带式输送机利用托辊纠偏原理与
- 格式:pdf
- 大小:244.54 KB
- 文档页数:3
ValueEngineering
1问题的提出输送机运行时,几乎所有的胶带输送机都存在胶带跑偏的问题。为了防止胶带跑偏,人们采取了各种各样的措施,而利用托辊来解决防止胶带输送机是一种既简单又经济的好办法。而且,主要是托辊性能保持稳定。在日常生产中,一般以托辊的稳定系数来衡量跑偏纠正能力。2分析托辊的稳定系数δ托辊的稳定系数δ表示为:δ=p1P0式中P1———输送带在托辊上产生跑偏所需的横向力;P0———托辊允许的横向干扰力。根据我们日常生产中常用托辊形式来分析托辊的稳定系数如(表1)所示。
3托辊槽角与横向复位力的关系以及横向复位力的计算在我们日常工作中,一方面为解决输送机带负荷运行时输送带总向一边跑偏,经常采用输送带跑偏滚筒的轴承座适当抬高、托辊支架适当加高,目的迫使输送带上的物料重量W产生一个使输送带复原的分力Wx,直到输送带回到正常位置。另一方面,为了提高皮带输送机运输能力以及提高皮带本身的纠偏能力,经常采用托辊大槽角(槽角为45°),取得理想效果。可通过下面输送带横向复位力的计算清楚得到解释说明。因物料引起输送带跑偏横向复位力为:P=2b1cos2λsinλsin(λ+α)cosαa0dρgcosδ式中P———横向复位力;α———物料在输送带上的动安息角;b1———侧托辊同输送带接触的长度;a0———托辊组间距;δ———皮带运输倾角;ρ———物料松散密度;g———重力加速度;λ———皮带槽角;d———输送带跑偏量。在空载段的两节托辊,输送带横向复位力为:P=2qBa0cosλsinλdgcosδB式中B———带宽;qB———输送带单位质量。对上面两式求偏微分,当p(λ)λ=0,P有极大值,前者λ=41°,后者λ=45°,由此可见,防跑偏应采用大槽角,而以悬挂式铰链式托辊稳定性最大,纠偏能力最强。理论计算和我们实际生产中相吻合,在我们生产实际中,对于输送机经常使用皮带槽角为45°,一方面提高了运输能力,另一方面提高皮带本身的纠偏能力,都取得取得理想效果。4托辊纠偏原理及利用托辊防止胶带跑偏解决措施———————————————————————作者简介:戚广连(1964-),男,河北唐山人,工程师,现开滦能源化工股份有限公司吕家坨矿业分公司,从事设备管理工作。带式输送机利用托辊纠偏原理研究与分析ResearchandAnalysisonPrincipleofRectifyingaDeviationbyUsingRollerforBeltConveyor戚广连QIGuang-lian(开滦能源化工股份有限公司吕家坨矿业分公司,唐山063106)(KailuanCleanCoalCompanyLujiatuoCoalBranchCompany,Tangshan063106,China)摘要:带式输送机具有结构简单、输送物料范围广泛、输送量大、运距长、对线路适用性强、装卸料十分方便、可靠性高、制造安装方便、能耗低,效率高的特点。因此应用广泛,市场巨大。随着带式输送机的优越性越来越明显,加之国际互联网的实现,又大大缩短了输送机的设计、开发、制造、销售的周期,使它更加具有竞争力。但是,带式输送机输送带跑偏始终是个难题,根据多年现场实践经验,通过对煤矿带式输送机利用托辊纠偏原理研究与分析,利用托辊可以有效的防止带式输送机输送带跑偏,取得了理想的效果。Abstract:Beltconveyorissimpleinstructure,extensiveconveyingmaterialkinds,largetransportationamount,longdistance,powerfuladaptability,convenientloadingandunloading,highreliability,easyinstallation,lowenergyconsumption,andhighefficiency.Soitsapplicationiswide,andthemarketishuge.Withtheadvantagesofbeltconveyorismoreandmoreobvious,andtherealizationoftheInternet,itgreatlyreducesthedesign,development,manufacturingandsalecycleofconveyor,makingitmorecompetitive.But,beltconveyorbeltrunningdeviationisalwaysadifficultproblem.Accordingtothepracticalexperienceformanyyears,thepaperresearchesandanalyzestheprincipleofrectifyingadeviationbyusingroller,atlast,itgetstheconclusionthatrollercaneffectivelypreventbeltconveyoroff-lineandachievestheidealresult.