对较短,加上新技术的应用,主要集中反映在配件材质和装配质量上。
济南铁路局济南西车辆段济南检修车间山东济南 250117摘要:通过货车故障反馈信息分析,转K2型转向架运用时间相对较短,加上新技术的应用,主要集中反映在配件材质和装配质量上。
本文分别对K2转向架大部件(包含摇枕、侧架及交叉杆组成)的常见故障以及检修,在遵循厂、段修规程的同时,提出自己的见解。
关键词:摇枕;侧架;交叉杆组成第一部分:转K2型转向架大部件的常见故障1.摇枕组成故障:①裂纹:摇枕A、B部或心盘销孔处是裂纹易发部位,另外在下心盘座与摇枕鱼腹侧面交汇处以及摇枕档根部裂纹也有发生,原因还是由于铸造缺陷而至。
②装配故障:包括摇枕八字面磨耗板开焊、裂纹、脱落;固定杠杆支点座销套松、裂、丢失;旁承间隙超限或调整板开焊、旁承裂损;下心盘连接螺栓组装时连接螺栓松动、开口销组装空间过小,根部劈开困难;原因分析:查阅齐车公司的设计图纸QCZ85-42-00《托滚组成》中,原设计该开口销规格为销3.2x20 材质为Q215A 组装后劈开,如图:图1但段规5.2.9.2规定“上拉杆托架滚轴上的开口销规格为3.2X20,开口销须卷起贴靠滚轴”。
实际作业由于固定支点座的限制,作业空间不足,无法实现卷起。
建议按工厂设计规范,恢复原结构,劈开一定角度,不是卷起;且换装规格为“销3.2x30”的开口销,能够满足新段规的要求。
③磨耗:摇枕斜楔内、外表面磨耗,摇枕挡内外表面磨耗等,支架组成中含油尼龙滚套磨耗问题较为多见。
2.侧架组成故障:①裂纹:侧架裂纹主要集中在侧架A、B部位,但近几年,真正A、B部位裂纹并不是很多,而相对的侧架支撑座裂纹包括支撑座焊修质量问题在日常检修中却时有发生。