关键词:托辊;托辊的稳定系数;横向复位力;跑偏;胶带输送机Keywords:roller;coefficientofstabilityofroller;horizontalresetforce;off-line;beltconveyor中图分类号:TH222文献标识码:A文章编号:1006-4311(2012)26-0021-03
表1
注:<0表示本身能产生横向偏移力.上运下运承载段托辊刚性连接托辊托辊安装在托辊架刚性连接0.90.90.9托辊在垂直和水平内铰接连接<0<01.2空载承载段托辊平行下托辊111V形托辊(10°)777胶带输送机运输角度水平·21·价值工程
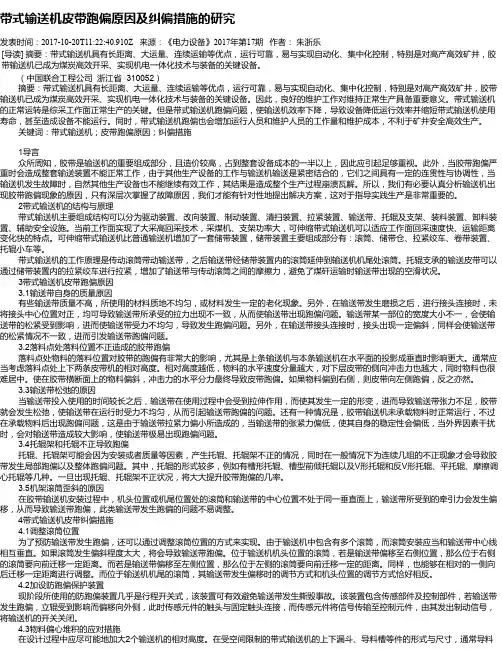
图44.1采用槽形上调心托辊(带挡偏立辊)自动实现调整皮带跑偏利用TD75型通用固定式带式输送机槽形上调心托辊自动实现调整皮带跑偏,槽形调心托辊纠偏机理(如图1)所示。它的工作原理为:活动的托辊架上布置三个辊子和两个垂直的挡偏立辊D1和D2,托辊架能以R点为中心,在一定角度内顺时针或逆时针转动。当输送带跑偏时,输送带中心O’O’,与输送机中心线OO不再重合。跑偏到一定量时,输送带碰到某一侧的挡偏立辊(如图的挡边轮D1),挡偏立辊施以正压力N和摩擦力Nf(f为摩擦系数),这两个力作用的结果使上横梁R点逆时针转动β角。输送带给三个辊子与运动力方向一致的力P,P可分解为使辊子绕自己轴线转动的力Pr和使辊子轴向移动的力Pa。上横梁对辊子的定位使辊子不能轴向移动,因而辊子作用给输送带的反力(与Pa大小相等方向相反)促使输送带复位。
在我们生产实际中总结出,每隔10组左右安装一组TD75型通用固定式带式输送机槽形上调心托辊(带挡偏立辊),一方面既可以降低胶带输送机的制造成本,另一方面,取得理想的调偏效果,但是有一点安装值得注意,挡偏立辊安装在运行方向的后面。4.2采用槽形前倾托辊防止胶带跑偏在我们生产、设计、制造的皮带输送机,经常采用DTⅡ或DTⅡ(A)型固定带式输送机系列槽形前倾托辊调节输送带跑偏的问题,既可以将承载段托辊全部布置成前倾托辊,也可间隔几组放一组前倾托辊,都在取得了很好的调偏效果。利用前倾托辊调偏机理是利用两个侧托辊均向输送带运行方向前倾一个角度,为了定心可靠,这个角度一般取2°-3°,前倾角太大,会增加附加阻力。通过两个前倾的侧辊受力分析(图2)理论上证明前倾托辊能够纠偏的原理。附加阻力:P1P1=PN1=fqB+qGBb1g式中f———摩擦系数;N1———输送带对托辊的正压力;qB—————输送带单位质量;qG———物料单位质量;B———带宽;b1———前倾托辊与输送带接触长度。垂直于输送带运行方向的分力为Pa1为:Pa1=P1sin准cosλ=fqB+qGBb1gsin准cosλ。式中准———前倾角;λ———槽角。同理可知Pa2=P2sin准cosλ=fqB+qGBb2gsin准cosλ。当输送带向一侧跑偏时,也就是皮带接触长度不相同,既b1>b2,那么根据上面的公式得出:Pa1>Pa2,则纠偏力为:△P=Pa1-Pa2由于轴向纠偏力△P的产生、作用下,迫使输送带向中间移动,直至达到新的平衡,实现了调偏的目的。由于输送带的轴向纠偏力是两侧力的偏差,数值较小,因此,在我们设计制造皮带输送机往往采用整个承载托辊都布置成前倾托辊。来实现理想的调偏效果。值得注意是,前倾托辊安装具有方向性,只能用在单运行方向的带式输送机上,而且前倾方向与胶带运行方向相同。4.3空载段托辊采用两节式“V”形下托辊防止输送带跑偏在空载段,在我们设计制造胶带输送机,防止胶带跑偏,经常采用安装、拆卸方便、结构简单的DTⅡ或DTⅡ(A)型固定带式输送机的“V”形下托辊,中心角与水平面夹角设计为10°。当输送带跑偏时,输送带在两个托辊上的接触长度不等,比如图示方向左侧跑偏,即b1>b2,产生纠偏力,在纠偏力作用下,迫使输送带向中间移动,直至达到新的平衡,实现了调偏的目的。受力分析如图3,则P1=G1sinλ>G2sinλ。则纠偏力为:△P=P1-P2。
4.4利用吊挂式铰接托辊组防止跑偏运用此种类型的铰接托辊防止跑偏,在我们设计、制造的皮带输送机中运用最广泛,调偏效果最好的一种。比如DSJ80/40/2*40、DSJ100/63/2*75、DSJ100/70/2*160、DSJ120/100/2*200经常采用如图4形式,采用三个托辊,托辊之间通过销轴与垫片铰接连接,侧辊通过挂钩与纵梁连载在一起,实现托辊组的柔性连接,当承载重量自动落入输送带中心线上。当输送带跑偏时,托辊中心也随之移动,使输送带和负载又自动返回中心线。通过我们上述制造的胶带输送机证明,吊挂式铰接托辊组适用于不同宽度的带式输送机,而根据我们实际,广泛运用在带宽为800、1000、1200、1400的胶带输送机上。图2P1Pa1Pa2P2Pr20
00′0′Pr1准=2′-3′
b1b2P1P2G1G2W2W1λλλ
图3图100′
RN00′挡边轮·22·ValueEngineering
1机床主电机控制系统简介某企业有一台德国希斯五米滚齿机,它属于大型齿轮精加工设备,由于该机床为上世纪八十年代中期生产的设备,为得到较好的调速性能,该机床的工作台主驱动电机为直流电动机,其控制系统为SIMOREG可控硅双闭环直流调速系统;其系统方框图如图1。
双闭环调速系统的特点是:速度环的输入为给定信号与实际转速信号的差值,电流环的输入信号为速度环的输出信号与电流实际信号的差值;电流环的输出信号用来控制电动机的电流和转矩。速度环的作用是:当转速信号差值增大时,速度环的输出变化快,以尽快使电机转速达到给定值;当转速差值小时,速度环输出变化也小,以保证转速稳态无静差。电流环的作用是:当系统受外部干扰而发生电流变化时,能快速响应抑制干扰。同时以速度调节器的输出作为电流调节器的输入给定值,速度调节器的输出限幅值就限定了电流环中的电流。在电机起动或制动过程中,电枢电流急剧增加,电枢电流达到限幅值,使电机以最大转矩加速,转速直线上升;当电机的转速达到甚至超过给定值时,速度反馈大于速度给定,速度调节器输出下降,使电流环输出下降,电机减速。当电机转矩小于负载转矩时,速度环及电流环又会加速使电机回到给定速度值。因此,双闭环直流调速系统对主轴电机的快速起动、停止,以及保持主轴电机速度稳定,起着关键的作用。其直流调速系统由以下组件组成:1.1X1板:PID转速、电流调节器其作用是形成电流反馈和速度反馈的双闭环调速系统;速度环为外环,其输入信号有两个,一个为速度给定正信号,另一个为反映主电机实际速度的速度反馈负信号,速度环的输出为电流环的输入信号;电流环为内环,其输入信号有也两个,一个速度环的输出指令正信号,另一个是经电流互感器检测的电枢电流信号,经反馈环节处理,形成电枢电流负反馈信号,加入电流环;电流环的输出是一电压信号,用来控制可控硅的触发电路。1.2X2板:继电器指令装置该电路包括电压指示器及指令继电器,用于控制电机的力矩方向;当X3板输出电压在±50mV—±120V时,电压指示器动作;当电压指示器输入为正值时,X2板内d6工作,控制电机反转;当电压———————————————————————作者简介:陈定蘋(1964-),女,广西兴安人,大学本科,高级工程师,教师,研究方向为电气自动化。德国希斯五米滚齿机主驱动不能反转维修技术探讨MaintenanceTechnologyforGermanSCHIESS5mGearHobbingMachineMainDriveCannotReverse陈定蘋CHENDing-ping(广西机电职业技术学院,南宁530007)(GuangxiTechnologicalCollegeofMachineryandElectricity,Nanning530007,China)摘要:通过对德国希斯五米滚齿机转矩方向变换电路的分析,诊断机床不能反转的原因。Abstract:ThroughanalyzingthetransformcircuitattorquedirectionofGermanSCHIESS5mgearhobbingmachine,thepaperdiagnosesthecausethatmachinetoolcan'treverse.关键词:滚齿机;直流调速;反转Keywords:gearhobbingmachine;DCspeedcontrol;reversal中图分类号:TH17文献标识码:A文章编号:1006-4311(2012)26-0023-02